扭力轴同步折弯机滑块爬行原因分析与解决方法
2016-12-06刘民祥王吉平
刘民祥,王吉平
(天水锻压机床(集团)有限公司,甘肃天水741020)
扭力轴同步折弯机滑块爬行原因分析与解决方法
刘民祥,王吉平
(天水锻压机床(集团)有限公司,甘肃天水741020)
介绍了在工程实践中出现的扭力轴同步折弯机滑块工进爬行现象,分析了滑块爬行原因和解决方法,针对扭力轴折弯机普遍存在的爬行问题,提出了全面系统的综合预防措施。
折弯机;扭力轴同步;滑块爬行;液压油缸;解决方法
解决折弯机同步的技术有机械强制同步(俗称扭力轴同步)技术、机液同步(俗称旋阀同步)技术、电液伺服阀同步技术、电液比例阀同步技术[1]等。由于扭力轴同步技术的机械结构、液压系统、电气系统简单、成本低、使用可靠等特点,目前依然是小吨位折弯机的主流同步控制方式。
低速运动的物体,可能产生时断时续的速度不均匀的运行现象,这种现象称为爬行。爬行现象实质上是当一物体在滑动面上作低速运动时,在一定条件下产生的跳跃与停止交错的运动现象,是一种连续的振动[2]。扭力轴同步折弯机滑块在工进时,由于机械结构、摩擦阻力、润滑状态、液压系统、油缸密封方式、液压系统温度、加工公差、安装精度、保养维护等方面的原因造成系统不稳定,在工进时容易产生爬行现象。
1 爬行问题的提出
在工程实践中,有些爬行现象是由单方面原因引起,更多的爬行现象是由多种原因引起的,需要针对具体的机械设备,全面系统地分析原因并寻找有针对性的解决方法。
有多台同型号、同规格的扭力轴同步折弯机,其机械部分如扭力轴、导轨板、滑块等设计、加工、安装精度均符合设计和标准要求。空载连续试验8小时系统正常,负荷加载试验,加载压力为10MPa,系统背压8MPa,返程压力8~9MPa,试验环境温度为28℃。负荷试验前2h内工作正常,2h后,在快速向工进转换时出现轻微爬行,继续试验到3h后,工进全行程均出现爬行,油温从28℃上升55℃。折弯机滑块工进速度为10mm/s,慢速全行程出现爬行后,如果将折弯机滑块工进速度调为20mm/s以上,系统爬行消失,但超出了滑块工进速度10~13mm/s的技术要求。另外,两个油缸使用同一个充液阀时,油温升高系统出现爬行,如果两个油缸分别采用独立的充液阀,即使油温升高,工进速度稳定在10mm/s,系统爬行消失。
2 爬行原因分析与解决方法
扭力轴折弯机同步系统是由液压系统-油缸-扭力轴-导轨-滑块组成的机液混合系统。爬行主要是液压系统、油缸、低速运行、扭力轴调整叠加形成的。
2.1 液压系统引起的爬行
(1)节流阀对液压系统爬行的影响。一般情况下滑块的工进速度采用节流阀调速回路完成,结构简单,制造和维护方便,在负载变化不大或对速度稳定性要求不高的液压系统中得到了广泛应用。但是其温度效应性很差,节流阻尼效果随油温变化而不稳定,节流阀芯通过的流量不稳定,阻尼系数随温度变化范围变小,系统稳定性降低。节流阀没有压力及温度补偿装置,不能自动补偿负载及油粘度变化时所造成的速度不稳定[3]。该系统使用节流阀调节工进速度,节流阀的特性决定了油温对速度的影响较大,属于液压元器件性能引起的爬行,在功能相同的前提下选择性能好的节流阀可以解决此类爬行。
(2)液压系统温度对爬行的影响。近20多年来世界范围内的研究调查显示,70%~85%的液压系统故障失效与液压油有关[4]。一方面温度低油液粘度高,系统泄漏小,容积效率高,系统阻尼比变大、抗干扰能力强,系统相对稳定。相反,温度升高油液粘度低,系统泄漏大,容积效率低,系统阻尼比变小,系统抗干扰能力减弱,系统稳定性相对变差。另一方面,油温升高油的粘度指数变低,油膜厚度变薄,油膜更容易破裂,油膜破裂表部失去润滑,结果摩擦力陡然增大,在厚油膜下均匀的小摩擦力变成了薄油膜下的交变摩擦力,系统稳定性变差产生爬行。因此控制好液压系统油温,对减轻和改善爬行效果明显。
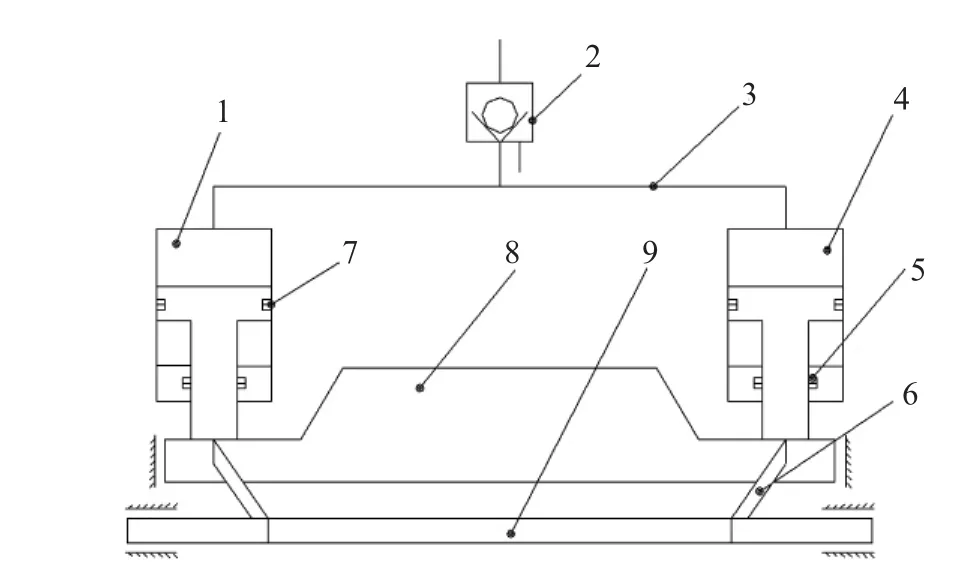
图1 扭力轴折弯机滑块运动结构示意图
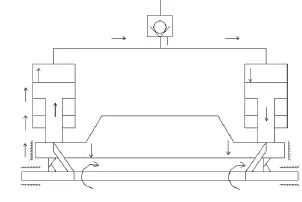
图2 综合摩擦力传递示意图
(3)充液阀变化引起的爬行。如图1、2所示,两油缸共用一个充液阀,充液阀关闭后,Y1和Y2两油缸由连通油管连接,Y1与Y2油缸连通。Y1油缸下腔综合摩擦力Σf1,通过活塞将力减小1/N传递到Y1油缸上腔,其值为Σf2。Σf2经由连通油管传递到Y2油缸上腔,通过Y2活塞增大N倍加载到Y2油缸下腔,其值为Σf3,使Y2油缸下行加快。当Y2油缸位移量超过扭力轴允许值,扭力轴起作用,Σf3通过扭力轴连接块,转换为扭力轴的力矩,其值为Σt3。将力矩Σt3通过扭力轴又转换为Y1油缸下腔的力,其值为Σf4,Σf1与Σf4大小相等,方向相反,作用在Y1油缸上,互相抵消。Y1、Y2油缸完成一次动态调整,达到力、速度、位置新的同步。扭力轴反复交替调整,机液扭力轴系统调整幅值与调整频率较高,系统稳定性变差,容易形成爬行。
如果Y1、Y2两油缸分别使用单独充液阀系统,两油缸之间没有联通油管。Y1油缸下腔综合摩擦力不会影响到Y2油缸,机液扭力轴系统调整幅值与频率都低,系统相对稳定,爬行消失。在速度要求较高的情况下,两油缸分别使用单独充液阀系统相对稳定,但成本较高。
2.2 油缸引起的爬行
油缸的爬行是在滑动表面出现周期性粘滑状态,在密封件情况下,爬行是发生在弹性密封件和金属配合之间的接触面上,有时会导致振动引起爬行。
(1)表面粗糙度引起的爬行。机械导轨与油缸柱塞表面越粗糙,摩擦因数就越大,两个相对运动的表面峰顶间的实际有效接触面积就越小,使单位面积上的压力增大,零件运动表面磨损加快。随着接触面粗糙度的增大,接触面刚度逐渐减小,阻尼逐渐增大,损失部分能量。当粗糙度达到一定值时,接触界面产生振荡,即高次谐波,对机械机构动态性能影响较大[5],此类影响会引起油缸爬行。
(2)密封件沟槽尺寸公差引起的爬行。油缸密封圈、导向带、防尘圈尺寸公差的合理选配,决定着密封性能和油缸内摩擦力的大小。如果配合公差太大,密封件压缩变形小,摩擦阻力小,但密封性能下降,容易引起油缸挂流或内泄漏现象。如果配合公差太小,密封件挤压变形大,密封件压缩变形大,挤压力大,一方面柱塞不能形成有效的润滑,另一方面油缸内摩擦力增大且不均匀,容易产生爬行。
多台设备中将柱塞尺寸公差在原公差尺寸基础上减小0.20mm,密封圈沟槽尺寸公差加到0.25mm。结果液压系统返程压力由以前的8~9MPa降到3~4MPa,减少了50%,说明由于密封件尺寸公差选配的改变,油缸内综合摩擦力降低了50%。最合理的尺寸公差不是样本或CAD设计软件选择的,是实践试验得出的。样本或CAD软件只推荐了通用公差配合值,针对不同的机械设备,不同的工作情况,油缸密封方案、密封圈、导向带、防尘圈尺寸公差、形位公差要求是不一样的。如果公差尺寸合理,密封件在密封槽中的舒展性好,密封件挤压变形合适,密封圈对柱塞的摩擦力影响小且均匀。处理好油缸柱塞、密封槽表面粗糙度,油缸柱塞、密封槽尺寸公差,油缸引起的爬行基本可以解决。
2.3 低速引起的爬行
当物体运动速度较大时,往往来不及停止,因而其起动后不会出现静摩擦力而只有动摩擦力。这样,就不会出现从动摩擦力突然降低到静摩擦力的情况。另外,速度较大,物体不容易处于摩擦力负阻尼区段运行,因而也就不大会产生摩擦力下降情况,也就不会出现低速导致爬行[6]。低速爬行是机械运动系统,液压油缸低速运行常见现象,如果速度要求更高,需要先进的控制技术,比如电液比例控制系统等。
2.4 机械扭力轴工作引起的爬行
液压系统-油缸-扭力轴-导轨-滑块组成的机液混合系统,其工作调整过程就是产生微小爬行的过程,如果机械间隙或安装精度超出公差范围,其调整的幅值与频率超出合理范围产生爬行,其工作原理在本文2.1(3)中已论述。处理好机械系统设计刚度、安装、调整、间隙配合、润滑状态对解决爬行效果理想。
3 爬行的综合预防
爬行原因分析清楚后,解决方法相对简单。对于扭力轴折弯机存在的普遍性爬行问题,需要系统的综合预防。从液压系统、油缸设计、工艺编制、加工方法、零件检验、油缸装配等全过程着手。
(1)在设计方面制定折弯机专用油缸设计规范,详细到密封方案、粗糙度、倒角、形位公差、尺寸公差、技术要求等方面。同时突破标准和样本的推荐值束缚,根据实践经验标注尺寸和相关技术要求。
(2)在工艺方面制定油缸专项加工工艺路线和详细的工序、工步,并结合加工设备情况确定加工设备参数。
(3)检查部门制定详细的油缸检验作业指导书,确定关键质量控制点,严格质量过程控制。
(4)部装和组装制定详细的装配、试验工艺规范,由专人进行油缸的加工、转运和装配。
(5)保证外购密封圈、导向带、防尘圈的采购质量,选择名牌产品,严控进货渠道。
[1]王东明,等.基于T-CPU的多缸电液比例同步控制系统研究与应用[J].制造技术与机床,2012,(6).
[2]官忠范,主编.液压传动系统(第3版)[M].北京:机械工业出版社,2013-01月.
[3]雷天觉,主编.液压工程手册[M].北京:机械工业出版社,1990.
[4]美孚工业润滑油公司.保持“最佳粘度”,激发液压能效[J].现代制造,2015.
[5]郑淑丽.粗糙度对接触界面动态特性的影响研究[J].机械研究与应用.2014,(4).
[6]官忠范,主编.液压传动系统(第3版)[M].北京:机械工业出版社,2013.
[7]邹炳燕,等.液压管路故障分析及解决措施[J].液压气动与密封,2015,(9).
Reason analysis and solution ofslide craw l for torsion shaft synchronous press brake
LIU Minxiang,WANG Jiping
(Key Lab of Automation and Information Technology of Pipe Making Equipment of GANSU Province, Tianshui Metalforming Machine Tool Co.,Ltd.,741020,Gansu China)
The phenomenon of slide crawl on torsion shaft synchronous press brake during working process in engineering practice has been introduced in the test.Several kinds of reasons of the slide crawl and the specific solution have been analyzed.Aiming at the common slide crawl issue existing in the torsion shaft synchronous press brake,the comprehensive precaution has been put forward.
Torsion shaft synchronous press brake;Slide crawl;Hydraulic oil cylinder
TG315.5+4
B
10.16316/j.issn.1672-0121.2016.05.011
1672-0121(2016)05-0037-03
2016-03-07;
2016-05-13
刘民祥(1967-),男,高级工程师,甘肃省领军人才,从事剪折机床及JCOE焊管装备液压技术研究与应用。E-mail:qa-wdm@163.com
