高速位置调节系统在无缝钢管生产线上的应用
2016-12-06展鹏张晓琳胡庆军王景胜郝瑞丰
展鹏,张晓琳,胡庆军,王景胜,郝瑞丰
(天津电气科学研究院有限公司,天津 300180)
高速位置调节系统在无缝钢管生产线上的应用
展鹏,张晓琳,胡庆军,王景胜,郝瑞丰
(天津电气科学研究院有限公司,天津 300180)
直线运动设备在无缝钢管生产线被大量地使用,这些设备的运行效率直接影响无缝钢管生产线的生产效率。采用闭环的位置调节系统可以有效地提高直线运动设备的运行效率。论述了在无缝钢管生产线位置调节系统的构成和运行方式,并对位置调节系统在无缝钢管生产线上的实现方法和实际应用进行了介绍。
无缝钢管生产线;位置调节系统;直线运动设备
本文通过工程实例对无缝钢管生产线位置调节系统的构成和工作方式进行了介绍。无缝钢管生产线一般分为热加工区和冷加工区,其中热加工中穿孔区和连轧区的生产节奏是影响产量的主要因素。在穿孔和连轧这两个区域中,顶杆小车,毛管横移小车和限动齿条等设备直线位置运动的运行效率和安全性能是制约生产节奏的关键所在。
1 位置调节系统
位置调节系统是由位置调节器和双闭环速度调节系统组成的,如图1所示。位置调节器的输出作为速度调节系统的速度给定加在斜坡函数发生器前。斜坡函数发生器能够有效地减少位置调节器阶跃输出产生对机械的冲击,同时要求斜坡函数发生器的加减速时间尽可能地缩短,保证在位置控制系统定位时斜坡函数发生器的输出能够尽快响应斜坡函数发生器的给定,以确保位置定位的精度。
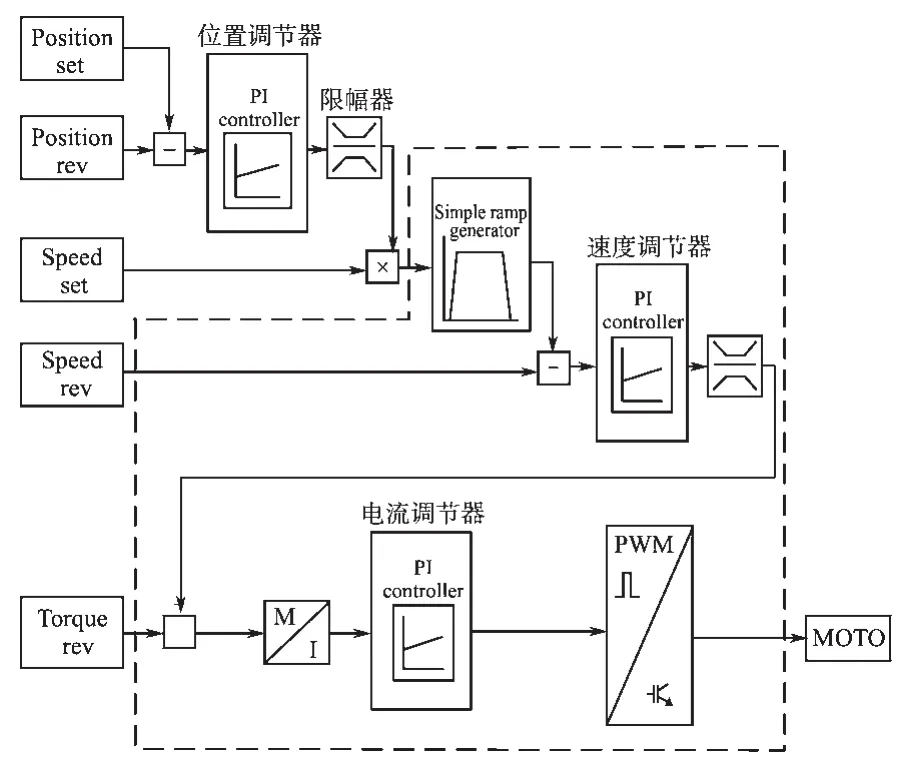
图1 位置系统示意图Fig.1 Position adjustment system
图2是位置调节系统运行时位置给定和速度反馈的波形,系统的速度设定为5 m/s,行程0%至100%(大致10 m)。
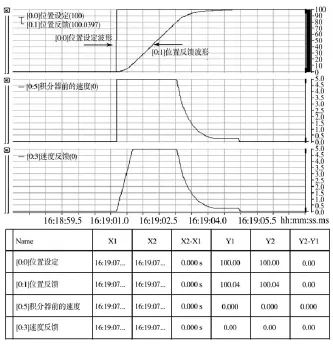
图2 位置给定和速度反馈波形Fig.2 Position set and velocity feedback curve
首先位置调节器输入0%~100%的阶跃给定,位置调节器的输出跟随给定产生了0~5 m/ s的速度给定。由于斜坡函数发生器的存在,速度调节器的给定按照约定斜坡加速到5 m/s。随着位置反馈逐渐接近位置给定值,位置调节器的输出逐渐减弱,形成了一段弧线的减速区间。
当位置调节器的输出低于限幅器的下限时,速度给定会按照预设的下限幅值给出,这样就形成了最后的定位区间。最终,位置反馈值等于位置给定值时,位置调节器的输出封零,速度反馈会按照斜坡回零,位置调节系统完成定位调节,如图3所示。
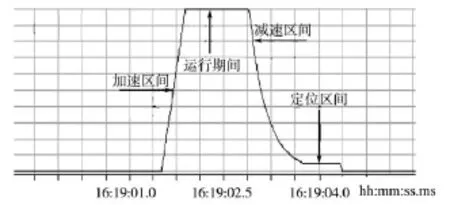
图3 速度区间Fig.3 Velocity area
回零时产生的距离误差可以当做调节器的死区设定在系统中,以提高系统定位的准确度。定位精度如图4所示,偏差在1 mm之内。
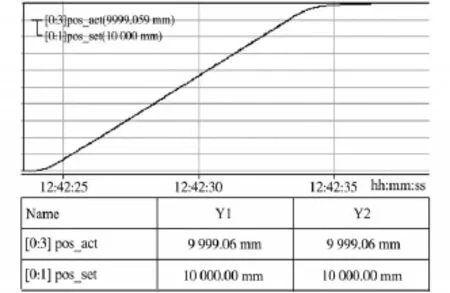
图4 定位精度Fig.4 Positioning accuracy
实际应用中位置调节器一般选用比例调节器,比例系数大小直接影响到定位的快速性和安全性。根据设备和用户要求的不同,比例系数可以用试凑法或者根据公式计算,如下式:
式中:Kp为比例系数;L为总行程;S为减速需要的行程;vt为设定速度;v0为定位速度;a为机械设备允许的最大减速度;c为修正长度。
在某些对位置定位运行效率要求较高的场合中,通过式(1)、式(2)自动修正比例系数,使系统可以根据设定速度的不同,自动调整减速区间的长短,提高系统运行时的平均速度,从而缩短整体的定位时间。
2 位置调节系统在无缝钢管生产线上的应用实例
无缝钢管生产线中,位置调节系统被应用在顶杆小车,毛管横移小车,限动齿条和所有需要位置调整装置的控制中,根据被控对象的不同,位置调节系统的控制策略有所改变。在此对顶杆小车,毛管横移小车和限动齿条的位置调节和控制进行一些介绍。
2.1 顶杆小车位置调节系统
在生产过程中,顶杆小车负责运送穿孔顶杆和毛管,其运行速度一般在4 m/s以上。如图5所示,顶杆小车驱动系统由电机带卷筒组成,卷筒与小车由钢绳连接,并带有顶伸量调整装置,根据产品规格的不同,需要通过顶伸量调整装置改变小车的轧钢位,并由于顶杆长度的不一致,需要改变小车基准位的位置来适应顶杆的不同长度。不论是小车轧钢位的改变还是小车基准位的改变都会导致小车总行程的改变。
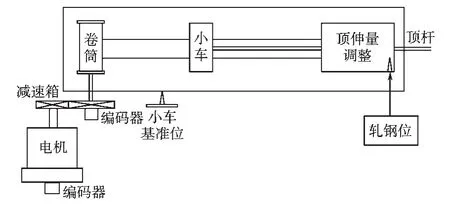
图5 顶杆小车设备示意图Fig.5 Thrust carriage equipment schematic
正是由于小车总行程的不确定性,导致无法有效地使用位置反馈进行精确的定位,所以采用了位置调节系统只参与变速和保护,使用限位开关进行停车定位的控制策略。小车的基准位检测开关安装在导轨上,方便调节基准位;小车的轧钢位安装在顶伸量调整装置上,轧钢位可以随着顶伸量调整装置位置的改变相应的做出变化,控制流程如图6所示。
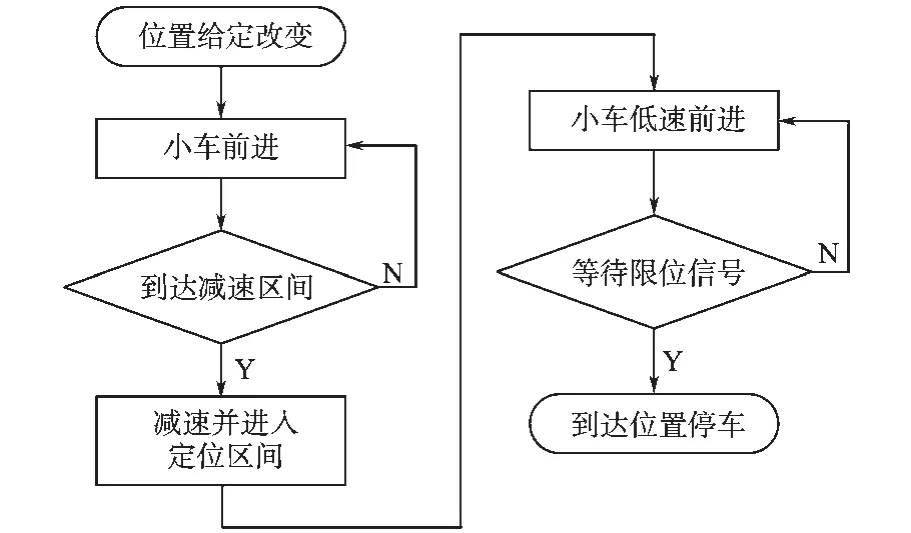
图6 顶杆小车控制流程图Fig.6 Control flow chart of thrust carriage
顶杆小车位置调节系统的行程会在每次周期运行后进行校验,以消除位置编码器运行时产生的累积误差,校验点一般为轧制位或基准位。此外,位置调节系统在每次周期运行后,会自动对总行程长度进行重新校正,以消除当位置检测元件的相对位置移动后造成的行程偏差,保证小车运行时不会因为总行程改变导致快速性和安全性改变。最后在轨道中间安装2个位置检测限位开关,当小车通过限位开关时的位置反馈和限位开关的安装位置差距过大时,认为位置偏差过大并发出报警。在每次报警发出后,顶杆小车都会强制切换到低速运行,以保证不会因为生产过程中断造成废品的产生。当运行本周期的运行完成后,顶杆小车停止工作,待人为故障确认后,可以重新启动自动运行程序。
2.2 毛管横移小车位置调节系统
毛管横移小车主要负责将穿孔机区域生产出来的毛管快速地运送到轧机区域,运行方式采用周期式的运行方式,运行周期要求小于轧制周期,运行最大线速度一般为6~8 m/s之间。如图7所示,毛管横移小车轨道上设置有抓钢位、抓钢等待位、质检位、放钢等待位和放钢位5个工位。运行时的控制流程如图8所示。
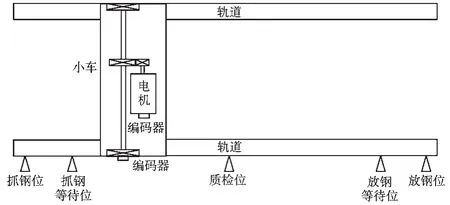
图7 毛管横移小车设备示意图Fig.7 Steel traverse carriage equipment schematic
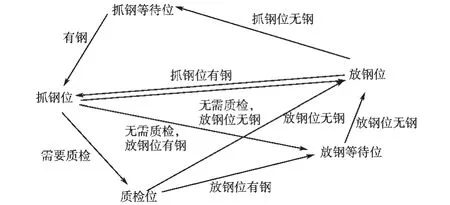
图8 毛管横移小车控制流程示意图Fig.8 Control flow chart of steel traverse carriage
由于工位较多,通过逻辑控制实现以上控制流程的难度和程序的复杂程度较大。但通过位置调节系统可以轻松的实现以上控制。首先标定好5个工位在轨道上的实际位置,然后通过简单的逻辑控制修改位置系统的位置给定,最终实现机械手的位置控制。系统示意图如图9所示。
毛管横移小车的位置调节系统在抓钢位和放钢位装有限位开关,用于对位置编码器的累积误差进行校正,同时与位置编码器的行程信号并用,作为抓钢位和放钢位的定位信号,控制时采用前者优先的逻辑控制方式。在抓钢等待位、放钢等待位安装有限位开关,作为检测开关的位置偏差报警使用。当调节系统生产故障时,毛管横移小车切换至低速运行,保证当前产品能够继续生产。
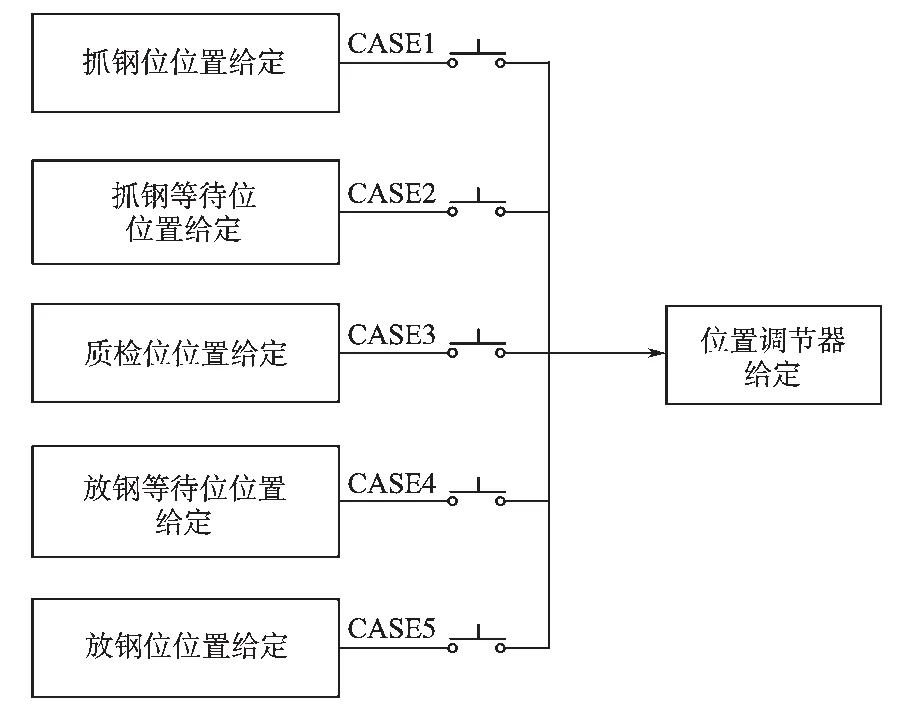
图9 毛管横移小车位置给定示意图Fig.9 Position set system of steel traverse carriage
2.3 限动齿条位置调节系统
限动齿条是无缝钢管生产线的核心设备。限动齿条位于连轧机前,当毛管进入连轧机轧前辊道后,限动齿条负责将芯棒穿入毛管,并将毛管推入轧机中。当轧机咬钢后,限动齿条需要产生一定的阻力,使轧件与轧机之间保持微张力,此张力在工艺上被称为限动力矩。限动力矩的控制精度会直接影响轧件的长度和壁厚。限动力矩控制较多通过人工速度匹配的方式实现,在本文中介绍一种引入了限动力矩控制环节的方式。
在实际应用时,限动齿条的调节系统具备位置调节器、位置检测元件故障诊断系统、限位开关校正系统,同时在限动齿条的位置调节系统中引入限动力矩控制。调节系统如图10所示。
图10中虚线标出的部分为限动力矩控制环节。当限动齿条运行时首先会按照位置调节系统运行,当限动齿条位置系统接收到轧机咬钢信号需要产生限动力矩时,限动力矩控制环节接入系统中,将限动齿条的速度设定略微降低,从而使限动齿条产生限动力矩。限动力矩的大小可以通过调节系数Kp来改变。和人工速度匹配的方式比较起来,此系统具有较强的容错能力,速度匹配的值会根据反馈转矩的大小进行相应的变化,使限动力矩稳定。当接收到限动齿条回退的命令时,限动力矩控制环节切除系统恢复普通的位置调节系统。
限动力矩曲线如图11所示。当咬钢减速后,限动力矩控制环节投入,限动力矩逐渐稳定在4 000 N·m左右。
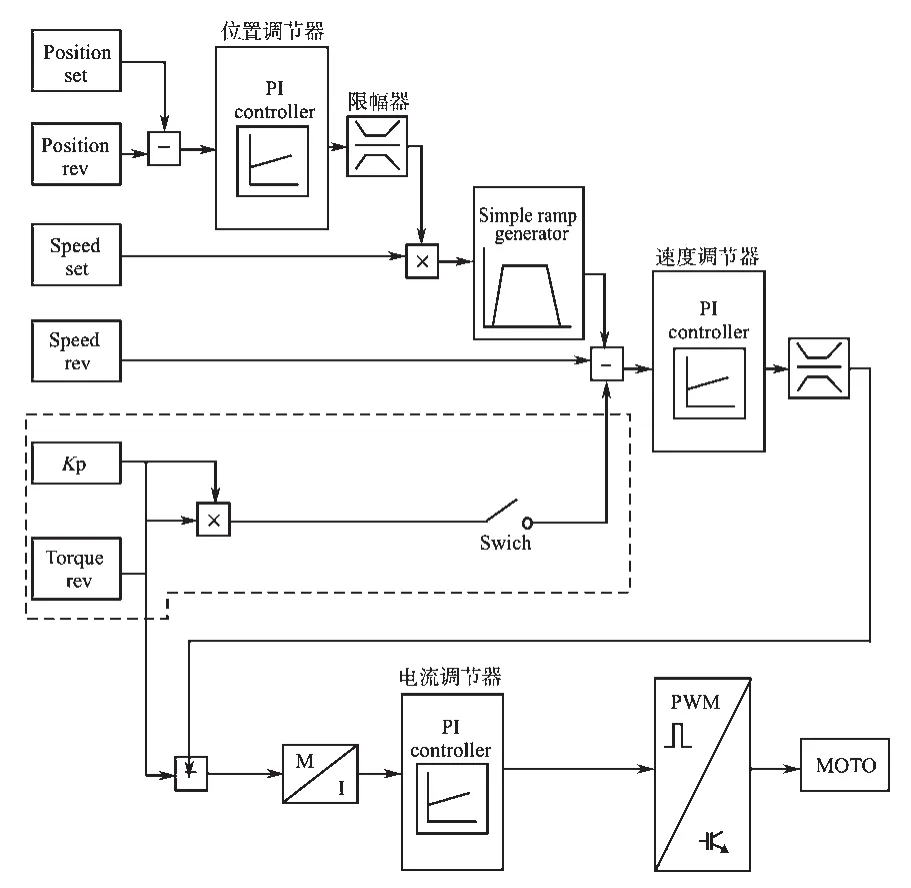
图10 限动齿条位置系统示意图Fig.10 Limit rack position system
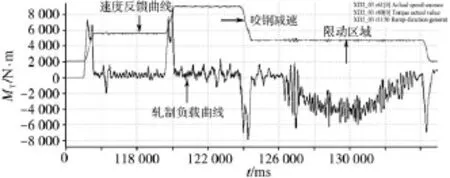
图11 限动齿条负载力矩曲线Fig.11 Limit rack loading curve
3 结论
位置调节系统通过添加不同的控制环节满足了不同设备的运行需求,与无位置调节系统的控制方式相比,引入位置调节系统的控制方式无论在快速性方面还是安全性方面都有很大的提升。这些系统已经先后在两条无缝钢管生产线上投入使用,运行效果良好。
修改稿日期:2016-05-09
High Speed Position Control System Applied in Seamless Steel Pipe Production Line
ZHAN Peng,ZHANG Xiaolin,HU Qingjun,WANG Jingsheng,HAO Ruifeng
(Tianjin Research Institute of Electric Science Co.,Ltd.,Tianjin 300180,China)
Linear motion equipment in the seamless steel pipe production line is a large number of use,the efficiency of these equipment directly affects the production efficiency of seamless steel pipe production line.The closed loop position control system can effectively improve the operation efficiency of the linear motion equipment.Discussed configuration and operation mode of position adjustment system,And described how to use position adjustment system in seamless steel tube production lines.
seamless steel tube production lines;position adjustment system;Linear motion equipment
TP13
A
10.19457/j.1001-2095.20161117
展鹏(1987-),男,本科,工程师,Email:408239523@qq.com
2015-10-22
