基于网络环境的食品分拣视觉检测系统设计
2016-12-05严培培
严培培
(江西科技学院机械学院,江西 南昌 330098)
基于网络环境的食品分拣视觉检测系统设计
严培培
(江西科技学院机械学院,江西 南昌 330098)
以网络环境为基础,对食品分拣视觉检测系统进行研究,通过分析食品分拣系统的设计要求和设计原理,建立食品分拣系统结构模型,并以面包为对象进行食品中心位置检测试验,结果表明:试验误差范围在-1%~4%,满足分拣视觉处理的精度要求,可为其它工业自动化分拣系统设计提供参考。
食品;分拣;网络结构;视觉检测
随着科学技术的快速发展和产业结构的调整,工业机器人技术、网络技术、视觉检测技术不断被引进到食品生产行业中,这些技术不仅降低了生产成本和劳动强度,还提高了生产效率、保证了产品的质量[1]。
传统的食品生产行业主要依靠人工来完成食品的分拣,效率非常低,而且会造成食品的二次污染[2]。机器人视觉技术主要是为机器人建立视觉检测系统,动作达到灵活性和柔性化要求,对所处的环境具有一定的适应性。在生产线中主要采用Eye-to-Hand的方式实现目标抓取[3]。国外已有利用视觉检测技术来完成对未知目标的检测。中国起步比较晚,主要集中在科研机构,如天津大学与哇哈哈集团研发基于Delta 机器人的果奶装箱机构和沈阳新松研发的工业搬运机器人等[4]。为实现食品分拣视觉系统的开发应用,试验拟以网络环境为基础,对食品分拣视觉检测系统进行研究,旨在提高分拣视觉处理的精度,减小误差范围。
1 食品分拣系统的设计原理及模型构建
1.1 分拣系统的设计要求
由于市场对高品质的产品需要以及人工成本的增加,生产企业不断将机器人生产线投入车间。特别是食品生产行业,对其安全性能要求极高。食品的分拣系统主要是由一系列的工业控制机、工业相机以及运动控制器等组成[5]。在对其设计的过程中,应满足四点要求:① 各运行机构性能高效稳定;② 执行机构具有高度的灵活性和柔性化,能够完成不同的产品规格化和标准化;③ 在控制系统工作的过程中具有一定的自适应性和自动识别的功能;④ 在整个包装食品分拣过程中,实现无人接触,确保食品的安全卫生。
1.2 分拣系统的设计原理
机器视觉系统工作原理见图1,整个机器的食品分拣系统主要是工业计算机、运动器、工业相机、交流伺服系统。当食品在生产线上运动时,工业相机会对其进行拍照,将得到的图像通过数据总线传到工业控制机中,通过一定的算法对图像进行处理和判断,得到的食品属性信息会传送到执行机构中,交流伺服系统根据发来的指令完成食品分拣[6]。
1.3 分拣系统的结构模型
根据分拣系统的设计要求与原理,进行了分拣系统的结构建模(见图2)。模型由五部分组成,分别为PC机、工业相机、执行机构、工控机、数据传输设备。在系统构建安装过程中,应该保证各装置的协调性。主要控制的核心是PC机,对整体布局也是非常重要的。工业相机安装在执行机构的前面,并且拍照的宽度要比传送带的宽度略大,合理的布置也为后续的软件设计提供了依据。
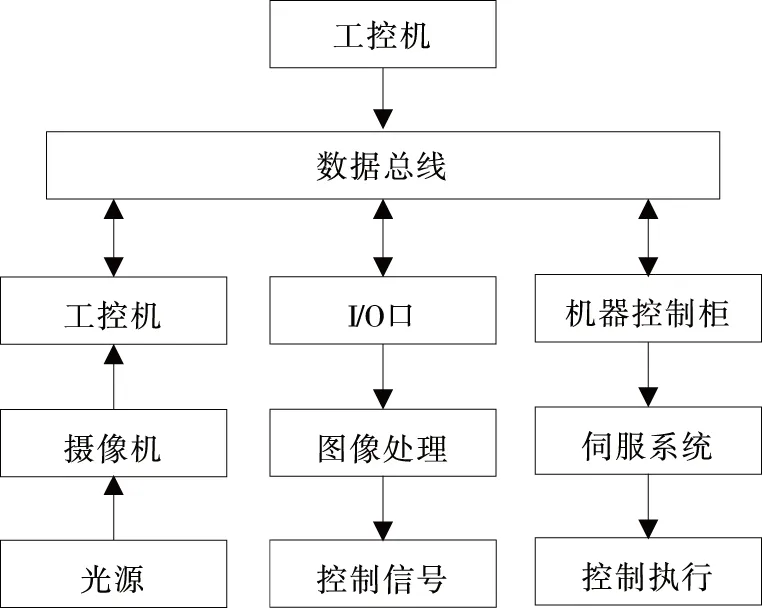
图1 机器视觉系统工作原理图
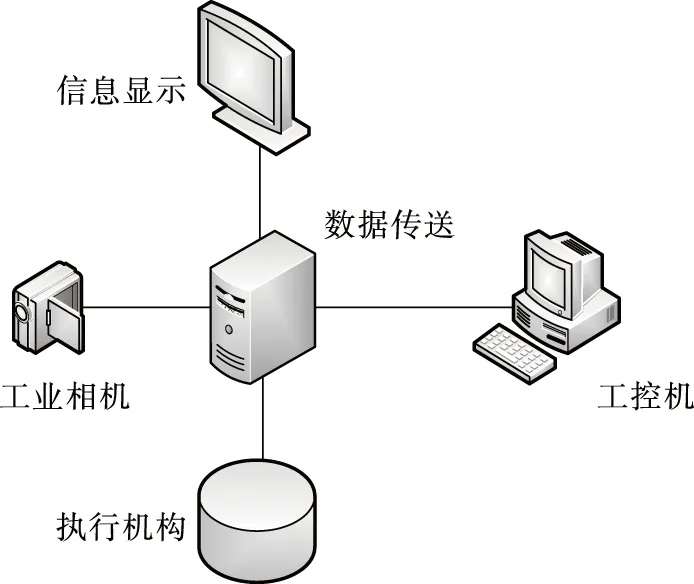
图2 分拣系统的结构模型
2 硬件选型及网络结构
整个工业机器人系统是以Motoman系列为本体,其为6轴多关节型,由交流伺服电机驱动[7]。该机器人系统的控制柜能够与计算机进行通信。
2.1 工业相机
在对食品进行拍照时,光源的选取非常重要。它能够检测物品的突出部分,而且光源的稳定性对图像的质量影响非常大[8]。因此,考虑成本的情况下,尽量保证其不受其他光源的干扰。综合亮度、稳定性、寿命等属性参数,试验选定LED光源。
图像的采集不仅要考虑速度、方式、分辨率等,而且要考虑精度、视野、成本和寿命等。CCD相机通过反射的光线,经过镜头传播至CCD芯片上,根据累积的电荷,对其进行滤波和放大处理,最后对图像进行输出,并非采用常规的采集卡,而是通过网络的传播,直接送到服务器[9]。经过比较,选择DALSL系列的工业相机(基于以太网协议开发)。其参数为:80万像素、外形尺寸95 mm×50 mm×16 mm,光圈手动,以64帧每秒的速度进行扫描,分辨率可以达到1 024×768。
2.2 工控机
在食品分拣系统中,工控机是控制的大脑,对其选择直接决定着图像的处理和执行机构的效率。但是在实际过程中,还要考虑安装、防尘等。综合比较下,选择研华科技的610L型工控机[10]。其参数为:处理器Dual-Core,主频3 GHz,内存4 G。
2.3 网络控制
食品分拣系统以工业以太网为总体结构,可实现不同系统的协调。图3为网络控制结构图,在运行的过程中,运用工业相机对食品的信息进行采集,存在主机中。在对系统进行逐级分类时,HMI可以设置不同的参数,并对出现的异常情况及时进行处理,将结果反映到主机中[11]。管理级主要是工控机和服务器,现场级可以将处理的信息进行交换,实现一定的操作。
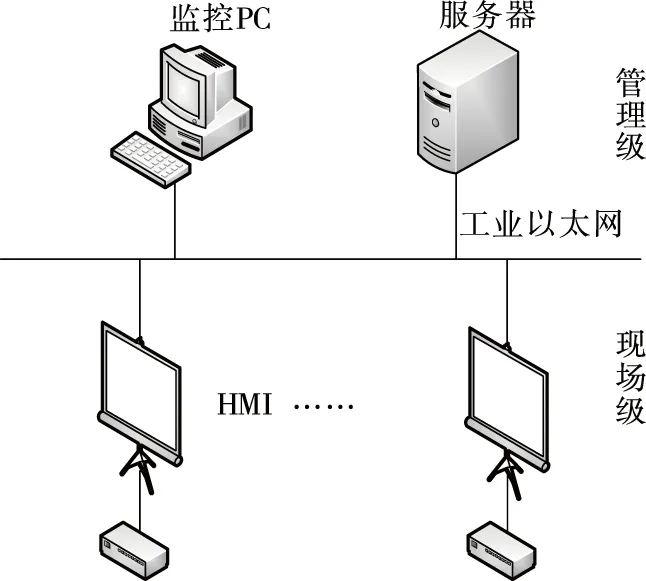
图3 网络控制结构图
3 软件设计
系统的软件主要是由人机交互界面、视觉软件、运动控制组成。通过人机界面的信息分析处理,由视觉软件传递给控制部分,系统见图4。在视觉系统选取时,要满足3个要求:① 鲁棒性能要高;② 系统要能保证可靠和准确性;③ 整个系统的算法要能对实际情况完成实时性和通用性[12]。根据上面选择的工业相机,DALSA系列的相机采用的视觉软件是Sherlock。其是基于VC软件开发的,视觉采集的过程主要是图像信息的收集,根据运用的算法,对特征提取。然后基于VC环境,对控制系统进行实时处理,保证数据的正确分析和准确无误的传送,及时达到控制端,为执行机构运行奠定基础[13]。
4 视觉系统的开发
软件Sherlock具有强大的不同数据通讯接口,不仅拥有
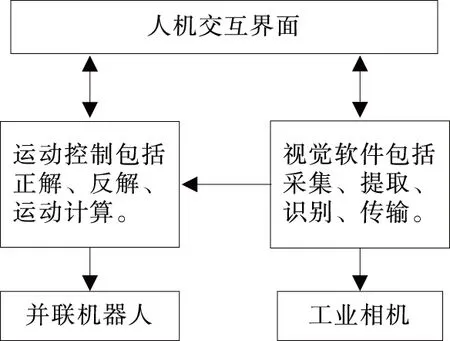
图4 软件系统图
高等的编辑功能,而且支持第三方工具开发以及特殊工具的定制[14]。此视觉系统的开发就是基于此展开的。在整个设计的过程中,首先基于VC的开发视觉环境对软件进行处理,实现与Sherlock软件的连接。然后对比不同食品图像,实现算法的结合。最后对扫描到的特征进行配对,并反馈给控制系统。
经过一定的运算,编写图像采集的程序:
void CmypicprosysDlg::OnBnClickedStartBtn()
{ if (m_bstate)
SetTimer( 1 ,m—timer, NULL);//每秒执行一次
GetDlgItem(IDC_START_BTN)-〉SetWindowText(“暂停”);
KiliTimer(l);
GetDlgltem(IDC_START_BTN)->SetWindowText(“开始处理”);
m_bstate=!m_bstate;}
在对系统进行处理时,速度也是重要的影响因素。影响其快慢的主要是图像处理时间和VC数据的处理,故有必要对其进行系统检测[15]。
5 实验结果与分析
选取面包为研究对象,经过实验验证,获得图像见图5。
经过实际验证,发现视觉软件处理得到的结果与实际的食品距离存在误差。根据中心点来算(图6),其误差范围为-1%~4%,能够满足视觉处理的精度要求。但是对于所需的旋转角度来说,不同的软件算法并不一样,加上不同的误差波动是比较大的,其误差值为-6%~9%,基本满足设计的要求。
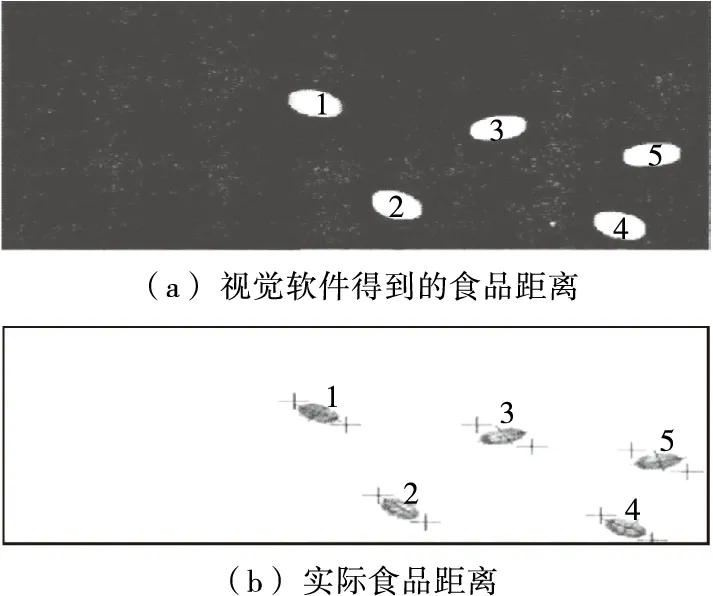
图5 食品中心位置图像
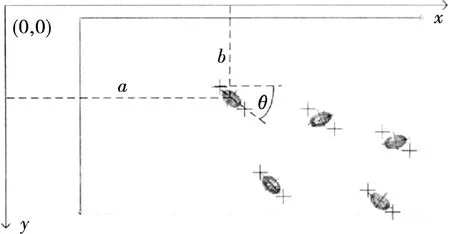
图6 实际食品中心位置检测
6 结论
本试验以网络环境为基础,对食品分拣视觉检测系统进行了研究,通过分析食品分拣系统的设计要求和设计原理,建立了食品分拣系统结构模型,采用80万像素,进行速度扫描为64帧每秒,分辨率为1 024×768的DALSL工业相机,610L型的工控机作为系统硬件,Sherlock为系统软件,实现了食品分拣视觉系统的开发。以面包为对象进行食品中心位置检测试验,结果表明,试验误差范围在-1%~4%,满足分拣视觉处理的精度要求,这为其它工业自动化分拣系统设计提供了参考。
[1] 晏祖根, 李明, 徐克非, 等. 高速机器人分拣系统机器视觉技术的研究[J]. 包装与食品机械, 2014(1): 28-31.
[2] 严培培. 面向非典型食品生产的高速机器人分拣系统设计[J]. 食品与机械, 2016, 32(2): 94-97.
[3] 蒋毅, 李正洋, 应在恩, 等. 食品分拣机器人动力学仿真[J]. 食品与机械, 2015, 31(5): 93-95.
[4] 袁欢. 基于计算机视觉技术的零件自动分检系统[D]. 杭州: 浙江理工大学, 2015: 23.
[5] 霍罡. 基于PLC的工件表面检测与分拣控制系统设计[J]. 微计算机信息, 2012(6): 42-43.
[6] 张朝阳. 基于视觉的机器人废金属分拣系统研究[D]. 北京: 中国农业大学, 2015: 21.
[7] 王卫翼, 张秋菊. 基于机器视觉的虫蚀葵花籽识别与分选系统[J]. 食品与机械, 2014, 30(2): 109-113.
[8] 杨芳, 吴进军. 基于机器视觉的机针智能质量检测分拣系统设计[J]. 制造业自动化, 2013(16): 18-20.
[9] 李勇, 伍先达, 邢武, 等. 基于机器视觉的零件表面瑕疵自动分拣系统设计[J]. 自动化与仪器仪表, 2010(5): 40-41, 44.
[10] 修学强, 姜鑫. 一种食品自动传送分拣机的结构设计与控制实现[J]. 食品工业, 2014(9): 203-205.
[11] 刘子龙. 基于机器视觉的快速分拣食品包装系统研究[D]. 汉中: 浙江工业大学, 2015: 32.
[12] 何探. 基于机器视觉的Tripod机器人分拣算法研究与应用[D]. 广州: 华南理工大学, 2015: 26.
[13] 王振杰, 孙晔, 顾欣哲, 等. 计算机视觉技术对食品腐败检测的研究进展[J]. 食品安全质量检测学报, 2015(8): 2 969-2 975.
[14] 蒋毅, 李正洋, 应在恩, 等. 食品分拣机器人动力学仿真[J]. 食品与机械, 2015, 31(5): 93-95, 148.
[15] 李啸宇, 张秋菊. 颗粒状食品视觉检测分选技术的发展[J]. 食品工业科技, 2014(13): 378-381, 386.
Design of visual inspection system for bulk food sorting based on network environment
YANPei-pei
(JiangxiUniversityofTechnology,DepartmentofMechanicalEngineering,Nanchang,Jiangxi330098,China)
Based on the network environment, the food sorting visual inspection system was studied. Through the analysis of the design requirements of food sorting system and the design principle, the food sorting system structure model was established, and the bread was taken as the garget for food center position detection test. The results showed that: test error in the range of -1%~4%, meet the requirements of precision sorting and visual processing and can provide a reference for the design of other industrial automatic sorting system.Keywords: food sorting; network structure; visual inspection; control system
严培培(1985-),女,江西科技学院讲师,硕士。
E-mail:yuyansiying@163.com
2016—05—27
10.13652/j.issn.1003-5788.2016.10.025
