特殊需求UOE管线管的开发及应用
2016-12-16谢仕强黄卫锋章传国徐国栋吴扣根
谢仕强,王 波,黄卫锋,郑 磊,张 备,章传国,徐国栋,吴扣根
(宝山钢铁股份有限公司,上海 201900)
特殊需求UOE管线管的开发及应用
谢仕强,王 波,黄卫锋,郑 磊,张 备,章传国,徐国栋,吴扣根
(宝山钢铁股份有限公司,上海 201900)
介绍了特殊需求UOE管线管生产线的特点,分析了近年来针对国际管线工程对管线管在可焊接性判定、强度、韧性、外观几何尺寸及检验方法等方面的一些特殊需求及发展特点,并总结了宝钢在具有特殊需求的高等级UOE管线管方面的开发进展和工程应用。指出宝钢UOE管线管生产具有从炼钢、厚板轧制到UOE制管的全流程优势,可以快速响应管线工程项目的定制化需求。
焊管;UOE;力学性能要求;超长定尺
1 宝钢UOE生产线的特点
宝钢UOE机组于2008年1月建成投产,可生产 API SPEC 5L的 A、B、X42~X100钢级、Φ508mm~Φ1 422mm、壁厚为6~40mm、长度为6 000~18 300mm的焊管,设计产能为 50×104t/a。投产以来以生产X70和X80高钢级管线管为主。宝钢UOE生产线具有以下特点[1-2]:
(1)主体设备。弯边机最大压力4 000 t,成型有效步长最大4 800mm;U成型机垂直方向最大压力2 350 t;O成型采用720 MN的成型机,具有浮动的压机梁、柱塞缸式的进给缸和回程缸等。 埋弧焊接配备5套4丝(DC+3AC)内焊设备和4套5丝(DC+4AC)外焊设备。配备2台大功率单头机械扩径机,扩径机主拉杆的最大拉力可以达到1 500 t。水压机最大压力58 MPa。
(2)全流程一贯管理体制。具有从炼铁、炼钢、厚板到制管一贯制工艺控制技术和一贯制质量管理体系,原料钢板质量得到保证。
(3)多层次无损检测设备。配置了当今先进的超声波探伤设备、X射线探伤设备和磁粉探伤设备,可对产品质量进行多层次组合式检查,可满足API、DNV和Shell DEP等标准对管线管无损检测的要求。
(4)完备的试验设备。具有完善的力学性能、金相组织和化学成分分析等各种常规试验设备,还配备了高标准的爆破实验室、HIC/SSCC实验室、DWTT实验室和CTOD实验室。
(5)四级计算机管理系统。具有基础自动化系统(L1)、过程控制计算机系统(L2)、区域管理计算机系统(L3)和企业资源管理系统(L4)等完善的四级计算机制造管理系统,可保证每根焊管在各个工序都具有准确详尽的记录和可追溯性,具备提供数据电子文档的功能。
(6)焊接试验评价系统。建立了与现场相同配置的焊接试验平台,配备5丝埋弧焊设备、环焊设备和补焊设备。可在不影响正常生产的情况下,开发和完善焊接工艺,评价焊接性能,快速实现科研成果的现场移植与转化。
(7)C-U-O-E成型和焊接过程计算机仿真技术。基于有限元分析技术建立能够指导成型和焊接试验及生产的数学模型。
2 行业发展趋势思考
根据BP世界能源统计预测[3](如图1所示),未来20年内,石油、天然气的需求仍呈上升趋势。但随着边际油气田的开采及管道途经的环境变化,管道建造难度也逐渐增加 (如图2所示),对管线管的质量性能要求日益提高。
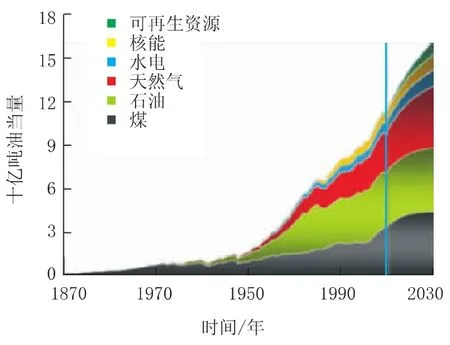
图1 BP世界能源统计预测
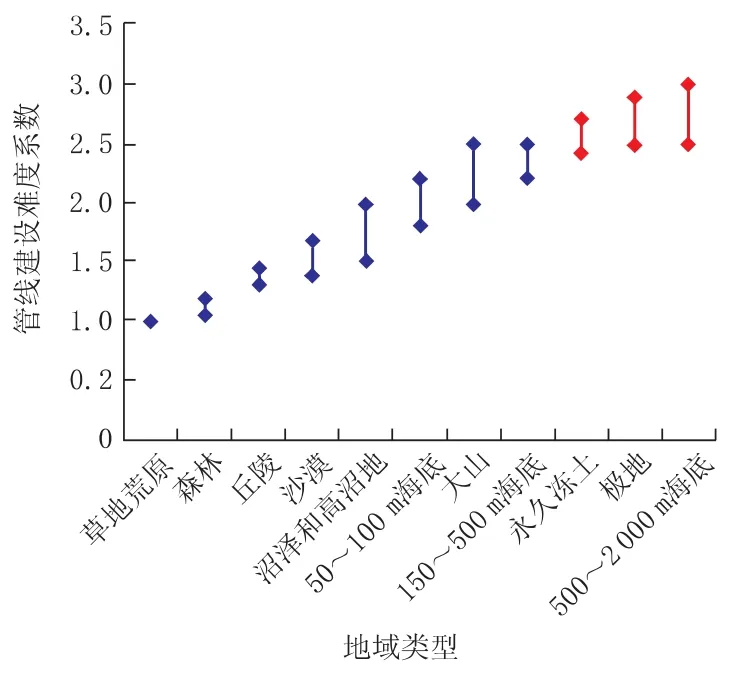
图2 管线建设难度系数
3 高性能管线钢管制造及检验发展新特点
3.1 可焊性评价的多样化及环焊评价的重要性
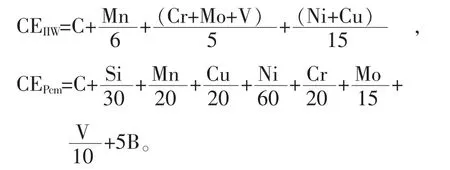
焊管可焊接性评价一般按碳当量进行衡量[4],当碳含量>0.12%时,采用CEIIW; 当碳含量≤0.12%时,采用冷裂纹系数CEPcm。
而加拿大市场准入的产品往往还需要进行WIC试验评价。WIC试验是加拿大焊接协会(The Welding Institute of Canada)开发的一种用于评价管线钢材料,抵抗焊接氢致裂纹能力的试验方法,属于刚性拘束裂纹试验。WIC试验能精确地再现出由焊道叠加导致的裂纹的起始点和焊接金属裂纹,适用于采用高强度焊条焊接的大直径、“坚硬”的管线;并且焊接热输入有严格的规定,要求必须控制在0.65~0.75 kJ/mm。WIC试验结果反映了一定条件下管线钢材料的可焊性,尤其是制管后的管线钢管现场施工的环缝焊接性,可以作为材料性能评价的指标。
最近,我国的一些大型管线工程也对大宗订单规定了严格的准入条件,即对单炉和小批量(千吨级)试制均需通过第三方焊管质量评价和环焊评价[5]。
3.2 陆地用管指标海管化
陆地管线与海底管线服役条件不同,对管线要求也不尽相同。因为陆地敷设管线工况要优于海上,普通陆地管(基于应力设计)不要求纵向性能,一般也不要求CTOD试验,热影响区冲击也不细分为FL/FL+2/FL+5位置,夏比冲击也不按壁厚区分近外表和中心位置。以上陆地管线不要求的内容,海管却作为通用要求。
近年来国际管线项目中,随着对管线安全的关注度越来越高,技术要求也趋于严格,虽然是陆地服役管线,但也要求附加海管通常的要求,如宝钢已经供货的土耳其某项目和BP某项目,虽然是陆地管线但均按壳牌DEP标准[6]附加了海管的通常要求。
某些产品指标的复验要求,以API 5L为基础标准的陆地管线也出现严格于海管标准的情况。如:FL冲击试验初验不合,海管标准(如DNV-OS-F101)[7]明确对 SYMS 450以上关注局部脆性区(Lbzs),并允许对原管复验;但以API 5L/ISO 3183为基础标准的陆地管线,按该标准是不允许对原管进行复验的。
3.3 从结果到过程的关注
一般要求产品符合客户技术要求即为合格产品,但近年国际管线客户越来越关注过程参数及过程的稳定性。其表现如下:
(1)在生产前,需要提交详细的制造工艺规范(MPS),包括连铸过热度和拉速,轧板的坯子加热温度、开轧温度、终轧温度、开冷温度、终冷温度、冷却速率及含氢量控制,详细的钢管制造工艺及检验试验程序。
(2)双倍取样。为了验证过程的稳定性,一些国际客户标准加大了力学性能试验的检验频次。一般标准要求每试验批只取一套试样,但壳牌DEP标准、土耳其某工程项目标准和BP某项目标准均要求双倍取样,从而要求过程稳定,产品性能均匀。
(3)氢致开裂试验(HIC)逐炉批进行试验。按照API 5L/ISO 3183标准,HIC试验仅仅在前三批及之后的每10批进行一次。而按照BP等国际大公司技术规范要求,需要逐炉批进行HIC试验,这也需要过程的稳定性。
(4)生产工艺评定(MPQT)要求连续合格。以欧洲某项目为例,从连铸坯开始,选2个炉批轧制的钢板要连续10张合格,每炉批连续合格的10张钢板投入制管也需要连续合格,每炉批再连续5根合格涂层管,否则NPQT重新进行。这是对过程稳定性更加严苛的要求。
(5)一些订单MPQT时加大了对焊管全长连续稳定的要求。一般要求对抽取进行MPQT的钢管,每2 m截取一个试样进行焊缝宏观金相试验。
3.4 拉伸试验时效敏感性及低屈强比
管线管的拉伸试验一般在常温下进行。但近几年来国际管线也要求对服役最高温度下的拉伸强度进行考核,如BP的某个项目运行最高温度82℃,则要求按常温拉伸试验频次进行最高服役温度下的拉伸试验。
为了关注涂层后钢管拉伸强度变化,一些国际管线用户强调涂层后钢管也需要进行拉伸试验,尽管试验结果仅供参考。但这也体现出客户对涂层后性能的关注。
为保证环焊的强度匹配,要求拉伸屈服强度波动范围在100 MPa以内。对管线管的屈强比要求低值化,如X70管线管要求屈强比在0.9以下,甚至0.88以下。这对材料的组织设计和冶金设计提出了更高要求。
在澳洲市场,HFW钢管客户倾向选择涨环试验评价拉伸屈服强度,并把此条要求作为准入的条件,在UOE管线招标中也有提及。但因为UOE管壁厚较厚,直径较大,可加工成圆棒试样。
3.5 断裂韧性高要求化
管线管韧性体现在两个方面:一方面是试验温度,另一方面为试验值。近年来国际管线设计温度越来越低,-20℃夏比冲击试验温度普遍存在,-40℃的询单也不在少数。就实际而言,如果是埋地管线,-5℃的夏比冲击试验温度就可满足管线服役条件。此外,管体止裂韧性指标的要求也越来越高,以夏比V形缺口冲击功为例,从20世纪70年代的均值100 J,发展到2000年的200 J水平,到2010年后均值达到240 J以上。
落锤撕裂试验(DWTT)也突破API 5L/ISO 3183规定的最小直径508mm的限制,表1列出了各国际管线标准对DWTT试验的直径限制,可以看出小直径钢管的DWTT需求也很明显。

表1 各国际标准对DWTT最小直径的规定
在API 5L/ISO 3183标准中,只规定了DWTT剪切面积均值达到85%以上,折算单值最小70%。而DNV-OS-F101标准中,对X65级以上耐蚀管,剪切面积可以不受均值85%的限制,可以由制造厂和业主进行协商确定。但往往在一些具体的国际耐酸管项目中,要求DWTT剪切面积单值达到85%以上。
3.6 耐蚀管的苛刻评价方法
(1)HIC试验引入UT辅助评判
HIC试验按EFC 16要求引入UT辅助评价,但评价方法可由制造厂家确认,通常有人工A法UT、相控阵法和水浸法C扫查UT(自动)。
(2)非标准尺寸试样及特殊混合气体[8]
HIC试验除了按照NACE TM 0284采用标准试样,试验溶液采用A或B溶液外,一些管线工程对试验方法具有越来越个性化的定制要求,要求模拟服役环境溶液进行HIC试验,并进行不同“a%H2S+b%CO2”不同比例的混合气体试验。
SSC试验溶液采用A或B溶液外,和HIC类似,一些管线工程也越来越个性化地要求模拟服役环境溶液,要求模拟服役环境溶液进行SSC试验。
此外,SSC试验的试样也“定制化”,如一些海外项目SSC试样没有采用115mm×15mm×5mm的常用试样,有的采用260mm×15mm×9mm的规定试样尺寸,有的采用了120mm×15mm×9mm尺寸。这就要求具备不同尺寸的非标夹具。
3.6.3 SOHIC试验
NACE TM 0284试验方法不施加应力,典型HIC裂纹与钢板表面平行;NACE TM 0177试验外加应力试样在有内部裂纹时并不一定发生断裂。与HIC及SSC评价方法不同,SOHIC是在应力作用下发生的应力导向氢致开裂,但SOHIC中裂纹方向则不同,有多种排列形式,并且裂纹在贯穿厚度方向上相互连接。目前试验标准尚不统一。
3.7 高标准几何尺寸及表面质量
(1)对管端直径趋向于内径控制。采用外径和2倍实际壁厚的差间接测量,发展到內径规直接检查,再发展到激光自动测量。
(2)椭圆度。控制最大直径和最小直径的差,要求平均0.3%D,最大0.5%D,普遍采用自动测量方式;耐腐蚀钢管一般不允许对超标椭圆度进行返修。
(3)直线度。从一般不超过全长的0.2%,发展到海管标准的不超过全长的0.15%,再发展到目前的不超过全长的0.1%。
(4)全定尺SAWL管。单根钢管长度一般为 18 288mm(60 ft)、长度偏差为 0~76.2mm(3 in)的全定尺钢管在北美和加拿大市场得到广泛的应用。
(5)局部不圆度。采用长为1/4倍直径且最长不超过200mm的模板测量,发展到采用长为1/3倍直径的模板测量,这对大直径钢管提出了更严格的要求。
(6)交互熔深指标控制变更为交互熔宽控制。
(7)焊趾过渡角度大于120°。
(8)焊缝直线度。缩径和蛇形任意300mm,不超过3mm。
(9)不允许凹坑耐腐蚀管。
(10)尖底和轧制缺陷的清除,辅助磁粉检查。
3.8 高标准NDT及焊接工艺控制
(1)管端非分层缺陷。采用斜探头进行超声波探伤(UT),检验范围目前扩展到距离管端100mm范围内。
(2)管端分层。采用直探头进行UT,检验范围目前扩展到距离管端200mm范围内。
(3)管端荧光磁粉探伤也被普遍采用。
(4)自动UT探伤设备要求在生产工艺评定(MPQT)时,连续重复校验10次,以验证设备的稳定性。
(5)焊剂在焊头温度应达到120℃以上。
(6)延迟裂纹检验。外焊后48 h对焊缝进行UT。
3.9 钢管防护要求
(1)嵌入式塑料保护帽成为新的必要的管端保护形式。
(2)钢质保护套必要时加防水蒙布为部分客户所采用。
(3)尼龙绳及胶垫。在3PE涂层钢管海运中对涂层的损伤防护措施已引起关注。
(4)焊缝朝向12点。从制造厂成品出库到DDP(delivered duty paid)交付,埋弧焊管焊缝朝向12点的国际惯例规定需要遵守。
(5)油漆等钢管防护产品需要提交材料安全评估报告。如管端防绣漆应确保无毒无害,并提交安全说明书 MSDS(material safety data sheet)。
(6)辐射强度。有客户提出检测钢管产品辐射强度的要求,辐射强度低于100 nGy/h。
(7)剩磁。要求钢管剩磁平均在15 Gs,DDP交付时运输要考虑避雷措施。
4 特殊要求UOE管线管开发与应用业绩
宝钢自2008年以来,为西气东输二线等工程供应 Φ1 219mm×(18.4~33.8)mm X80M 管线管340 000 t[9-10],为澳大利亚QCLNG工程供应Φ1067mm×(14.1~23.8)mm X70M 管线管 220 000 t,在高钢级管线管国内外市场取得了一定应用业绩。近年来,宝钢在厚壁海管、特大直径高强高韧性陆管、全定尺管、X65MS附带UT评价的耐蚀管等具有特殊需求的管线管方面的开发也取得了显著进展,并实现大批量工程应用。
4.1 厚壁海管的开发和应用
宝钢针对中国南海深水天然气管线开发了厚壁海底UOE管线钢管(见表2),该管线为中国首条深水、高压海底管线,也是迄今为止国内水深最深、壁厚最大、输送压力最高(达到24 MPa)的海底管线。其中,包含了项目中难度最大的1 000 t X70钢级Φ762mm×31.8mm海底管线管[11]。

表2 宝钢南海深水天然气项目UOE供货业绩
该管线除了DNV-OS-101常规要求外,还包括断裂控制(F)和高精度尺寸要求(D)。要求全尺寸落锤试验(DWTT),管端椭圆度(OOR)必须达到3.5mm以下,-10℃全尺寸裂纹尖端张开位移(CTOD)不小于0.2mm(见表3),这对大壁厚管线管制造是一项极大挑战。宝钢通过冶炼、厚板轧制到UOE制管全流程一贯制控制,先后完成单炉试制,小批量、分阶段的千吨级、两千吨级等各阶段试制后到批量生产,产品稳定性和合格率稳步提升,开发的产品具有性能优良、焊接性好、椭圆度等尺寸控制精度高的特点(见表4~表6及图3~图5),满足该海底管道项目的各项技术要求,实现批量工程应用,解决了我国海底管道长距离高压输送用特厚壁、高强度UOE管线钢管国产化问题,满足了我国海洋能源开发需求。

表3 南海深水天然气项目钢管主要技术指标

表4 宝钢UOE焊管化学成分 %
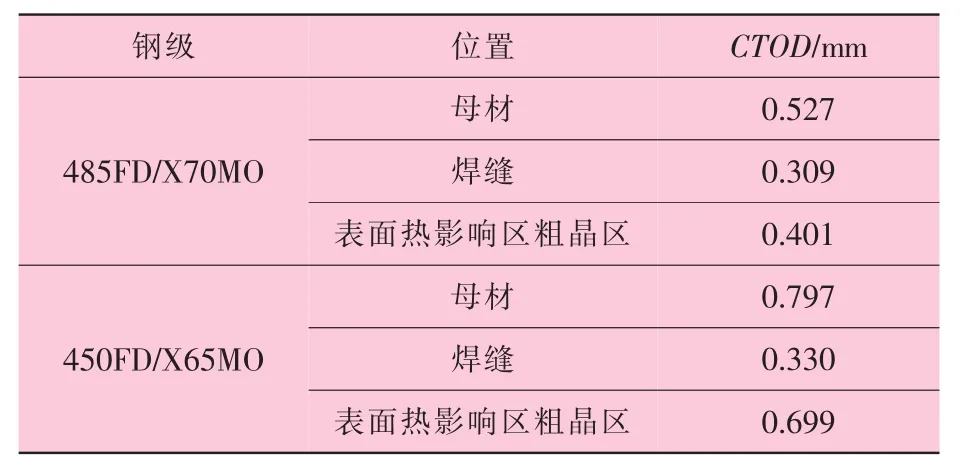
表5 宝钢UOE焊管0℃时CTOD性能

表6 宝钢UOE焊管0℃时DWTT性能
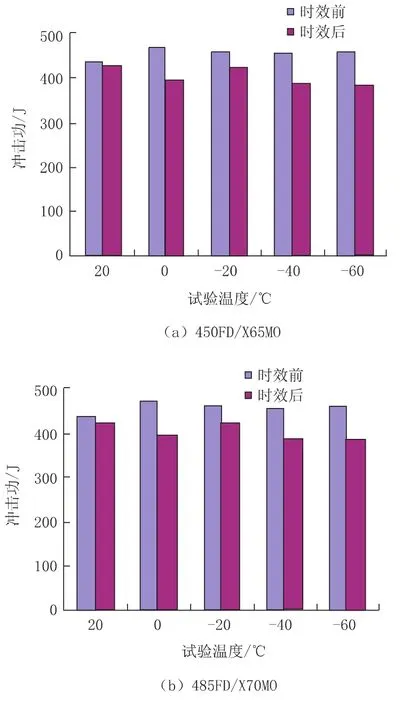
图3 -20℃时钢管母材夏比冲击功
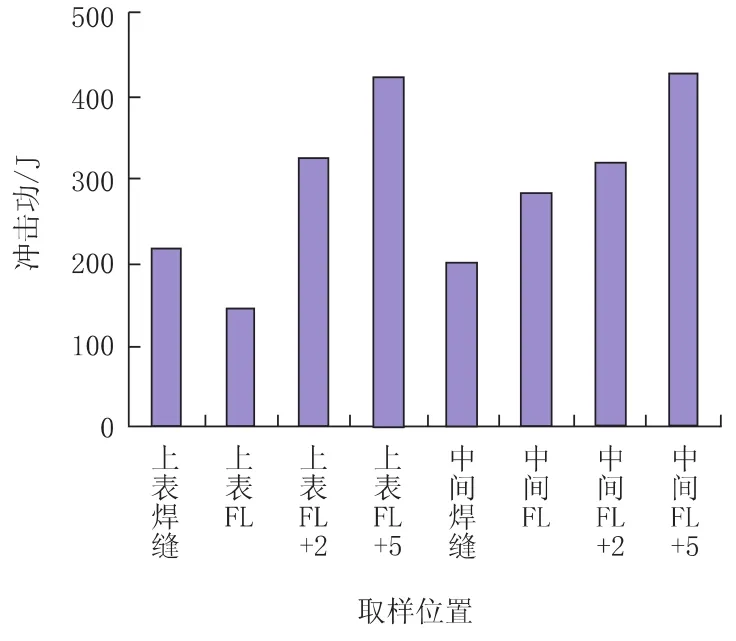
图4 -20℃时钢管焊接接头夏比冲击功
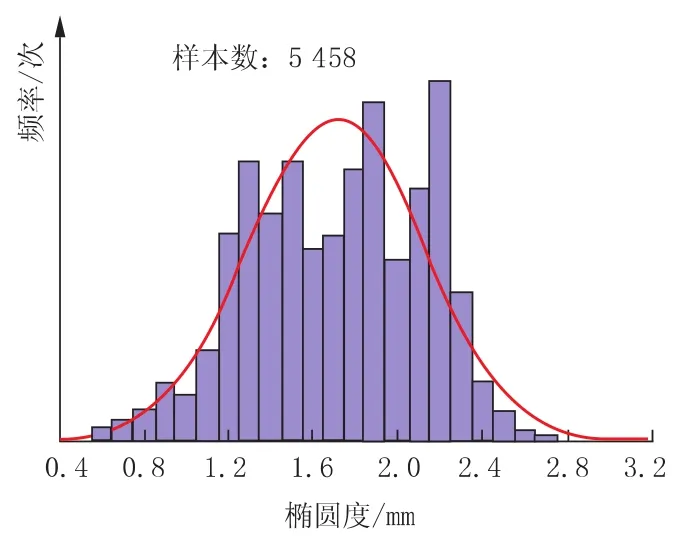
图5 管端椭圆度分布
4.2 大直径X70M钢管的开发
2014年,宝钢中标某国际重大管线工程,该管线横跨欧亚,主干线选用Φ1 422.4mm×(19.45~31.97)mm X70M钢管。该项目总计1 854 km,约127万t,宝钢中标399 km,约27万t。其中Φ1 422.4mm规格约19万t。具体规格见表7,钢管关键技术指标见表8。

表7 Φ1 422.4mm X70M大直径管线管规格明细

表8 Φ1 422.4mm X70M大直径钢管关键技术指标(陆地管线)
针对该项目宝钢开发并批量生产的大直径Φ1 422.2mm X70M管线管的典型成分见表9,部分批量产品性能统计如图6~图9所示。由图6~图9可知,新开发的焊管可很好地满足项目要求。

表9 Φ1 422.2mm规格X70M管线管化学成分 %
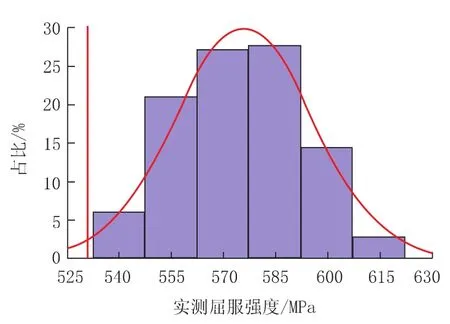
图6 批量产品屈服强度统计结果

图7 母材平均冲击功统计结果
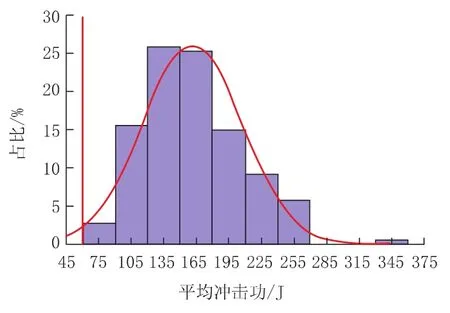
图8 FL平均冲击功统计结果
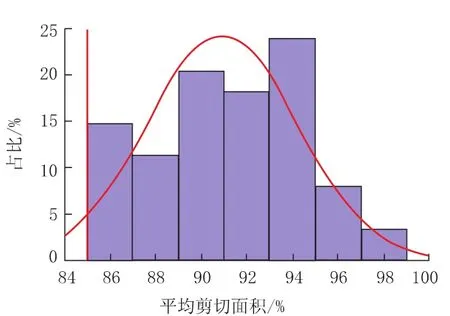
图9 DWTT分布示意图
4.3 超长全定尺钢管的开发
在北美及加拿大市场,为降低工程施工成本,提高施工效率,需减少现场环焊数量,从而提出了18 300mm(60 ft)定尺钢管需求,要求长度公差为0~76.2mm(3 in)。为此,宝钢特地开发了 Φ711.2mm×19.05mm×18 300mm X65超长全尺寸管线管,并进行了批量生产。该管线管很好地满足了用户需求,并从2014年开始应用北美管线工程。
4.4 X65MS耐酸性管线管的开发
2015年国际大型石油公司在阿曼的一个项目需要2.68万 t X65MS级 Φ914.4mm×19.8mm酸性环境用管线管。HIC试验需按NACE TM 0284标准在A溶液浸泡96 h后满足CSR≤1%、CLR≤10%、CTR≤2%的要求,且试样在浸泡后还需要进行UT探伤,确定是否有HIC裂纹。宝钢针对该项目开发了酸性环境用抗HIC的X65MS管线管,并批量生产。对HIC试验逐炉批进行检验,其他力学性能要求双倍取样且要求对焊接接头的FL、FL+2及FL+5位置的夏比V形缺口冲击功进行试验,试验温度-20℃和-7℃的DWTT要求剪切面积单值≥85%,产品合格率100%,很好地满足了要求。
5 结 语
宝钢UOE管线管生产具有从炼钢、厚板轧制到UOE制管的全流程优势,可以快速响应管线工程的项目需求。针对近年来高性能管线管发展特点和用户的特殊需求,加强产品的技术创新,要严格过程控制,满足用户需求。先后开发了厚壁海底管线管、酸性环境用抗HIC管线管、1 422mm大直径管线管和全定尺超长管线管,并实现了国内外重大管线工程的批量应用。
[1]黄卫锋,李建新,姚士杰.宝钢UOE大径直缝埋弧焊管机组的技术特点与优势[J].宝钢技术,2008(5):11-14.
[2]XIE S Q,GUI G Z,ZHENG L.Development and application of Baosteel X80 large diameter UOE longitudinal submerged arc welded pipes[J].Baosteel Technical Resesearch,2010,4(3):3-14.
[3]DUDLEY B.Energy Outlook 2030-BP Global[R].London:[s.n.],2011.
[4]ANSI/API SPEC 5L 2007,Specification for Line Pipe[S].
[5]QSY GJX 149—2015,CNPC Specification for Line Pipe[S].
[6]DEP 31.40.20.37—2013,Line Pipe for Critical Service[S].
[7]DNV OS-F101—2012,DET NORSKE VERITAS[S].
[8]章传国,杨建强,郑磊,等.特殊加载条件下X65管线管焊缝 SSCC 的试验[J].钢铁,2014,49(3):59-62.
[9]谢仕强,桂光正,郑磊,等.X80钢级大直径UOE直缝埋弧焊管的开发及应用[J].钢管,2011,40(4):29-36.
[10]ZHANG C G,ZHENG L,XIE S Q,et al.Recent developments of large diameter X80 UOE line pipes[J].Baosteel Technical Research,2014,8(1):46-54.
[11]XIE S Q,HUANG W F,ZHANG B,et al.Research and development of deepwater SAWL X70 of heavy wall thickness and offshore linepipe of Baosteel UOE large diameter[J].Baosteel Technical Research,2013,7 (2):49-59.
Development and Application of UOE Line Pipe for Special Requirements
XIE Shiqiang,WANG Bo,HUANG Weifeng,ZHENG Lei,ZHANG Bei,ZHANG Chuanguo,XU Guodong,WU Kougen
(Baoshan Iron&Steel Co.,Ltd.,Shanghai 201900,China)
In this article,it introduced the characteristics of Baosteel UOE line pipe production line,analyzed some special requirements and development characteristics of line pipe in some international pipeline engineering,including weldability determination,strength,toughness,geometry size,appearance inspection methods etc.The development progress and application of the UOE line pipe for special requirements at Baosteel were also summarized.Finally,it pointed that UOE line pipe production possesses the whole flow advantage from steel-making,heavy plate rolling to UOE pipe manufacturing,which can quickly response to the pipeline engineering project customization requirements.
welded pipe;UOE;mechanical performance requiremetns;overlength sizing
TF76 文献标志码:B DOI:10.19291/j.cnki.1001-3938.2016.04.007
谢仕强(1973—),男,焊管产品设计技术首席工程师,高级工程师,长期从事直缝埋弧焊管产品技术开发工作。
2016-03-01
汪翰云
