双管板换热器的制造与验收过程中应注意的问题
2016-12-16赵焱焱
赵焱焱
西安通惠环保热力设备制造有限公司
双管板换热器的制造与验收过程中应注意的问题
赵焱焱
西安通惠环保热力设备制造有限公司
双管板换热器作为一种特殊的换热器结构,能很好地解决管程和壳程中的介质相互泄漏的问题,但前提是双管板换热器的制造质量要过关,特别是换热管的质量,必须保证换热管在使用中不出现管壁破裂的情况。为了更好地应用和推广双管板换热器必须要在各个环节中进行必要的控制,从而为产品的质量提供保证。基于此本文分析了双管板换热器的制造与验收过程中应注意的问题,以期提供一些借鉴。
双管板换热器;制造
1、双管板换热器的简介及应用场合
管壳式换热器是最为常见的单元操作设备之一。而实际操作过程中,换热器的换热管和管板连接处最容易发生泄漏。为保证管子与管板的连接强度和密封性能,可采用各种连接方法,但这些方法都不能保证绝对不漏。即使水压试验﹑气密性试验完全合格,但在操作中由于介质腐蚀﹑温度﹑压力作用,特别是压力﹑温度的波动或是突然变化(如:开﹑停车﹑不正常操作),往往使得管子与管板连接处产生不同程度的泄漏。少量的泄漏在一般化工工艺中影响不大,是可以允许的;但在特定场合,这些泄漏是不允许的,因此需要采用一种不同形式的换热器--双管板换热器(图1),其作用不是消除泄漏,而是防止壳程(或管程)漏出的流体混进管程(或壳程),即双管板间的隔离腔把管程与壳程介质完全分隔开。
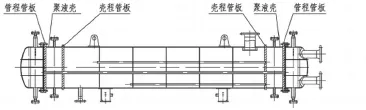
图1
对于防止介质混合的双管板换热器,一般可在内外管板间的空腔上增加放空放净装置,供日常定期检查预防事故以及在内管板发生泄漏时排放,使得管壳程介质切实被内外两层管板隔离。同时,可以通过从集液腔内流出的介质可以判断出是管程泄漏还是壳程泄漏。
另一种需要应用双管板换热器的场合是管壳程间介质高温差和高压差的场合。此时,通常在内外管板之间的空腔中加入一种介质(惰性气体或液体),以减少管壳程间介质的压差。这和一般单管板换热器一样,不能绝对保证外管板上管口不发生泄漏。
双管板换热器的管板结构一般分为 3 种: 整体式双管板﹑由哈夫短接连接而成的双管板和由定位支撑连接的双管板,其中以整体式双管板较为常用。多数整体式双管板实为两管板焊接而成。焊接整体式双管板与管箱﹑壳体和换热管的连接示意图,与管箱法兰用螺栓连接的管板为外管板; 与壳体连接的管板为内管板; 外管板与内管板焊接为一体,换热管同时穿过两块管板。
2、双管板换热器的制造
2.1 壳体
要严格控制有关几何尺寸和方位。错边量﹑棱角度和无损探伤按GB150-1998规定执行,周长﹑圆度和直线度按GB151规定执行,壳体长度按图样规定。检查壳体两端面平行度与壳体轴线垂直度,在两端面标出对称的十字中心线,且两端面中心线连线(方位线)平行于壳体轴线,该标记线是组对双管板的基准之一。用与折流板外径相等的圆盘模板工装预先检测壳体内径与直线度,确保折流板外径和壳体内壁有一定间隙,使管束能顺利装入壳体。
2.2 管板加工
最好采用数控钻床加工管板孔,以保证管孔直径﹑垂直度及管口间距。钻孔时,切削和退刀速度应尽量慢,以保证管孔的表面粗糙度不低于Ra6.3,钻孔时还应留有0.1mm的铰孔余量。钻孔后对管板进行铰孔,以消除管孔上的纵向划痕,保证管口的表面粗糙度不低于Ra3.2。
铰孔完成后,按图样规定的管孔公差要求,用止规和通规对每块管板的管孔进行检测。应特别注意的是,对于有强度胀或贴胀要求的管板,管孔内不允许存在贯通的螺旋形或纵向条痕。
2.3 折流板加工
将管板与折流板电焊固定并做好方位标记,以管板孔作为导向,钻折流板管孔。为便于穿管,钻孔方向应与穿管方向保持一致。每块折流板正﹑反两面的管孔均要仔细倒角并清除毛刺,防止穿管时损伤换热管的外表面。
2.4 壳程管板与换热管的连接
壳程管板与换热管的连接是制造双管板换热器的关键,目前国内设计﹑制造此类设备的下管板与管束的连接方式基本上都是采用强度胀接。但在实际使用中一旦产生应力松弛,常常在此部位引发泄漏,而且无法修复,影响生产。另外,在制造时也有诸多不利因素:
(1)由于双管板之间的距离大,给胀管器的设计和制造带来一定的困难。(2)强度胀接时要求换热管的硬度小于管板的硬度HB30左右,当管子和管板采用同一材质,但又不能用管端局部退火的方式来降低管子硬度时,这一硬度差很难达到,胀接质量也就难以保证。(3)管板加工槽时,虽然有特定的专用刀具,但生产中经常出现排屑不畅,很费时。(4)采用胀接时,管板最小厚度除满足结构设计和制造要求外,用于易燃﹑易爆及有毒介质工况时,应不小于换热管外径,这对压力不高﹑直径较小﹑管板计算厚度较薄时显然是增加了设备的成本,至于复合管板的厚度更是高于采用焊接时的要求。(5)强度胀接时管子的外径和管孔的内径之间的配合要较紧,这样管子外径尺寸的精度和管孔的精度都要提高,增加了制造难度。(6)强度胀接完全靠试胀﹑经验而成,容易使管子产生过胀,严重时只能重新制造,造成材料的损失﹑工时的浪费;而强度焊接时,有合格的焊工﹑严格的工艺规程,焊接质量易于保证,即使不合格也方便返修。此外,还规定了不能采用强度胀接的某些特定的工况。因此我们在设计﹑制造时可以尝试将壳程管板与管束的连接由传统的强度胀接改为焊接。
3、水压试验和气密性试验
一般来说在双管板换热器的压力试验中应按相应的步骤来进行。在壳程水压试验的过程中应按照设计图样规定的压力试验值来进行,可通过聚液腔的空间检查内侧壳程管板与换热管的连接质量。水压试验合格后还要按要求的压力试验值进行气密性试验并将透明的形管检验工装分别安装在聚液腔下方的个排泄孔处,同时为了保持水平液位还需要往形管内加水。出现试验气体微泄漏的情况时月形管内的水平液位会发生一定的变化。壳程氨渗漏试验的过程中可使用试纸在聚液腔的排泄孔试漏加果试纸颜色没有改变则为合格。另外在做聚液腔气密性试验的时候应按要求进行对换热管接头与管程管板的连接质量进行仔细的检查然后再对管程进行水压试验和气密性试验。
[1]王玲.双管板换热器的管板设计及制造[J].中国科技信息,2009,12:181+184.