新型异形钢板切割件毛刺自动打磨机的设计
2016-12-13韦林贺晓华
韦林,贺晓华
(柳州职业技术学院,广西柳州545006)
新型异形钢板切割件毛刺自动打磨机的设计
韦林,贺晓华
(柳州职业技术学院,广西柳州545006)
钢板切割件的毛刺打磨是一个现实的生产难题,设计一种自动打磨装置对解决这个难题有重要意义。通过研究自动打磨过程的关键要素,确定了自动打磨装置的技术路线。综合运用机电CAD/CAE技术,实现了自动打磨机的机械建模、强度分析和运动控制,为物理样机试制奠定了基础。
毛刺打磨;机械建模;运动控制
钢板切割件用途广泛,需求量大。但是目前钢板切割件基本都是采取人工的方式去除毛刺,存在着劳动强度大,人工成本高,打磨效率低下,打磨质量不稳定等种种弊端。现有的打磨机械由于适用性不广,无法自动打磨异形钢板切割件,钢板切割件毛刺去除成为一个机械加工企业的生产难题,严重制约生产的发展。针对这一现状,有必要研制一种自动打磨装置,通过对其中的关键技术进行研究,充分运用机电一体化技术,自动确定磨削要素,自动跟踪磨削轨迹,自动修整磨具,实现钢板切割件毛刺的自动打磨,从而促进企业生产效率提高和经济效益的增长。
1 自动打磨机功能概述
分析异型钢板毛刺去除过程可知,自动打磨异型钢板切割件毛刺的过程主要包括两种基本运动,其一是自动寻边运动,也就是能自动依循异型钢板的轮廓行进,保证打磨砂轮与钢板轮廓的可靠接触;其二是打磨运动,能确保打磨砂轮以适当的力度进行打磨。
采用接触力反馈的方式可以较为方便的同时实现这两种运动。接触力反馈控制指的是通过检测砂轮与钢板轮廓之间的接触力,对打磨机的运动轨迹进行控制,从而达到自动打磨的目的。采用接触力反馈控制可以简化打磨机的机械结构,提高打磨机的可靠性。
2 自动打磨机的机械设计
2.1自动打磨机的结构组成
打磨机的工作主要需要寻边行走和打磨这两种运动,因此打磨机的结构应能确保这两种运动的可靠实现。打磨运动是单一的旋转运动,驱动砂轮以一定速度旋转即可。自动寻边行走是实现自动打磨的关键运动,运动轨迹需要根据钢板轮廓的变化而变化,采用四轮行走机构实现。因此,整个自动打磨机可以看成是一个四轮小车,在小车上安装用于打磨的砂轮机构。为了平衡磨削力对行走的影响,需要给小车提供足够的摩擦力。由于不考虑增加打磨机质量的方式来增加摩擦力,因此可采用磁吸力来增加正压力,从而增加行走摩擦力。采用磁吸力的另一好处是可以方便地调整正压力的大小,从而适应不同的打磨工况。
2.2自动打磨机的整体模型
自动打磨机主要由两部分组成,采用NX10进行三维建模。NX10是UG软件的最新版,具有较为强大的参数化建模功能,有利于实现从概念设计到产品设计的全过程,除了较为强大的CAD功能之外,NX10还具有满足设计所需的CAE功能,能无缝实现CAD /CAE一体化优化设计,已得到越来越多的应用。
自动打磨机如图1所示。打磨机机座位于钢板之上,通过四个小轮可在钢板上自由移动。基座上安装有打磨砂轮支架,打磨砂轮支架为一悬臂结构。其上浮动安装有砂轮驱动轴。砂轮驱动轴由弹簧预定位,无外力时砂轮驱动轴与砂轮支架之间无位移。打磨时在磨削力的作用下,砂轮驱动轴发生位移,通过位置传感器检测砂轮驱动轴的位置,可判断打磨机机座的行走轨迹是否合适。所有建模均采用参数化设计,有利于实现CAE之后的快速优化。

图1 打磨机三维模型
2.3自动打磨机磨削抗力的实现
由自动打磨机的机械结构可知,打磨机工作时的磨削力经砂轮传递到砂轮支架,最终与行走小车与钢板之间产生的摩擦力平衡。磨削力的大小可由小车与钢板轮廓边缘的距离进行调节以保持在正常工作范围内,行走小车与钢板之间产生的摩擦力通过小车对钢板的正压力获得。由于小车的自重不足以提供足够的正压力,因此采用磁吸力来获得额外的正压力。磁吸力可由永久磁铁或电磁线圈产生,当采用永久磁铁来产生磁吸力时,其结构类似磁力表座,通过改变永久磁铁的位置来加载或卸载磁吸力;当采用电磁线圈来产生磁吸力时,则可方便的通过调节电流大小来改变磁吸力的大小。
2.4自动打磨机的行走机构
自动打磨机的行走机构如图2、图3所示,由四个独立行走小轮组成。四个小轮呈菱形布置,其中位于纵向轴线的两个小轮称为前轮和后轮(图3位于左上角位置的轮为前轮,位于右下角位置的轮为后轮),为非驱动轮。位于横向轴线上的两个小轮称为左轮和右轮,为独立驱动轮。左轮和右轮通过两个独立的电机进行驱动,由电机速度的变化来实现行进轨迹的控制。

图2 行走机构主视图
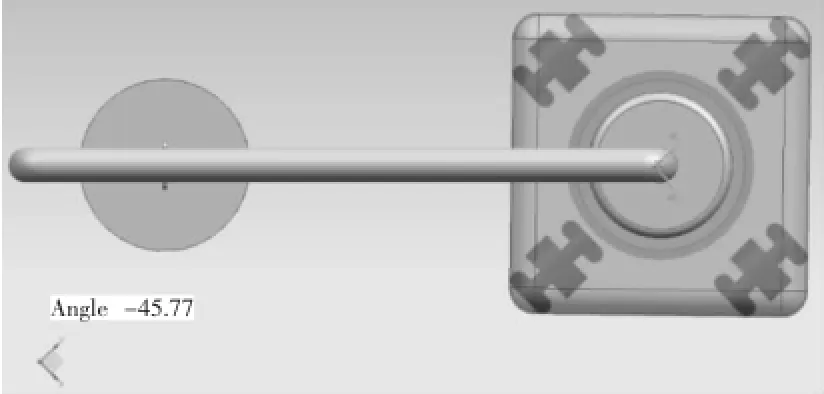
图3 行走机构俯视图
2.5自动打磨机的CAE分析
自动打磨机的砂轮支架是打磨机的关键受力部件,有必要对其进行结构强度分析。在NX 10中进行CAE结构强度分析主要包括部件材料设置,网格划分,约束与载荷加载等前期工作,提交计算后,可以方便的在后处理中看到计算的结果。图4、图5是砂轮支架的受力应力云图及位移云图,从图中可以知道,砂轮支架变形在合理范围之内,不会影响打磨机的正常工作。

图4 砂轮支架CAE应力云图
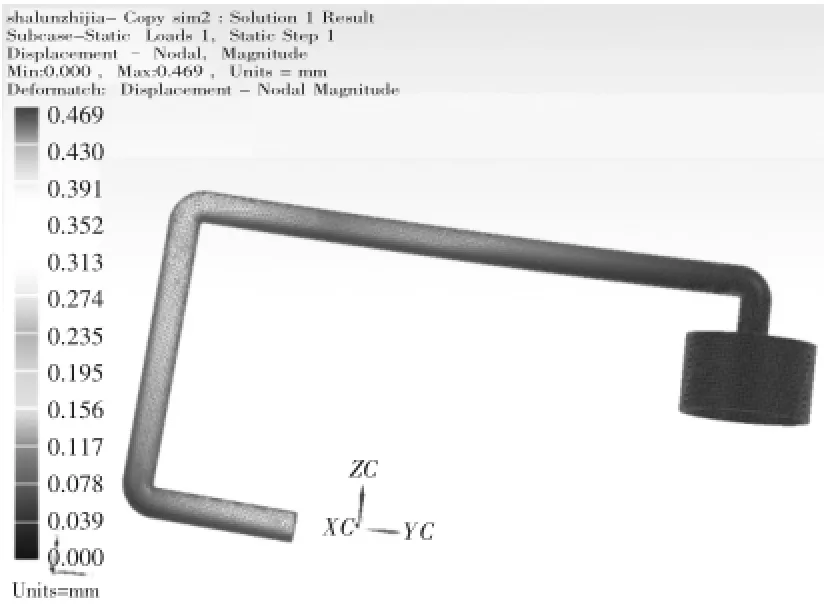
图5 砂轮支架CAE位移云图
3 自动打磨机的运动控制设计
3.1自动打磨机的运动控制策略
自动打磨机的行走轨迹控制是实现自动打磨的关键所在。由于前后轮是非驱动轮,因此,打磨机的行走轨迹主要由左右轮来控制。不同的运动控制策略会导致不同的打磨效果。设基本打磨行进速度为v,左轮速度为vz,右轮速度为vy,几种可能的控制策略如下:
(1)vz=vy=v打磨直线轮廓,打磨机按照行进速度v进行打磨;
(2)vz>vy>v打磨机向右转向,转向圆弧大小由vz、vy速度大小决定,用于较平缓的轮廓变化;
(3)vy>vz>v打磨机向左转向,转向圆弧大小由vz、vy速度大小决定,用于较平缓的轮廓变化;
(4)vz=v,vy=0打磨机向右转向,转向圆弧大小由左右轮距决定;
(5)vy=v,vz=0打磨机向左转向,转向圆弧大小由左右轮距决定;
(6)vz=v,vy<0打磨机向右转向,转向圆弧大小由vz、vy速度大小决定,用于较急剧的轮廓变化;
(7)vy=v,vz<0打磨机向左转向,转向圆弧大小由vz、vy速度大小决定,用于较急剧的轮廓变化。
左右轮的速度根据对砂轮驱动轴位置的检测信号来控制。当左右位置检测信号均无时,说明砂轮位置居中,打磨机保持直线行进,采用控制策略(1);当砂轮位置右信号输出时,说明砂轮与钢板之间正压力偏小,打磨机应右转,采用控制策略(2);当砂轮位置左信号输出时,说明砂轮与钢板之间正压力偏大,打磨机应左转;采用控制策略(3);在设定的t1时间内,控制策略(2)或控制策略(3)未改变砂轮位置信号,则启用对应的控制策略(4)或控制策略(5);在设定的t2时间内,控制策略(4)或控制策略(5)未改变砂轮位置信号,则启用对应的控制策略(6)或控制策略(7),直至砂轮位置信号均无输出。在设定的t3时间内,控制策略(6)或控制策略(7)未改变砂轮位置信号,则启动报警,需要人工干预自动寻边状态。
3.2自动打磨机的运动控制实现
左右轮由独立电机驱动,控制器通过检测砂轮位置信号,按照控制策略对左右电机进行速度和转向的控制,应用Lab VIEW软件可以方便的实现对左右轮的控制,部分控制框图如图6(a)、图6(b)、图6(c)、图6(d)所示。
(续下图)
(续下图)

图6 打磨机运动控制框图
4 结束语
通过对钢板毛刺去除过程的分析,建立了自动打磨机概念模型,在这个基础上运用CAD/CAE软件建立了自动打磨机的机械模型并对关键部件进行了强度分析。运用LabVIEW软件建立了自动打磨机的运动控制系统,实现了自动打磨机的自动寻边工作。该数字样机的建立为下一步进行物理样机的试制奠定了基础。
[1]梁健,曹雁.毛刺打磨机方案说明[J].科技传播,2003,(11上):172,176.
[2]张新众.钢轨轨墙自动打磨机的结构设计与优化[D].沈阳:东北大学,2012.
Design of A New Type Automatic Polishing Machine for Cutting Pieces of Profiled Steel Plate
WEI Lin,HE Xiao-hua
(Liuzhou Vocational&Technical College,Liuzhou Guangxi 545006,China)
The burr polishing of steel-plate cutting piece tends to be a practical development problem.Thus,it appears to be significantly meaningful to design a kind of automatic-polish device to solve the problem.By studying the pivotal elements of the automatic-polishing process,the technology roadmap of automatic-polish device was formulated.Employing the electromechanical technology CAD/CAE comprehensively,the mechanical modeling,strength analysis and motion control have been achieved,which has laid the foundation for the triadproduction of the physical prototype.
burr polishing;mechanical modeling;motion control
TG74
A
1672-545X(2016)09-0063-03
2016-06-24
2014年度广西高等学校科研项目(编号LX2014543);获广西高等学校优秀中青年骨干教师培养工程项目资助。
韦林(1973-),女,广西柳江人,硕士,副教授,研究方向为机械设计、设备管理;贺晓华(1972-),男,湖南衡南人,硕士,副教授,研究方向为机电技术。