酱香型白酒企业生产计划与控制系统设计
2016-12-06雷晓军
李 强,雷晓军,张 华,梅 剑
( 铜仁学院 大数据学院,贵州 铜仁 554300 )
酱香型白酒企业生产计划与控制系统设计
李 强,雷晓军,张 华,梅 剑
( 铜仁学院 大数据学院,贵州 铜仁 554300 )
通过对酱香型白酒酿造工艺、生产车间流程进行调查研究,针对性介绍最优生产技术OPT中瓶颈的矩阵识别法与DBR系统,探索了酱香型白酒企业在生产过程的瓶颈算法,初步设计出酱香型白酒生产的DBR流程图,为酱香型白酒企业在控制瓶颈资源和编排生产作业计划方面提供了一定的参考。
OPT; 矩阵识别; 生产计划与控制; DBR
酱香型白酒作为我国三大香型白酒之一,因其神秘的酿造工艺、悠久的饮用历史、深厚的文化底蕴、深受广大消费群体的喜爱。其典型代表茅台酒更是跻身世界三大名酒之列,这使得酱香型白酒具有不可估量的发展前景。因此,对酱香型白酒生产的研究具有特殊的意义和价值。
基于酱香型白酒的酿造与工艺、季节、原料、水质、环境以及空气微生物的含量等有着直接的联系,大部分酱香型白酒企业分布在贵州北部、四川南部的赤水河一带,主要企业有贵州茅台集团、贵州习酒、郎酒集团、泸州老窖、大唐酒业等,其中贵州茅台最具规模,效益最好,最具有核心技术,因此是最具典型代表的酱香型白酒。
近年来随着国家针对白酒生产企业的深化改革、转型升级、创新引领的政策的实施,许多企业加快了现代化步伐。酱香型白酒企业也进行了多方面的改革,其中贵州茅台最具代表。然而,在一系列改革当中,几乎所有的企业都把重点集中在了微生物发酵、勾兑、包装以及营销等环节,却忽略了一个重要的环节:生产计划与控制。仅靠酒师的经验来计划与控制物料的投入是不科学的,很难使整个生产达到平衡状态,不仅会造成生产资源的严重浪费,还会制约整个生产的系统化。如何运用科学有效的方案拟定企业的生产计划,以及控制企业整个生产环节有序进行,使企业在生产控制中减少资源的浪费同时创造更大的利润,显得尤为重要。
1.酱香型白酒企业现状分析
1.1.酱香型白酒的价值
酱香型白酒最重要的品质在于它纯天然酿造,其独特的酿造技艺,卓越的品质以及独具特色的酒品风格,是其他蒸馏酒不能相比的。随着经济的不断发展,酱香型白酒企业在国民经济中的比重也越来越大。酱香型白酒已经逐渐成为一些地方的支柱产业。以中国酒都仁怀为例,根据仁怀市2012年国民经济和社会发展执行情况报告,2012年仁怀市全年实现地区生产总值341亿元,而酱香型白酒业实现总产值317亿元,贡献率达到惊人的92.9%。数据显示:2005年,酱香型白酒所占全国白酒市场的份额还不到5%,却占据了20%的行业空间。2010年,酱香型白酒的销售收入已达350亿元,占全国销售
总额的13.2%,利润空间占到全国整个白酒行业的28%。2011年,酱香型白酒的销售收入首次超越450亿,已经占到全国白酒比重的15%,增速达到惊人的33%,远远高于其他香型白酒。基于这些数据,业内专家预测到2020年,酱香型白酒将占据中国整个白酒市场份额的30%以上。
1.2.酱香型白酒企业发展状况
近年随着国民经济的复苏,白酒行业逐渐走出低迷,经济效益出现好转。酱酱香型白酒越来越受到人们喜爱和认可,酱香型白酒企业的效益出现了井喷式增长。在这种情况下,许多酱香型白酒企业开始扩大生产规模,而以往生产其他香型的白酒企业也改为生产酱香型白酒。仅仅中国酒都仁怀的酱香型白酒生产经营户就达400户左右,酒类生产商标更是多达1350个,总体上呈现出分布比较散、生产规模小、无牌乱酿造的局面,不利于集中管理。
2.酱香型白酒在DBR下的生产计划与控制系统设计方法
2.1.瓶颈识别的矩阵算法
考虑酱香型白酒生产的周期性,这里运用武汉大学管理学院周峰教授所提出的瓶颈矩阵识别法探索酱香型白酒在生产过程中的瓶颈资源。我们假设在生产过程中计划量不超过市场需求,各生产环节的物料供应充足[4],则按如下步骤进行:
(1)根据计划期产品的市场需要量计算各产品的需要量。
设T:计划期;Aj:第j种最终产品(j=1, 2,…n);aij:第j种最终产品Aj需要i号零件数量(i=1, 2,…m),其中

Q:第T期产品的市场需要量;QT:T期第j种最终产品Aj的需要量,其中

依据以上可求得T期各种产品零件需要量为q
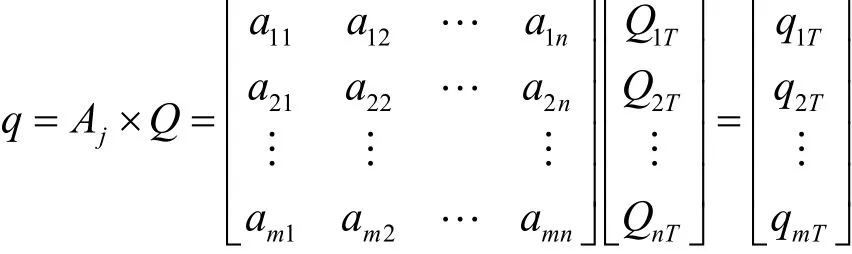
其中qiT表示T期第i种零件的需要量。
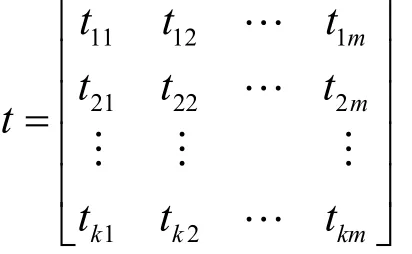
(2)通过对各项生产资源所在计划期负荷量的计算,主要是依据各项生产资源所生产各种零件具体的生产定额标准以及各零件的实际生产量。零件生产定额标准按工时定额表示,而零件的生产量就是零件的需要量。
设Jk表示第k项生产资源生产第i种零件的工时定额,则工时定额矩阵
各项生产原料负荷量矩阵
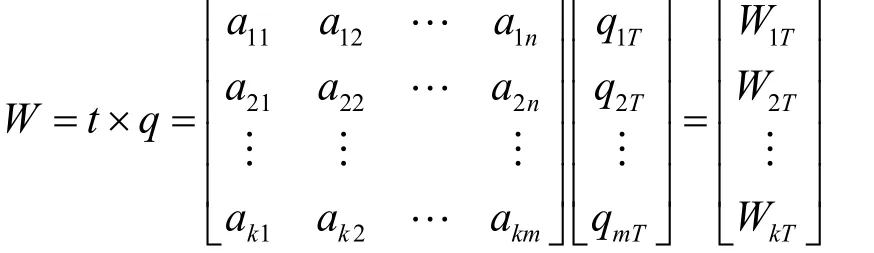
其中WkT:表示第k项生产资源在T期的负荷量。
(3)确定计划期的有效生产能力。各项生产资源在计划期的有效生产能力取决于计划期的期限和工作时间。
设PkT为第k项生产资源计划期有效生产能力矩阵

(4)确定瓶颈资源:生产负荷与有效生产能力的比即是生产资源负荷率,因此假设MkT表示第..项生产资源在T期内的负荷率,从而得到各项生产资源的负荷率为

若MkT≥100%,则第k项生产资源在T期内为瓶颈资源。而针MkT的结果通过运用MATLAB软件进行运算。
2.2.酱香型白酒生产计划与控制的DBR生产控制流程
由酱香型白酒生产的特殊性,工序流程单一且顺序固定。我们把粉碎、拌曲配料、踩制成形、入仓堆积发酵、折曲、贮存、高粱破碎、润粮、蒸粮、堆凉拌曲、堆积发酵、蒸馏、勾兑、包装14道工序分别用1至14编号用k表示(1≤k≤14,表示工序类型)。根据各工序生产设备及技术参数所生成表1。
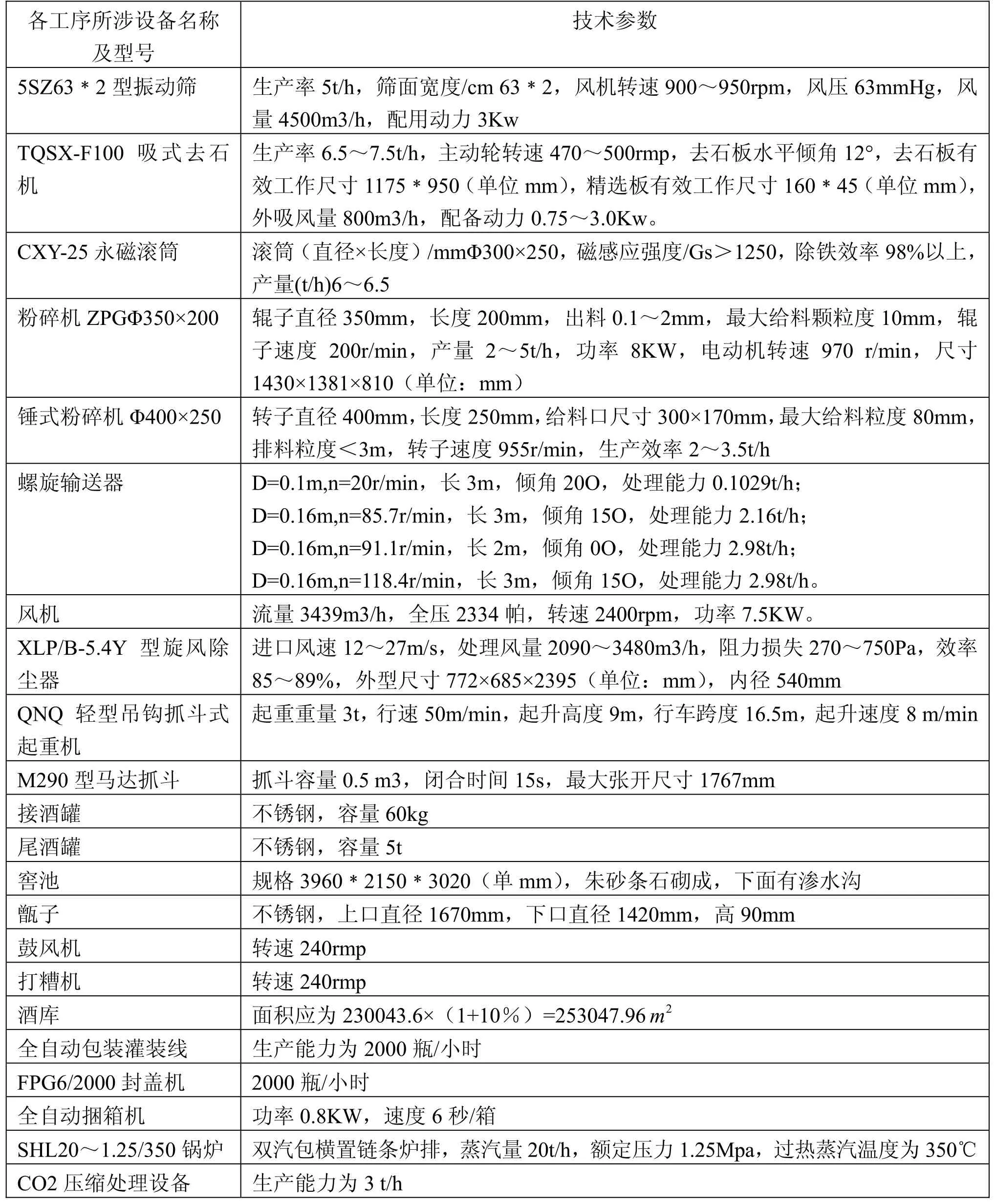
表1 生产工序控制流程
根据瓶颈矩阵算法,则设T:生产计划期;Aj:第j种最终出厂酒(j=1, 2,…n 表示酒的种类);Aij:表示第j种最终出厂酒Aj所需i号组成元素数(i=1, 2,…m ,表示组成元素型号);Q:T期产品市场需求量;QT:表示第j种最终出厂酒Aj的需求量;Q:T期各种出厂酒组成元素的需要量;qiT:第i种组成元素的需要量;JK:第k项生产资源;tki:第k项生产资源生产第i种组成元素的工时定额;WkT:第k项生产资源在T期的负荷量;PkT:第k项生产资源在T期内的有效生产能力;MkT:第k项生产资源在T期内的负荷率。运用上面的公式可以算出每一个MkT,即每个生产工序的负荷率,从而找到酱香型白酒生产过程中的瓶颈工序。由于酱香型白酒生产流程相对单一,这里暂不考虑关键工序与非关键工序的排序问题。根据DBR原理得到生产流程图如图1所示[5]。
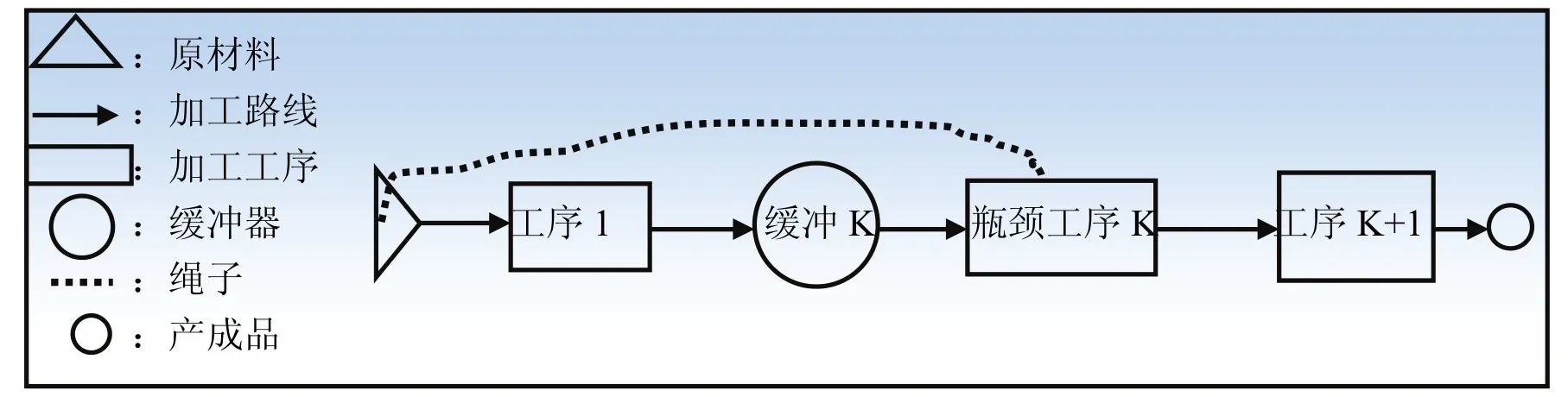
图1 生产流程图
说明:对于瓶颈工序K,这里K存在且取值不唯一。它控制着整个生产系统的节奏,企业的整个内部生产与外部需求都必须与之同步。从计划与控制的角度:它相对于DBR中的“鼓”,反映了系统对约束资源的利用,只有是瓶颈它保持最大负荷运作,才能使系统达到产出最大的目的。对此,我们采取以下措施:
(1)在缓冲K处设置监控点,防止瓶颈资源K无效运作;
(2)在缓冲K出设置缓冲区,以防止前面工序出现波动而对其影响。如将所需的物料比计划提前提交、增加备用设备、维修防止机器出现故障等。
(3)采取动态加工批量和搬运批量,以此加大瓶颈的加工量,减少其装设时间和次数。例如采用传送带形式的物料投送的流水作业等。
(4)建过个通过“绳子K”来控制物料进入的系统,是无论瓶颈与非瓶颈设备均衡生产。防止瓶颈设备出现停工断料,库存过大,生产混乱的局面。
3.结论
论文主要运用最优生产技术OPT中的“瓶颈的识别”与“DBR控制系统”思想及原理,通过收集关于OPT和酱香型白酒生产的资料,学习和分析OPT在生产管理过程中的工作原理,尝试运用OPT中的一些生产管理方法,提供了一种酱香型白酒在生产过程中瓶颈识别的计算方法,以及控制瓶颈资源的简单操作流程及避免措施。
局限于所掌握的知识,加之时间的仓促,很多方面不能做深入研究。比如在研究酱香型白酒的生产过程中:没有解决生产作业的编排,运用MATLAB软件计算瓶颈的具体运算程序、人、自然的因素等。对于这些不足,我将在以后的生活中不断学习和研究。
[1] Von Neumann J. Morgenstern O. Theory Games and Economic Behavior[M]. Prinecton New Jersey, Uniersity Press, 1944.
[2] Lucas W F. The Proof that a Game May Not Have a Solution[J]. Trans Am Math Soc, 1969, 137(4): 219-229.
[3] 王泉.OPT理论在纺织生产计划管理中的应用研究[D].济南:山东大学,2006.
[4] 周峰,尹柳营.识别生产系统瓶颈环节的矩阵方法[J].中国学术期刊文摘(科学快报),1998,4(1):10-12.
[5] 阚树林,刘赣,曾健民.基于OPT的生产作业计划与控制系统设计[J].工业工程与管理,2005,(5):16-21.
[6] 宋世崑.OPT提升宽带运营商资源收益[J].世界电信,2011,(1):109-111.
[7] 蒋善贵.生产计划与控制[M].北京:机械工业出版社,1995.
[8] 钟方达.酱香型白酒生产现状分析及思考[J].酿酒科技,2009,7(11):185.
[9] 袁仁国.白酒生产生活及无线[J].江西食品工业,2003,(1):12-16.
[10] 周志刚,田助中,胡彦华.对白酒酿造企业发展循环经济的思考[J].酿酒科技,2008,(11).
[11] 雷晓军.证券组合多目标化[J].商场现代化,2007,(8).
[12] 谭绍利,吕云怀.茅台酒大容器自动化控制勾兑技术研究[J].酿酒科技,2010,(5).
The design of enterprise of Maotai liquor production planning and control system
LI Qiang, LEI Xiaojun, ZHANG Hua, MEI Jian
( School of Data Sciences, Tongren University, Tongren, Guizhou 554300, China )
The identification of matrix method of the bottlenecks and DBR system in the opt (optimized production technology) are introduced. The bottleneck algorithm in production process in the Maotai Liquor Enterprises is discussed, and a sauce flavor liquor production flow chart of the DBR is designed by investigating on the brewing process and production workshop process of Maotai flavor liquor. This can provide consultation for Maotai liquor enterprises in terms of bottleneck resources and arrange production plan control.
OPT, matrix recognition, production planning and control, DBR
O29
A
1673-9639 (2016) 04-0159-04
(责任编辑 毛 志)(责任校对 印有家)
2016-04-12
国家自然科学基金资助项目(61364003)。
李 强(1977-),男,贵州铜仁人,副教授,硕士,研究方向;数学建模,数学教育。雷晓军(1958-),男,贵州铜仁人,教授,硕士生导师,研究方向:优化理论及应用。张 华(1980-),男,重庆人,教授,硕士生导师,研究方向:程序算法。
