重型卧式车床主轴系统热特性分析
2016-12-07王立平王正杰衡凤琴
黄 智,许 可,王立平,王正杰,衡凤琴,桂 林
(1. 电子科技大学机械电子工程学院 成都 611731;2. 清华大学机械工程系 北京 海淀区 100084;3. 武汉重型机床集团有限公司 武汉 430205)
·机械电子工程·
重型卧式车床主轴系统热特性分析
黄智1,许可1,王立平2,王正杰1,衡凤琴1,桂林3
(1. 电子科技大学机械电子工程学院成都611731;2. 清华大学机械工程系北京 海淀区100084;3. 武汉重型机床集团有限公司武汉430205)
主轴系统的热特性对重型卧式车床的加工精度有重要的影响。以某型号重型卧式车床的主轴系统为主要研究对象,采用有限元热-固耦合方法,仿真计算了主轴系统达到热平衡状态后的温度场分布和热变形特性,分析了热变形导致主轴中心线偏移情况。结合主轴系统静压轴承的结构特点,分析了轴承转速、液压油粘度、油膜间隙和供油压力对主轴系统变形场的影响。结果表明,这些因素对主轴系统的变形场有不同程度的影响,为主轴系统优化设计和热误差补偿提供了理论依据。
变形场;有限元法;重型卧式车床;主轴系统;温度场
随着现代科学技术的飞速发展,机床制造精度的提高,热误差在众多的机床误差中所占比重也越来越大,尤其是在精密加工和大件加工中,热变形所引起的加工误差通常会占到总误差的40%~70%[1]。由于重型机床载荷量大、发热量大的特点,热误差占总误差的比例更大。因此,分析重型机床热特性对减小机床热误差,提高机床加工精度至关重要。
文献[2]采用结构优化设计结合温度控制法有效地降低了机床温升,减小了机床热变形。文献[3]分析了滚珠丝杠进给系统的温升和热变形,并使用有限元法分析了丝杠的变形特点。文献[4]首先通过有限元仿真主轴装配体,得到其温升及温升导致的结构变形。实验结果与有限元仿真结果基本一致。文献[5]采用有限元法分析了车削中心主轴箱温度场和变形场,理论分析了热误差组件相对刀具位置变化关系。文献[6]在热分析理论基础上,计算了液体静压轴承内外壁的温度和主轴箱体的温度,分析了主轴系统的稳态温度场和主轴的变形情况。文献[7]对机床主轴箱的主要热源的发热量进行了分析计算,运用有限元方法建立了主轴箱的温度场和变形场,并进行了实验验证。文献[8]通过实验和有限元数值仿真来分析主轴系统不同部件对系统温升和热变形特性的影响程度。文献[9]采用有限元分析方法计算了车削中心主轴箱的温度场和变形场,准确预测主轴箱热特性,有助于提高设计水平。文献[10]通过有限元分析获得主轴箱的热特性,然后采用激光三角测量仪和红外热成像仪测量主轴装配体的温度场和变形场。上述研究都是针对普通数控机床展开的,对于重型机床研究较少,重型机床由于其尺寸大、载荷重、转速慢等特点,存在的问题尚需研究解决。
本文以某型号重型卧式车床为研究对象,对主轴部件及其主轴箱进行了热和结构的耦合分析,并以主轴箱装配体稳态热分析的温度场为基础,计算出主轴的热变形,并讨论了轴承转速、液压油粘度和油膜间隙对主轴温升的影响,为主轴及主轴箱部件的热设计奠定基础,使设计者在设计阶段就可以预测机床主轴箱装配体的温升和热变形情况,并为结构优化设计提供必要的计算依据。
1 主轴及箱体有限元建模与计算
1.1有限元模型的建立
对于有限元计算,首先进行零件三维建摸,要求在尽量保持部件的原始结构的基础上,对部件进行适当简化;主轴系统三维模型的简化原则如下:忽略主轴及主轴箱上小的通孔及螺纹孔等;忽略主轴及主轴箱上的倒角和圆角等。
将主轴箱及主轴装配简化模型导入workbench中,采用四面体划分网格法中的Patch Conforming法进行分块网格划分。网格数量的多少将影响计算结果的精度和计算规模的大小。一般而言,网格数量增加,计算精度会有所提高,但同时计算规模也会增加,所以在确定网格数量时应权衡两个因素综合考虑。模型中单元数146 458个,节点数257 950个。建模及分网如图1所示。
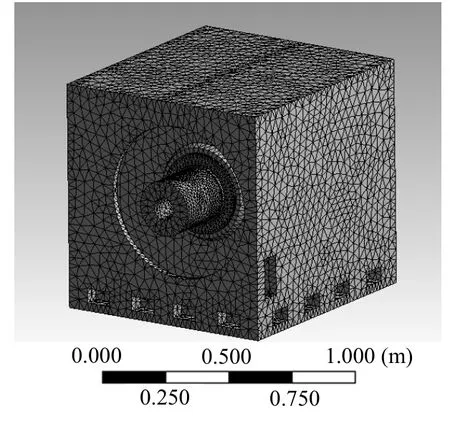
图1 主轴箱模型及分网
1.2热边界条件计算
主轴系统内部的热源有电机发热、齿轮传动发热、轴承发热等[11]。本文的主轴箱为整体式结构,主轴系统和主传动系统分隔在箱体的两个腔内,便于控制主轴的温升和液压系统的回油,传动齿轮发热大部分热量被润滑油带走,传到主轴系统的热量很少。同时,电机通过皮带轮连接,其发热对机床热变形影响很小[5]。因此主轴静压轴承的发热成为主轴热变形的最主要热源。静压轴承模型如图2所示。
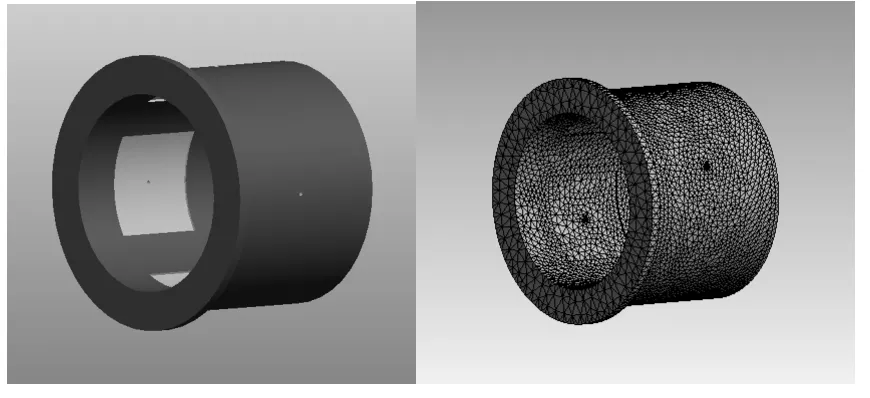
图2 主轴静压轴承模型及网格划分
1)轴承发热量的计算
液体静压轴承在工作状态时,由于润滑油的粘度,轴和轴承表面的相对运动队油层起剪切作用,因而油液各层间的内摩擦力消耗功率并产生摩擦热,其计算公式为[12]:

式中,Pf为摩擦功耗;Ff为油膜的粘滞阻力;n为轴承转速;η为润滑油的动力粘度;As为油腔封油面面积;Ar为油腔面积;h为油膜平均间隙;hp为油腔深度;D为主轴直径。主轴静压轴承示意图如图3所示。
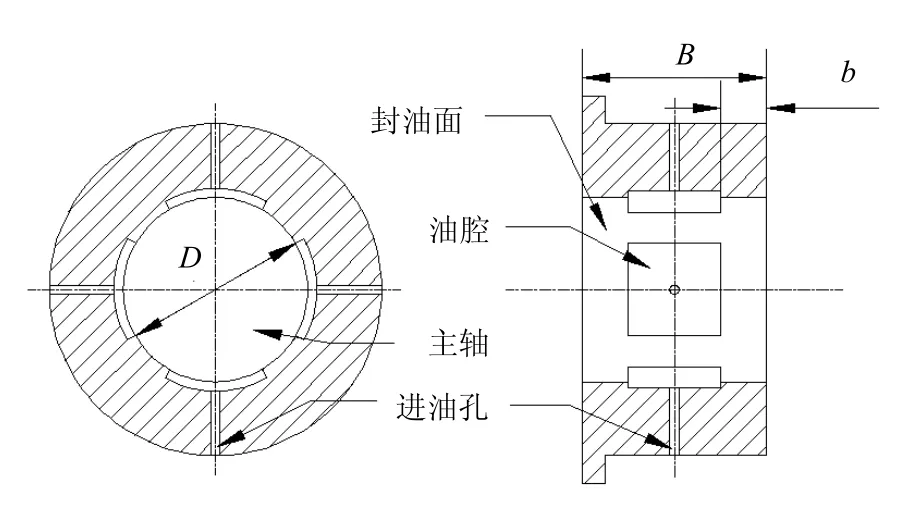
图3 主轴静压轴承示意图
由于液压油从静压轴承的油腔中向外流出后,压力降为零。因此,除了供油管路中功率损耗外,油泵的有效输入功率全部损耗在静压油腔中,这些功率全部转换成热能的形式释放[12]:

式中,Pp为油泵输入功率;ps为供油压力;q为轴承流量。
静压轴承的热载荷主要是油膜施加在静压轴承上的热流密度。每个轴承与油膜接触面的热流密度为:

式中,N为轴承的发热量(近似等于摩擦功耗与泵功耗之和);S为轴承中油层的总面积。
2)散热条件分析
主轴箱内外表面与空气和润滑油接触发生对流换热。根据努谢尔特准则,换热系数为:

式中,λ为流体导热系数;Nu为努谢尔特数;L为放热壁定型尺寸。
所以,只要知道努谢尔特数Nu,便可计算换热系数。
① 自然对流散热
主轴箱外表面直接与空气接触,属于自然对流,其准则方程形式可表示为:
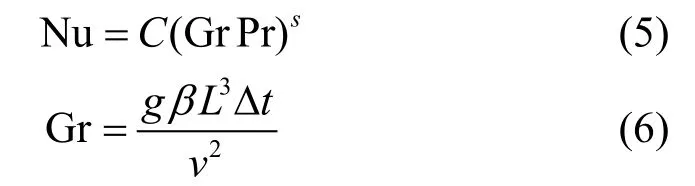
式中,C、n为常数取值,如表1所示[13];Gr为格拉晓夫准数;Pr为普朗特数;g为重力加速度;β为流体膨胀系数;L为放热壁定型尺寸;Δt为流体和壁面温差;v为流体运动粘度。
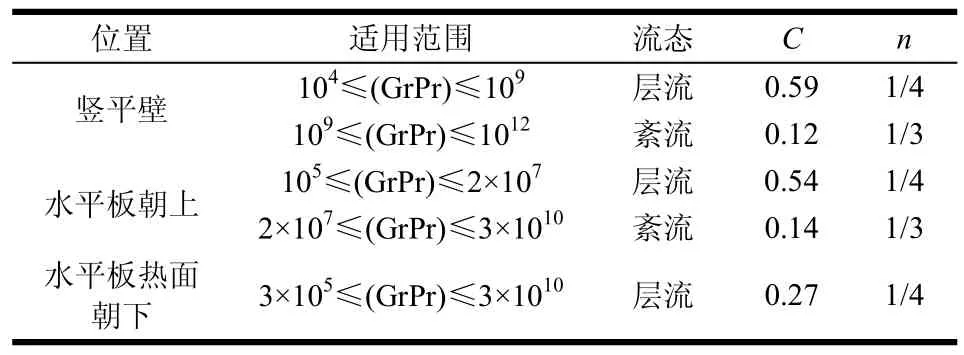
表1 常数C、n的值
② 旋转轴对流换热
当机床主轴旋转时,会加速主轴表面和空气的对流,同时也加速轴承与润滑油的对流,其准则方程为:

③ 强制对流散热
由于机床在运行过程中轴承生热量较大,主轴静压轴承回油,产生热量交换。这属于强制对流换热,其努谢尔特准则方程可表示为[14]:

式中,Prw为壁面温度时的普朗特数;K为校正系数;Re为雷诺数,即:

式中,ω为流速。
普朗特数为:

式中,cp为等压比热容;ρ为密度;ν为流体运动粘度;λ为导热系数。
2 主轴箱主轴部件热特性仿真
机床最高转速140 r/min,当空载状态下主轴转速为100 r/min,温度为22℃时计算主轴系统的稳态温度场与变形场,以及由温度引起的主轴在X、Y、Z方向的热变形和主轴的总变形。
选取油膜厚度为0.06mm,供油压力为6 MPa,静压油选用46号液压油,密度为870 kg/m3,膨胀系数为0.000 9 k−1,等压比热容为1 890 J/kg·k,导热系数为0.1,40℃时运动粘度范围41.4~50.6cSt。
根据上述式(1)~式(2)计算各轴承油膜的热流密度,式(3)~式(10)计算对流换热系数。计算结果前轴承油膜热流密度为1 879.1 W/m2,后轴承油膜热流密度为1 677.8 W/m2;自然对流换热系数为2.7 W/m2·k,主轴与空气接触部分旋转对流换热系数为10.2 W/m2·k,静压油腔强制对流换热系数为80.5 W/m2·k。
主轴箱材料为HT300,主轴材料为42CrMo,静压轴承材料为锡青铜,主轴系统材料物理性能参数详见表2[12,15]。
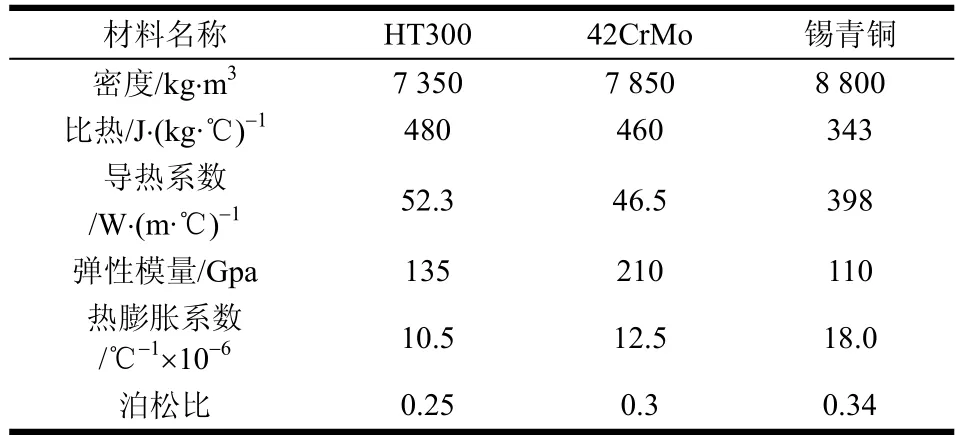
表2 材料物理性能参数
2.1主轴系统稳态温度场仿真计算
达到平衡状态后主轴系统的温度分布如图4所示,最大温升为11.8℃。剖面图如图5所示,箱体上端温度较高,这是由于下端箱体与床身接触散热快的缘故。由于主轴箱的非对称性,其温度场也呈现出以主轴为中心发散的状态。
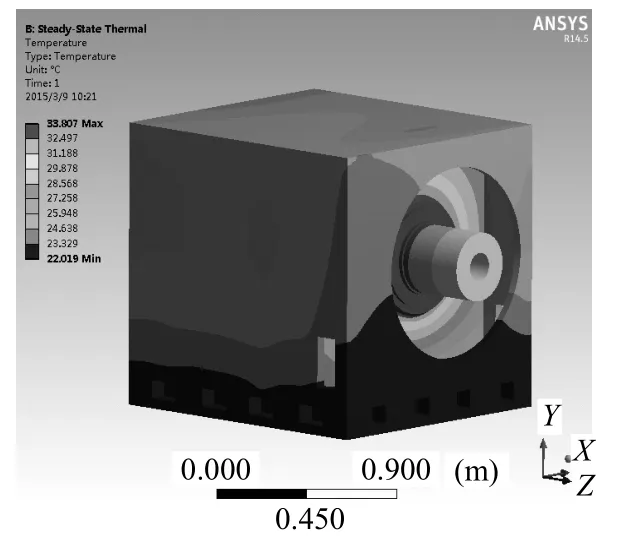
图4 主轴系统热平衡时温度云图
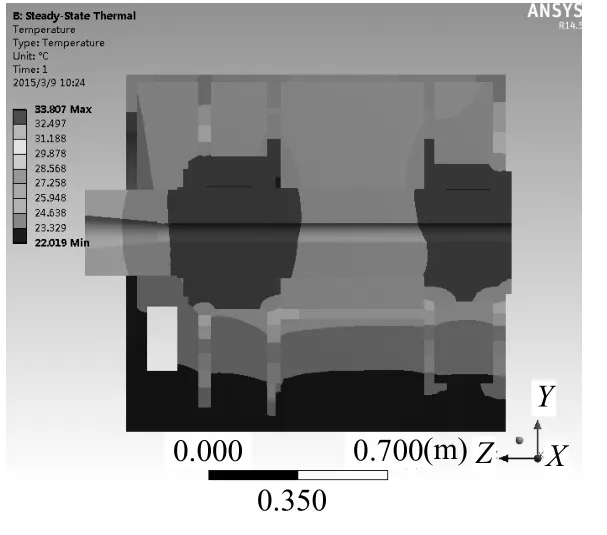
图5 主轴系统剖面温度云图
2.2热-结构耦合变形场仿真计算
影响热变形大小由两个因素是结构的温度场的变化和结构的位移约束边界条件。主轴系统温度场变化由仿真计算得到,机床装配是主轴箱底部安装固定,其余部分均无约束,即位移边界条件可设为主轴系统的安装平面位移为零。
在对主轴箱体进行热-结构耦合分析时,先进行主轴箱体的热分析,然后将热分析的结果作为载荷条件,对主轴箱体的相关位置进行约束,进而通过仿真计算得到主轴箱体的结构变形分析结果。如图6所示,主轴箱主要考虑影响主轴位置的热变形,主轴中心线在X向最大位移量约为12.3μm,在Y向位移量约为33.6μm,主轴在Z向热变形量为132.1μm。主轴箱体的最大热变形为141.1μm,发生在主轴端部位置。由此可知,主轴系统主要热变形是由主轴轴向热变形所致。
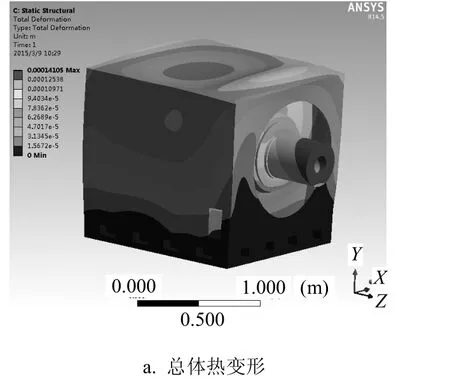
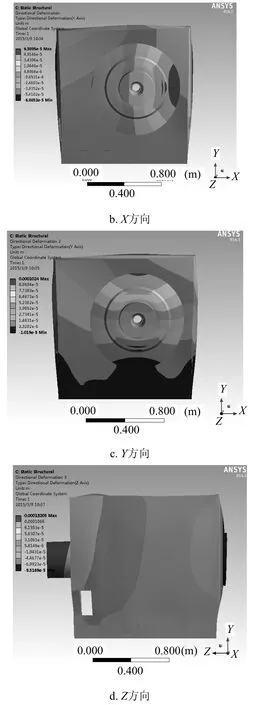
图6 主轴箱热平衡时变形云图
2.3实验结果对比
设置与仿真条件一致的实验条件,进行主轴系统温升和热误差测试实验,测量设备如图7所示。由于温度测点无法布置到静压轴承表面,只是测量了轴承对应位置的主轴箱体表面的温升。测得的最大温升为4.2℃,对应位置仿真结果温升为6.2℃左右,仿真最大温升在轴承处,为11.8℃。实验测得热变形数据如图8所示,X方向为5μm,Y方向为30μm,Z方向为107μm,这与仿真结果规律一致,在数值上小于仿真结果,这是实验条件与仿真条件的差异造成的,实验环境受到外界影响因素较多,有些散热仿真中没有考虑,所以实验结果略小。可以验证仿真的正确性。
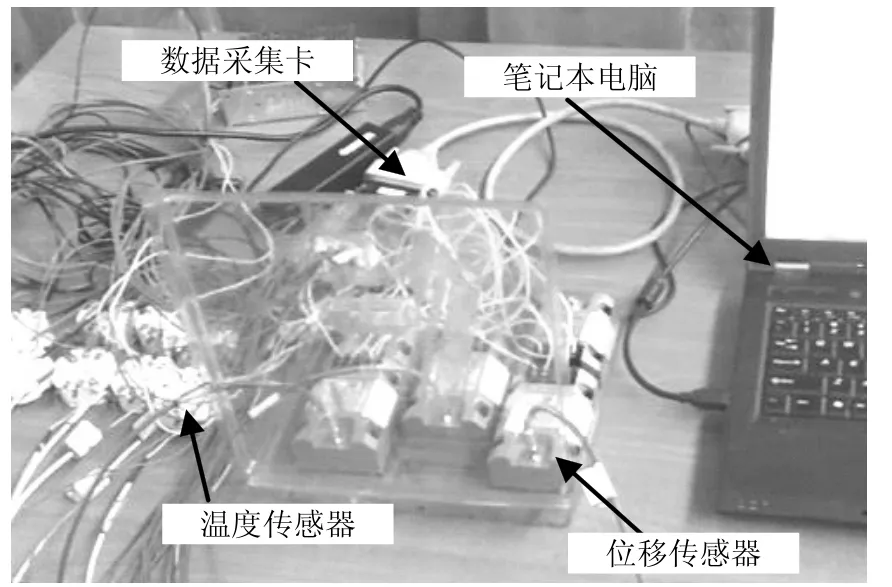
图7 测量设备
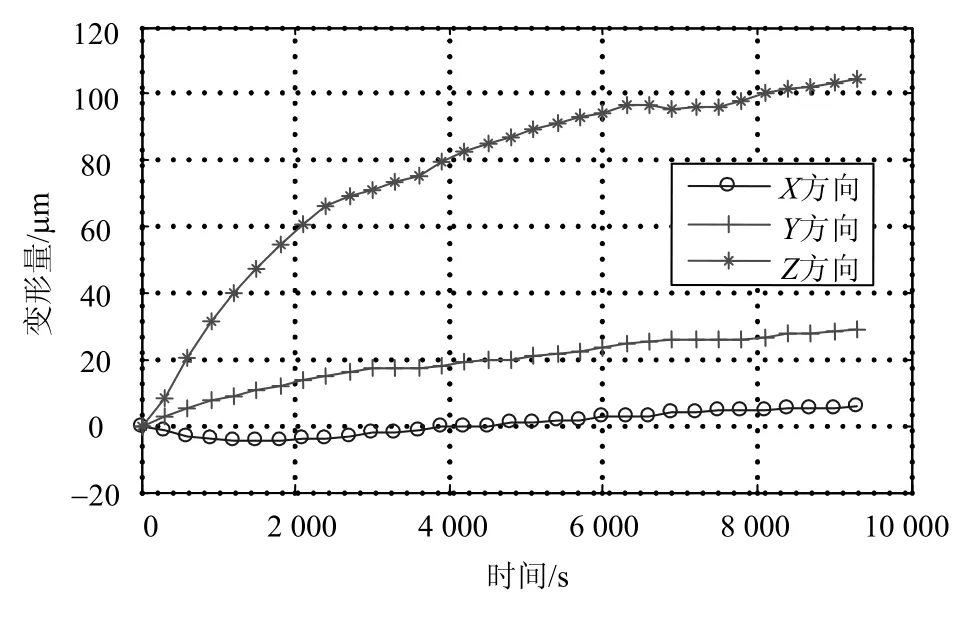
图8 实验热误差曲线
3 主轴系统热特性影响因素
主轴轴承发热是机床中最主要的热源,其发热量的大小有许多因素影响。供油压力、轴承转速、油膜间隙、液压油粘度等因素对静压轴承发热量都有影响。因此,分析不同影响因素对主轴系统温度场的影响程度,对有效控制主轴系统温升及热变形有重要意义。
3.1不同转速的影响
通过式(1)可以看到,轴承转速越高,其摩擦功耗就越大,摩擦发热情况就越严重,这将直接导致轴承的温度明显升高。其他条件不变,改变转速,由式(1)~式(10)可计算得到的不同转速下,主轴前后轴承的油膜热流密度及主轴表面与空气间的对流换热系数,如表3所示。
将不同转速时前后轴承的热流密度和主轴表面的对流系数分别加载到主轴系统的有限元分析模型中,通过软件仿真计算,可以得到在不同转速时主轴系统达到热平衡时的温度场及变形场分布情况。不同转速下主轴中心线Y向偏移量如图9所示。
由图可知,随着主轴转速的增大,主轴中心线Y向偏移量逐渐从13.5μm增加到33.6μm。所以,工作时间允许的前提下,尽量避免主轴高速运转。
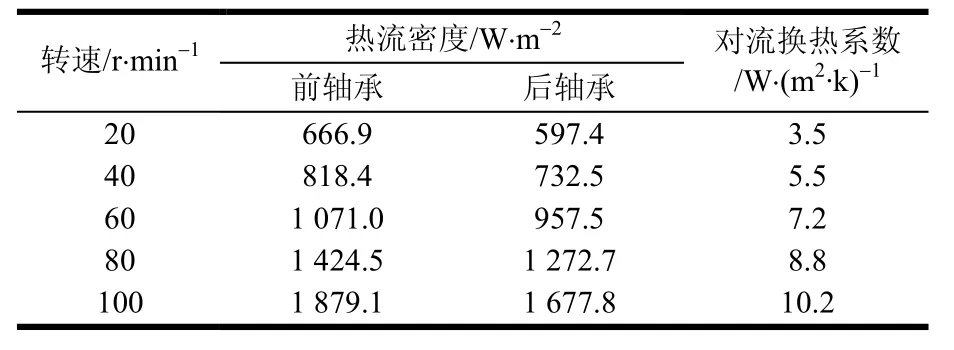
表3 不同转速下热流密度和对流系数
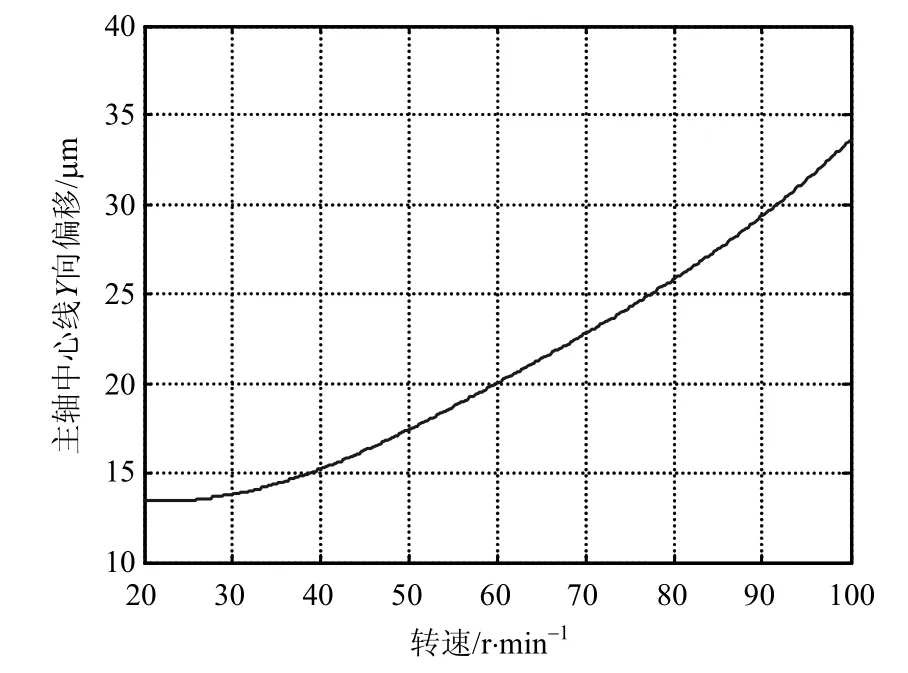
图9 主轴中心线偏移量随转速变化曲线
3.2不同液压油粘度的影响
液压油的粘度通过影响静压轴承油垫粘滞阻力,从而影响轴承发热。同时粘度变化也会影响到油泵的发热功耗。在保证静压轴承足够承载能力和转速的情况下,选取几种不同粘度的液压油计算前后轴承油膜热流密度和液压油对主轴的对流换热系数。其他条件不变,改变液压油牌号,计算结果如表4所示。
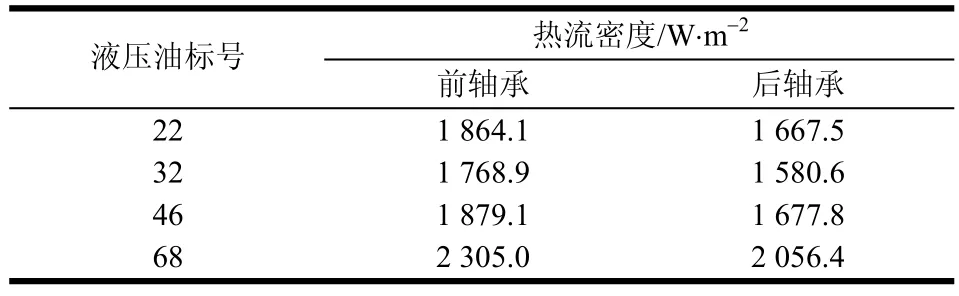
表4 不同粘度下热流密度
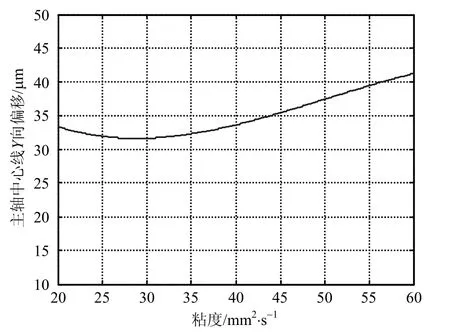
图10 主轴中心线偏移量随液压油粘度变化曲线
由图10可得,随着液压油粘度的增加,主轴中心线Y向偏移量先是降低,然后逐渐增加。出现该现象的原因是液压油粘度变化导致油膜摩擦功耗和油泵压力功耗同时变化,且变化方向不一致。可见液压油粘度的选取相当重要,偏大偏小都不合适。因此先要找出偏移量最小时对应的液压油粘度,再选择适当的粘度,以降低温升和减小主轴系统热变形。
3.3不同油膜间隙的影响
对于静压轴承,油膜间隙越大发热量越小,油膜散热效果越好。但是供油压力会增大,油泵功耗增加。其他条件不变,改变油膜间隙,计算不同油膜间隙时主轴前后轴承热流密度,结果如表5所示。

表5 不同间隙下热流密度
由图11可以看出,随着静压轴承油膜间隙的增大,主轴中心线Y向偏移量先是减小后增加,同样是由于间隙变化导致油膜摩擦功耗和油泵功耗变化不一致。所以在设计选取静压轴承时,满足承载要求情况下可以向降低热变形的方向适当调整油膜间隙。
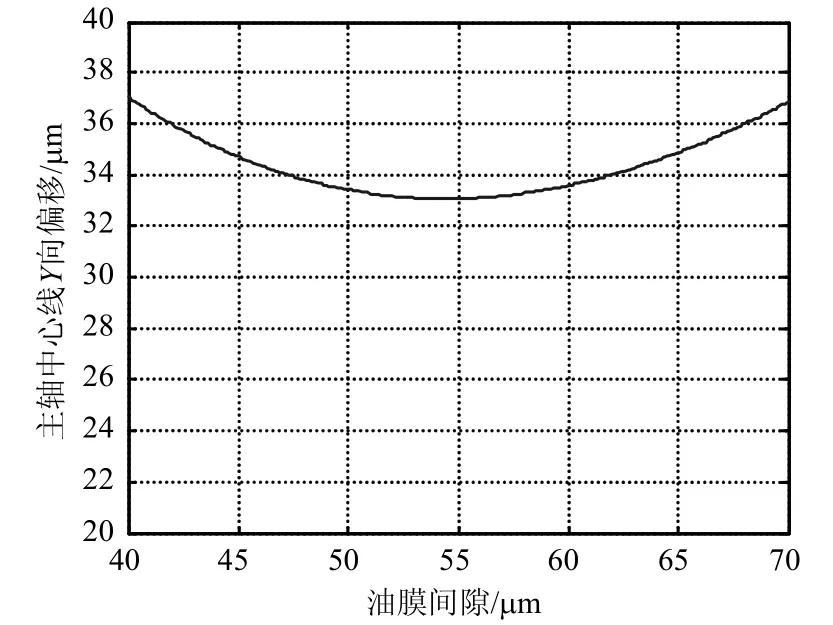
图11 主轴中心线偏移量随油膜间隙变化曲线
3.4不同供油压力的影响
在静压轴承转速、静压油粘度、油膜间隙一定的情况下,不同的载荷对应不同的静压轴承供油压力。改变静压轴承供油压力,油泵的功耗也随之改变,从而影响油膜发热。其他条件不变,改变供油压力,计算结果如表6所示。
由图12可知,随着供油压力的增加,主轴中心线的偏移量近似线性增加。由此可知,随着机床载荷的增加,主轴偏移量也是近似线性增加。在载荷与轴承内径尺寸一定的情况下,偏心率越大,供油压力越小,所以在偏心率允许的范围内,尽量减小供油压力以降低温升。

表6 不同供油压力下热流密度
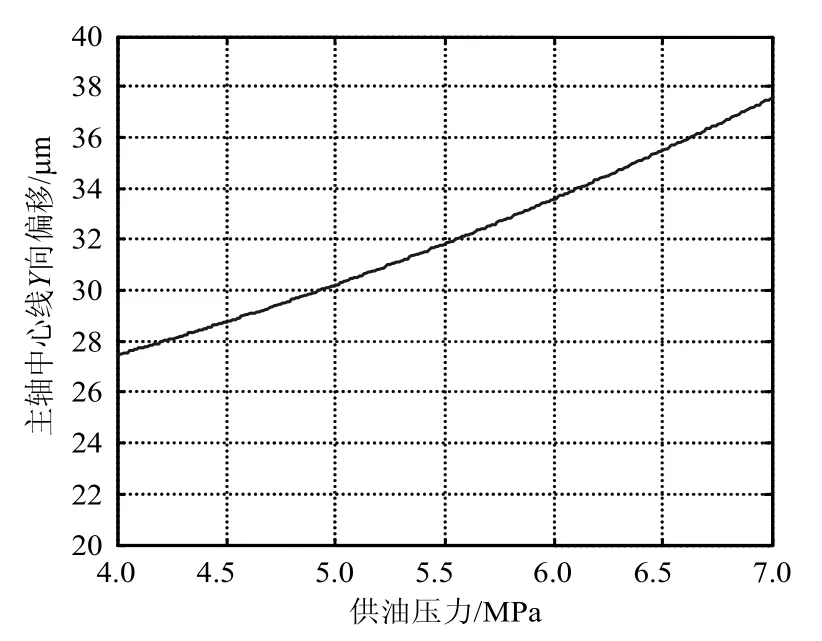
图12 主轴中心线偏移量随供油压力变化曲线
4 结 束 语
本文利用有限元软件对重型卧式车床主轴系统的热特性进行了仿真分析,得到了以100 r/min转速运转时主轴系统的温度场分布和热变形。通过分析轴承转速、液压油粘度、油膜间隙、供油压力变化对主轴中心线Y向偏移量的影响发现,4个因素对主轴系统温度场有着不同程度的影响。主轴转速和供油压力的影响趋势一致,且影响程度较大,随着参数的增大,主轴中心线偏移量不断增加。液压油粘度和油膜间隙的影响趋势一致,随着参数增大,主轴中心线偏移量先是降低,随后逐渐增加。因此,选取适当的液压油和油膜间隙,设置合理的加工转速都可降低温升减小机床热变形。同时,主轴系统温度场和变形场的分析结果对热设计优化具有重要的参考价值。
[1]BRYAN J. International status of thermal error research[J]. CIRP Annals-Manufacturing Technology,1990,39(2): 645-656.
[2]ZHANG J F,FENG P F,WU Z J,et al. Thermal structure design and analysis of a machine tool headstock[J]. Mechanika,2013,19(4): 478-485.
[3]WU C,KUNG Y. Thermal analysis for the feed drive system of a CNC machine center[J]. International Journal ofMachine Tools and Manufacture,2003,43(15): 1521-1528. [4]CREIGHTON E,HONEGGER A,TULSIAN A,et al. Analysis of thermal errors in a high-speed micro-milling spindle[J]. International Journal of Machine Tools and Manufacture,2010,50(4): 386-393.
[5]蔄靖宇,赵海涛,杨建国. 车削中心主轴箱热误差仿真及特性分析[J]. 中国机械工程,2009(18): 2182-2186. MAN Jing-yu,ZHAO Hai-tao,YANG Jian-guo. Simulation and analysis of thermal errors of a turning center[J]. China Mechanical Engineering,2009(18): 2182-2186.
[6]李金华,刘永贤,韩家亮,等. 车削中心主轴系统热特性有限元分析的研究[J]. 组合机床与自动化加工技术,2011(11): 6-8. LI Jin-hua,LIU Yong-xian,HAN Jia-liang,et al. Finite element analysis of thermal characteristics of the spindle system of a turning center[J]. Modular Machine Tool & Automatic Manufacturing Technique,2011(11): 6-8.
[7]杨淇帆,梁睿君,叶文华. 基于有限元的机床主轴箱部件的热特性分析[J]. 机械科学与技术,2012(11): 1860-1863. YANG Qi-fan,LIANG Rui-jun,YE Wen-hua. Thermal characteristics analysis of spindle box based on FEM method[J]. Mechanical Science and Technology for Aerospace Engineering,2012(11): 1860-1863.
[8]BABU S R,RAJA V P,THYLA P R,et al. Prediction of transient thermo-mechanical behavior of the headstock assembly of a CNC lathe[J]. The International Journal of Advanced Manufacturing Technology,2014,74(1-4): 17-24. [9]ZHANG Y M,GU R J,HAN J L. Thermal characteristic analysis on a high precision turning center's headstock[J]. Advanced Materials Research,2013,655-657: 305-309.
[10]ZHANG Y M,CHEN Y,LI H. Temperature field analysis and thermal error testing for cnc machine tool's headstock[J]. Advanced Materials Research,2014,889-890: 316-320.
[11]陈兆年,陈子辰. 机床热态特性学基础[M]. 北京: 机械工业出版社,1998: 25-33. CHEN Zhao-nian,CHEN Zi-chen. Basic of machine tool thermal state characteristics[M]. Beijing: China Machine Press,1998: 25-33.
[12]高士强. 超高速磨削实验机床液体动静压混合轴承的热态特性研究[D]. 沈阳:东北大学,2008. GAO Shi-qiang. Study on thermal properties of hybrid journal bearing for super-high speed grinding platform[D]. Shenyang: Northeastern University,2008.
[13]刘殿崇. 重型数控落地铣镗床滑枕组件热误差补偿技术研究[D]. 哈尔滨: 哈尔滨工业大学,2011. LIU Dian-chong. Research on thermal error compensation for ram components of NC heavy type milling-boring machine tool with adjustable stand[D]. Harbin: Harbin Institute of Technology,2011.
[14]赵镇南. 传热学[M]. 北京: 高等教育出版社,2008: 172-286. ZHAO Zhen-nan. Heat transfer theory[M]. Beijing: Higher Education Press,2008: 172-286.
[15]曾正明. 机械材料手册 金属材料[M]. 北京: 机械工业出版社,2010: 32-35. ZENG Zheng-ming. Mechanical materials manual-metallic material[M]. Beijing: China Machine Press,2010: 32-35.
编辑黄莘
Thermal Characteristics Analysis of the Spindle System of Heavy Duty Horizontal Lathe
HUANG Zhi1,XU Ke1,WANG Li-ping2,WANG Zheng-jie1,HENG Feng-qin1,and GUI Lin3
(1. School of Mechatronics Engineering,University of Electronic Science and Technology of ChinaChengdu611731; 2. Department of Mechanical Engineering,Tsinghua UniversityHaidian Beijing100084; 3. Wuhan Heavy Duty Machine Tool Group CorporationWuhan430205)
The thermal characteristics of the spindle system has a significant influence on the machining accuracy of the heavy horizontal lathe. The major research object is the spindle system of heavy horizontal lathe. Based on the thermoset coupling analysis of the finite element method,the temperature field and thermal deformation field of the spindle system after reaching the thermal equilibrium state is simulated. And the shift of the spindle’s center line that thermal deformation has led is analyzed. According to the structural characteristics of the hydrostatic bearing,the effect of the rotational speed of bearing,viscosity of hydraulic oil,the thickness of the hydrostatic oil film and the oil supply pressure to the thermal deformation of the spindle system are analyzed. The results show that all the factors have different-level influences on the deformation field of the spindle system,and therefore provide a reference for the optimal design and thermal error compensation of the spindle system.
deformation field;finite element method;heavy duty horizontal lathe;spindle system; temperature field
TH115
A
10.3969/j.issn.1001-0548.2016.06.025
2015 − 03 − 19;
2016 − 03 − 28
国家科技计划(2013ZX04013-011-05);国家自然科学基金(51275078)
黄智(1977 − ),男,副教授,主要从事高效精密制造技术及数控装备开发等方面的研究.
