利用工艺尺寸链确定工序余量
2016-12-15杜可可
杜可可,李 鑫
(河南工程学院机械工程学院,河南 郑州 451191)
利用工艺尺寸链确定工序余量
杜可可,李 鑫
(河南工程学院机械工程学院,河南 郑州 451191)
根据工艺尺寸链的基本特性,利用工艺尺寸链,在生产过程中合理确定工序余量、工序尺寸及公差等,对生产实际具有一定的指导意义。
尺寸链;工序余量;工序尺寸;公差
1 工艺尺寸链及其基本特性
工艺尺寸链是利用工艺过程中相互关联的尺寸相互连接形成的封闭尺寸链图,如图1所示。
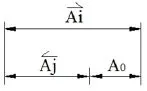
图1 工艺尺寸链图
尺寸链中凡属间接得到的尺寸称为封闭环;凡属通过直接加工得到的尺寸称为组成环。而组成环中,按其增大或减小对封闭环尺寸变化影响不同,如组成环尺寸增大封闭环尺寸亦增大的组成环,称为增环;如组成环尺寸增大封闭环尺寸反而减小的组成环,则称为减环。封闭环的基本尺寸一般用A0表示,一个工艺尺寸链中只允许有一个封闭环;若干个增环、减环的基本尺寸分别用、表示。根据工艺尺寸链中封闭环、增环和减环是相互关联的尺寸、且尺寸链图封闭的基本特性,在生产实际中,利用工艺尺寸链可解决工艺生产过程合理确定工序余量、工序尺寸及公差典型问题。
2 利用工艺尺寸链合理确定工序余量
2.1 工序余量、工序尺寸及公差之间的关系

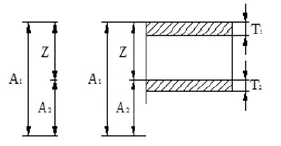
图2 确定工序余量工艺尺寸链
由上面两式表明,工序余量的基本值影响工序尺寸的基本尺寸,工序尺寸的公差影响工序余量的变化。在生产过程中,需要合理确定工序余量,还要严格控制上工序和本工序的工序尺寸及公差。一旦某工序尺寸公差超差,不能满足公式(2)要求,就会出现工序余量不足情况,从而不能满足加工精度要求。
2.2 利用工艺尺寸链合理确定工序余量
(1)当加工过程分为粗、精两个环节进行,粗基准经过加工变为了精基准使用,则应严格控制粗加工工序尺寸及公差,给精加工留出足够的加工余量以保证加工精度。
案例:如图3所示,加工短轴零件,三个工序分别为:①粗车小端外圆、台肩及端面;②粗、精车大端外圆及端面;③精车小端外圆、台肩及端面。
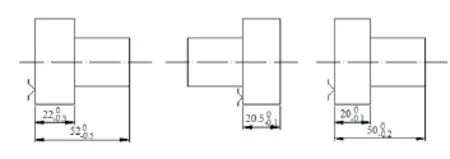
图3 短轴零件工序
按照三个工序工序图中标注的工序尺寸及公差,校核工序3(精车小端面)的余量是否合适?若余量不够应如何改进?
解:①按工艺过程画出组成精车小端面余量 的尺寸链(如图4所示)。
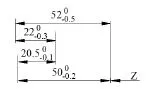
图4 尺寸链图

最小余量出现负值,说明精车小端面可能出现余量不足情况,需要对粗加工工序尺寸及公差进行调整。

(2)当采用自为基准加工方法加工时,例如滚压加工、浮动镗削加工、精细磨削加工等,工序余量则为直接控制加工尺寸,构建工艺尺寸链时应将工序余量作为组成环,最终获得尺寸作为封闭环。
案例:如图5所示为采用火花磨削加工齿轮轴端面保
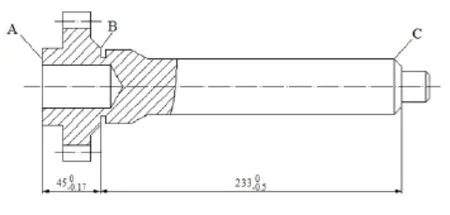
图5 磨削齿轮轴端面工序简
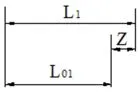
图6 工艺尺寸链
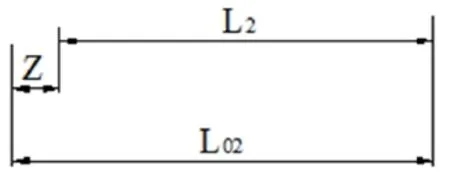
图7 工艺尺寸链
3 结束语
工艺尺寸链在生产实际中得到广泛应用。合理确定工序余量时有几种情况:当工序尺寸为直接加工尺寸时,工序余量作为封闭环构建工艺尺寸链;当工序余量为直接控制尺寸时,工序余量作为组成环构建工艺尺寸链;当加工过程分为粗、精两个环节进行时,若要保证精加工余量充足,则应严格控制粗加工工序尺寸及公差。
S219.06
A
2096-2789(2016)11-0089-02
杜可可(1961-),女,河南郑州人,教授,研究方向:机械设计及制造。
