一种应用于焊接监控系统的多曝光图像融合
2016-12-07郭珍珍卢振洋
郭珍珍,卢振洋,刘 嘉,陈 雨
(北京工业大学机械工程与应用电子技术学院,北京100124)
一种应用于焊接监控系统的多曝光图像融合
郭珍珍,卢振洋,刘 嘉,陈 雨
(北京工业大学机械工程与应用电子技术学院,北京100124)
在明弧焊接中,由于弧光的强烈干扰,焊接现场动态范围很大,传统的监控系统难以实现超大动态范围的监控。提出一种基于图像阈值分割的多曝光图像融合算法,对多曝光图像进行融合处理,获得了电弧区域和焊接背景都清晰的融合图像。实验结果表明,该算法能够很好的保留源图像的有用信息,是一种有效的图像融合算法,符合焊接监控系统要求。
焊接监控;多曝光图像;图像融合;阈值分割
0 前言
焊接监控是保证焊接质量的重要手段。由于焊接过程中存在着强烈的电弧干扰,电弧区域和焊接背景区域的明暗反差很大,动态范围超过了120 dB,而传统相机一次曝光只能获取约60 dB的动态范围,因此无论怎样调节曝光参数都会出现过曝光或欠曝光的现象,造成图像细节丢失。
为了获得细节丰富的焊接过程图像,国内外学者从两个方面来提高图像的质量:①减小焊接环境的动态范围。如使用激光照射[1]、窄带滤波以及在基值电流过程中采集图形[2-4]等方法。激光照射法价格昂贵且设备复杂,一般只适用于实验室环境。窄带滤波法会过滤掉色彩的信息,由于不同类型的焊接现场光谱分布不同,因此在挑选滤波片时比较复杂。基值电流采图法只能在变化电流的焊接中获得好的效果。②提高相机的动态范围。如选用高动态相机[5]、使用多曝光图像融合[6]。高动态相机价格较贵,现阶段无法广泛应用。多曝光图像融合主要有两种方法:色调映射的方法、通过不同策略对多曝光图像进行融合[7-8]。两种方法的共同点都是采用同一场景曝光量不同图像作为数据输入源。色调映射算法复杂度高,容易出现光晕现象,扩大噪声。借助于融合策略生成HDR图像的方法,其算法较为简单,主要是通过一些融合算子如金字塔、高斯函数等,融合效果主要取决于融合策略。相对于色调映射法,该方法成像自然,对源图像的保真程度比较高,因此应用广泛。但是该方法大多都是基于像素灰度值的计算,得到的融合图像在一定程度上模糊了源图像的有用信息,且处理时间比较长,无法满足实时性的要求。针对焊接过程图像中焊接电弧、熔池、焊缝以及周边环境信息非常集中的特点,本研究提出了一种基于新策略的融合方法——基于图像阈值分割的多曝光图像融合算法。实验结果表明,该算法保留了多幅源图像的有用信息,有较好的融合效果,且融合速度快,满足焊接监控的要求。
1 基于阈值分割的图像融合方法
图像阈值分割是一种广泛应用的分割技术,利用图像中要提取的目标区域与其背景在灰度特性上的差异,把图像看作具有不同灰度级的两类区域的组合,选取一个比较合理的阈值,以确定图像中每个像素点应该属于目标区域还是背景区域[9]。
由于焊接现场监控的信息(焊接电弧、熔池、焊缝、焊接周边环境)集中,能够获取较为精准的分割目标图像和背景图像的阈值,基于这种特殊性,本研究提出一种基于阈值分割的图像融合算法,融合过程如图1所示。
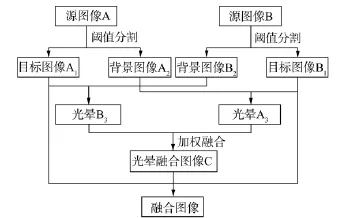
图1 融合算法流程
具体流程如下:
(1)分别计算两幅待融合图像的阈值。计算阈值的方法是迭代法,迭代法是基于逼近的思想,迭代阈值的获取步骤可归纳如下[9]:
a.选取一个初始阈值T,通常选择整幅图像的平均灰度值作为初始阈值。j为迭代次数,初始时j=0。
b.用T分割图像,将图像分为两个区域G1和G2。
c.分别计算区域G1和G2中像素的平均灰度值m1和m2。
d.计算一个新的阈值

e.令j=j+1,重复步骤2到步骤4,直到T(j+1)-T(j)<0.5。
(2)根据计算所得的阈值对两幅图像进行分割,得到目标图像和背景图像。
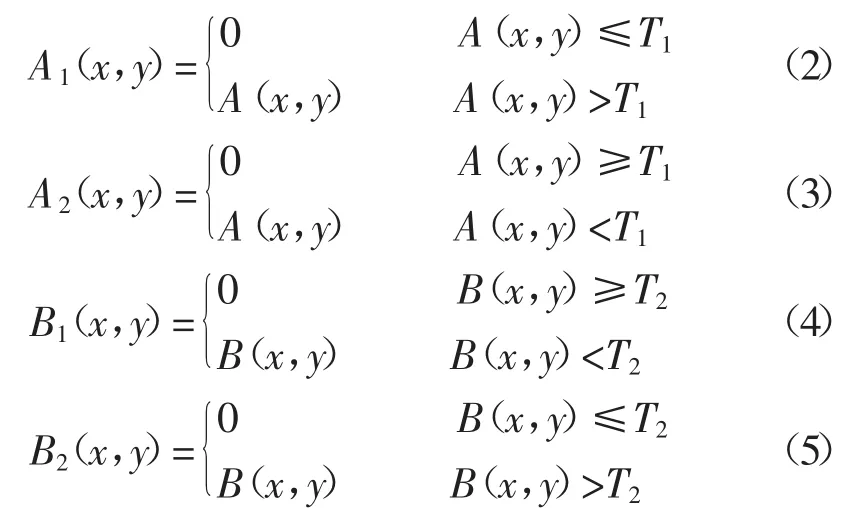
对源图像进行阈值分割是本研究的重点。假设图像A、B是来自于焊接现场同一时刻两张曝光量不同的照片,图像A是曝光量小时获得的图像,图像B是曝光量大时获得的图像。A(x,y)、B(x,y)分别表示图像A、B在坐标(x,y)处的像素值。对于图像A,目标图像为焊接电弧,用A1(x,y)来表示;背景图像为焊接熔池、焊缝及周边环境,用A2(x,y)来表示。对于图像B,目标图像为焊接熔池、焊缝及周边环境,用B1(x,y)来表示;背景图像为焊接电弧,用B2(x,y)来表示。假设式(1)计算出图像A、B阈值分别为T1、T2,对图像进行分割如下
(3)根据目标图像和背景图像分别得到两幅源图像的光晕部分。
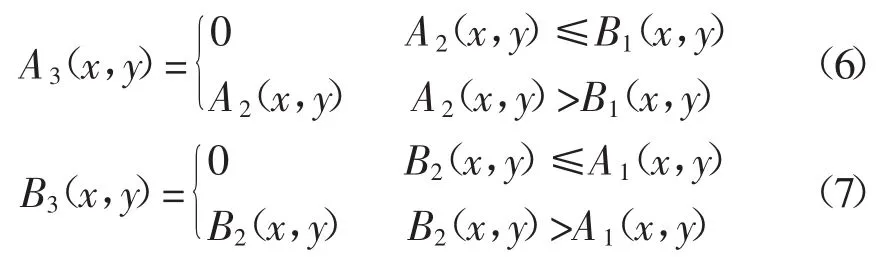
当曝光量较大时,由于电弧属于强光源,会导致采集到图像中的电弧大于实际电弧,即出现光晕。为满足融合图像的真实性,需要分别计算出源图像A、B的光晕部分,分别用A3(x,y)和B3(x,y)表示
(4)用加权平均融合算法对所得到的光晕图像进行融合。
假设得到的光晕融合图像为C,用C(x,y)来表示

(5)用图像累加法对目标图像和光晕融合图像
进行融合,得到最终的融合图像。
假设得到的最终融合图像为F,用F(x,y)表示

2 实验结果及分析
为了验证算法的性能,利用Matlab 15.0平台对两幅源图像A、B进行融合实验。图2和图3分别为焊接现场采集的两幅图像,焊接方法为TIG焊接。图2为曝光值较小的图像,在图2中可以清楚地看到焊接电弧的形态。图3为曝光量较大的图像,在图3中可以清楚的看到焊枪和焊接板材即焊接背景。为了验证算法的有效性,选取当前两种经典的多曝光图像融合算法——加权平均和小波变换进行对比实验。图4为加权平均融合的结果,图5为小波分解后低频取平均,高频绝对值选大的融合结果,图6为本研究算法的结果。

图2 曝光量小图像

图3 曝光量大图像
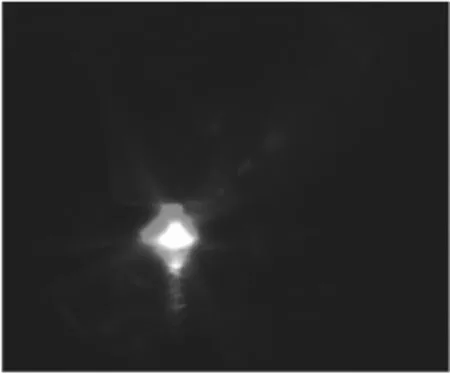
图4 加权平均融合图像

图5 小波分解融合图像
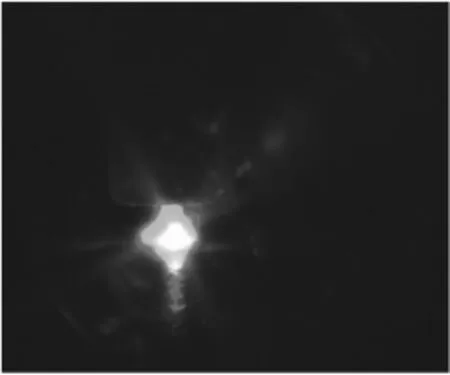
图6 本研究算法融合图像
分别从定性分析和定量分析两个方面对本研究算法和加权平均及小波变换融合结果进行比较。从定性分析上看,加权平均融合和小波分解融合算法的结果相比源图像信息更加丰富,图像也更加清晰,但都在一定程度上模糊了源图像中清晰的部分。相对于经典算法,本研究算法融合效果明显改善,保留了源图像中清晰的部分,提高了整幅图像的清晰度。
从定量分析上看,以均方差和信息熵[10]作为评价指标,对实验结果进行评价。均方差和信息熵分别表示为
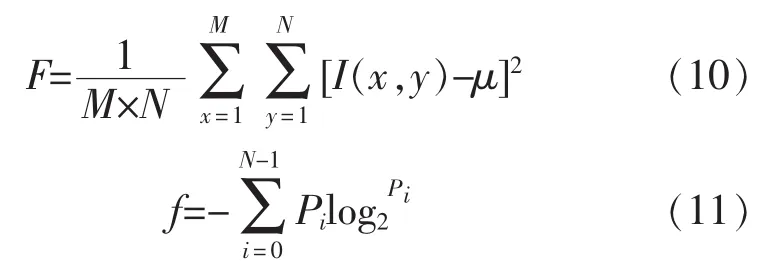
式中μ为图像像素灰度值的平均值;I(x,y)为图像在点(x,y)处的像素灰度值;M×N为图像大小;Pi
为图像像素灰度值等于i时,该像素在本图像中出现的频率;N为灰度等级,取N=256。均方差表示了灰度变化的大小,均方差越大,灰度变化就越多,图像就越清晰;信息熵描述一副图像所含信息量的大小,信息熵越大,图像越清晰。三种融合算法评判结果值以及融合所需时间如表1所示。
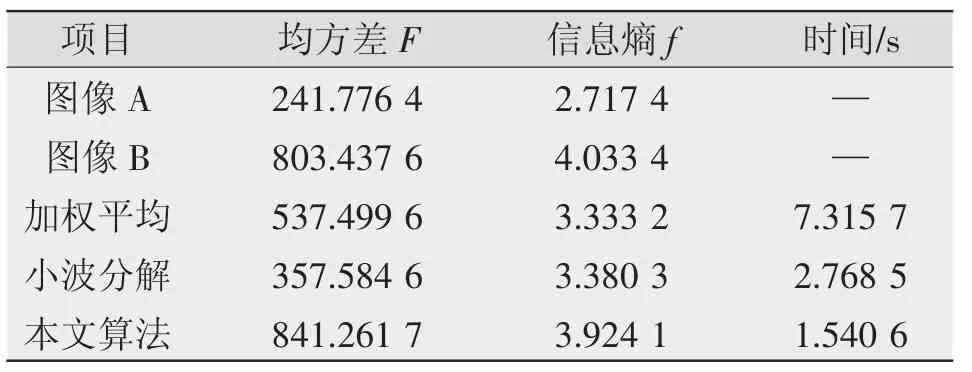
表1 融合效果客观评价指标
从评判结果数值上可以看出,本研究提出的基于阈值分割的图像融合算法,其融合图像的均方差和信息高于加权平均融合算法、小波分解算法,说明本研究算法的融合结果图像更清晰,包含的信息量更大,是一种有效的图像融合算法。从融合所需时间来看,本研究算法所用时间小于经典融合算法,更能满足实时监控的目的。
3 结论
根据焊接现场的特殊性和焊接监控的需求,提出了一种基于阈值分割的图像融合算法,该算法把源图像中有用信息部分直接用作最终融合图像的一部分,并利用加权平均方法对光晕部分进行融合,提高了图像的动态范围又保留了图像最真实的信息,并且也符合人眼观看需求。仿真结果表明,相对于经典的融合算法,该算法既增大了图像的动态范围,又真实保留了源图像的有用信息部分,且整体效果较自然,融合速度较快,更能满足焊接监控实
时性的要求。
[1]Agapakis JE,Bolstad JO.Vision sensing and processing system for monitoring and control of welding and other high-luminosity processes[J].Optics,Illumination,and Image Sensing for Ma-chine Vision,1991(32):32-38.
[2]杨嘉佳,王克鸿,吴统立,等.铝合金双丝脉冲MIG焊双向熔池同步视觉传感及图像处理[J].机械工程学报,2014(12):44-50.
[3]Wang J J,Lin T,Chen S B.Obtaining weld pool vision information during aluminum alloy TIG welding[J].International Journal of Advanced Manufacturing Technology,2005,26(3):219-227.
[4]王建军,林涛,陈善本,等.铝合金交流钨极氩弧焊熔池图像传感方法[J].上海交通大学学报,2002(1):5-8.
[5]Li Mengxing,Sun Dawei,Cai Yan,et al.Research on image acquisition system of weld pool based on linlog technolog[J].Welding&Joining,2012(1):53-57+72.
[6]Mann S,Picard R W.On being‘undigital’with digital cameras:extending dynamic range by combining differently exposed pictures[C].Proceedings of IS&T,1995:442-448.
[7]Zhang J,Kamata S.Adaptive Local Contrast Enhancement for the Visualization of High Dynamic Range Images[R]. United states 19th International Conference on Pattern Recognition,2008.
[8]Pardo A,Sapiro G.Visualization of high dynamic range images[J].IEEE Transactions on Image Processing,2003,12(6):639-647.
[9]Rafael C,Gonzalez,Richard E,et al.数字图像处理(Matlab版)(第二版)[M].阮秋琦译.北京:电子工业出版社,2014:202-243.
[10]胡良梅,高隽,何柯峰.图像融合质量评价方法的研究[J].电子学报,2004(S1):218-221.
A multiple exposure images fusion used in welding control system
GUO Zhenzhen,LU Zhenyang,LIU Jia,CHEN Yu
(College of Mechanical Engineering and Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
In the bright arc welding,owing to the strong interference of arc,welding field dynamic range is very large,the traditional monitoring system is difficult to achieve the goal of large dynamic range monitoring.This paper proposes a multiple exposure image fusion based on threshold image segmentation.Through the multiple exposure image fusion,can obtain the final image which the arc zone and weld background are all clear.Experimental results show that the algorithm can preserve the useful information from multiple source images,and it is an effective image fusion algorithm,and it can be used in welding monitor system.
welding monitoring;multiple exposure images;images fusion;threshold segmentation
TG409
A
1001-2303(2016)10-0069-04
10.7512/j.issn.1001-2303.2016.10.14
献
郭珍珍,卢振洋,刘嘉,等.一种应用于焊接监控系统的多曝光图像融合[J].电焊机,2016,46(10):69-72.
2016-03-07;
2016-08-18
郭珍珍(1989—),女,河南三门峡人,在读硕士,主要从事FPGA控制及图像融合算法的研究。
