陕西某金矿氰化尾渣的浮选活化试验
2016-12-02冯炎飞
张 斌 冯炎飞 张 勇
(陕西煎茶岭镍业有限公司)
·矿物加工工程·
陕西某金矿氰化尾渣的浮选活化试验
张 斌 冯炎飞 张 勇
(陕西煎茶岭镍业有限公司)
陕西某金矿选厂外购金矿氰化尾渣回收金,尾渣金品位2.21 g/t,载金矿物黄铁矿部分氧化,浮选提金难度较大。为确定合适的活化剂,进行硫酸铵和硫酸铜浮选活化试验。结果表明,该尾渣磨矿至-0.044 mm 92%进行 3粗1扫—粗精矿合并精选提金,使用硫酸铵作活化剂可获得金品位33.80 g/t、回收率39.79%的精矿。相比硫酸铜,精矿金品位和回收率分别提高了6.9 g/t、1.07个百分点,且尾矿硫含量更低。因此可以使用硫酸铵代替硫酸铜作为该金矿氰化尾渣浮选的活化剂,且经济效益显著,可供类似尾渣浮选回收金参考。
氰化尾渣 硫酸铵 硫酸铜 活化剂
我国大部分黄金选矿厂采用氰化法提金,产生了大量的氰化尾渣。这些尾渣通常含有金、银、铜、铅、锌等多种有价元素,对其进行回收会为企业带来良好的经济效益,目前已有选厂成功应用浮选法回收氰化尾渣中的金,并得到较好的回收效果。
陕西某金矿资源枯竭,生产用的金矿大部分为外购金矿氰化尾渣。该尾渣金品位较低,残留有氰化钠,且由于长期堆放,载金矿物黄铁矿存在一定程度的氧化,降低了其可浮性,选矿难度较大。为提高生产工艺指标、尽可能降低选矿成本,需加强活化黄铁矿,因此对该氰化尾渣进行硫酸铵和硫酸铜两种活化剂浮选试验。
1 试样性质
试样取自陕西某金矿选厂外购的金矿氰化尾渣,破碎至-2.8 mm后混匀,进行主要化学成分分析结果见表1。

表1 主要化学成分分析结果 %
注:Au的含量单位为g/t。
表1表明,试样硫含量不足0.40%,可直接进行浮选提金。由于试样含泥较多,浮选前应进行预先脱泥。
2 试验结果与讨论
2.1 磨矿细度验证试验
在-0.044 mm 92%条件下进行磨矿细度验证试验,试验流程见图1,结果见表2。

图1 细度验证试验流程

表2 细度验证试验结果 %
注:Au的品位单位为g/t。
从表2可以看出,粗精矿与中矿回收率合计55.12%,总体回收率较为理想,说明磨矿细度-0.044 mm 92%能满足生产要求,但粗精矿品位较低,只有7.53 g/t,达不到市场销售要求,仍需进一步选别。
2.2 活化剂试验

从表3可以看出,3种药剂制度下精矿和中矿回收率基本相当。相比硫酸铜,单独使用硫酸铵精矿回金收率高3.16个百分点,金品位高 8 g/t;相比硫酸铜和硫酸铵组合使用,单独使用硫酸铵精矿金回收率可提高1.69个百分点,金品位提高6 g/t,且尾矿硫含量更低。可见硫酸铵对尾渣中黄铁矿的活化作用较硫酸铜要强,且具有选矿富集比更高、药剂成本低的优点。

图2 金矿开路试验流程
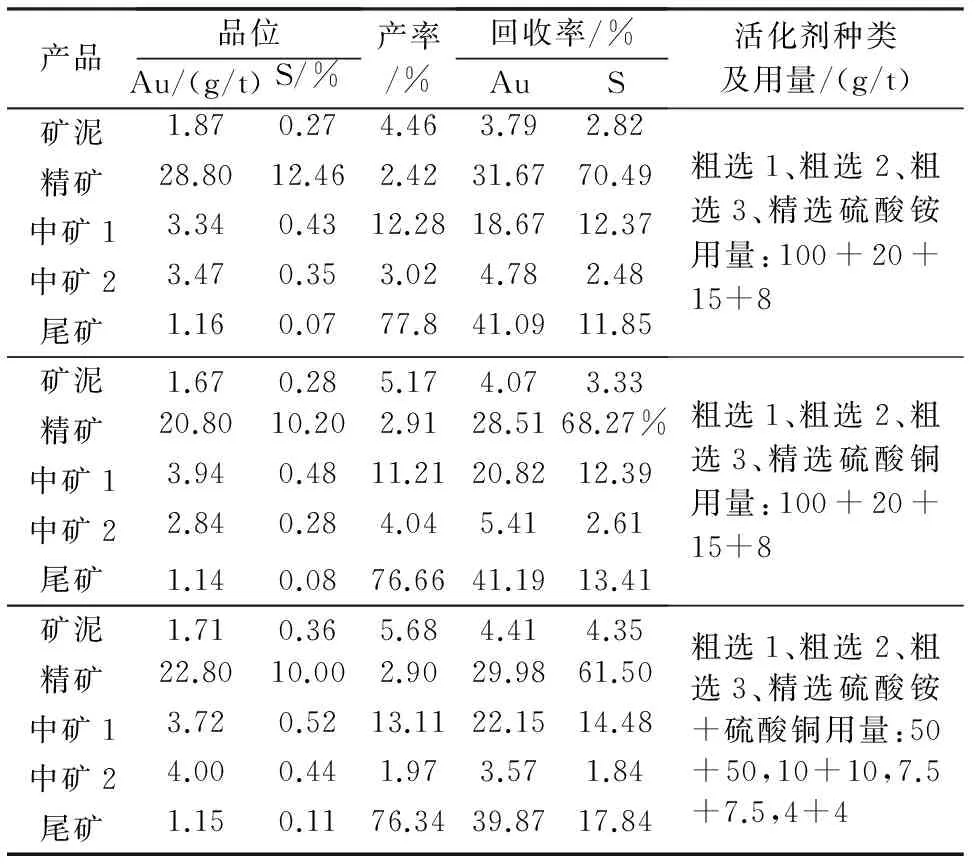
产品品位Au/(g/t)S/%产率/%回收率/%AuS活化剂种类及用量/(g/t)矿泥1.870.274.463.792.82精矿28.8012.462.4231.6770.49中矿13.340.4312.2818.6712.37中矿23.470.353.024.782.48尾矿1.160.0777.841.0911.85粗选1、粗选2、粗选3、精选硫酸铵用量:100+20+15+8矿泥1.670.285.174.073.33精矿20.8010.202.9128.5168.27%中矿13.940.4811.2120.8212.39中矿22.840.284.045.412.61尾矿1.140.0876.6641.1913.41粗选1、粗选2、粗选3、精选硫酸铜用量:100+20+15+8矿泥1.710.365.684.414.35精矿22.8010.002.9029.9861.50中矿13.720.5213.1122.1514.48中矿24.000.441.973.571.84尾矿1.150.1176.3439.8717.84粗选1、粗选2、粗选3、精选硫酸铵+硫酸铜用量:50+50,10+10,7.5+7.5,4+4
2.3 闭路浮选试验
在开路试验的基础上,分别使用硫酸铵和硫酸铜作活化剂进行浮选闭路试验,试验流程见图3,结果见表4。
从表4可以看出,单独使用硫酸铵作活化剂对该氰化尾渣浮选提金,精矿品位和回收率分别为33.80 g/t、39.79%,较使用硫酸铜为活化剂分别提高了6.9 g/t、1.07个百分点,且尾矿硫回收率降低7.75个百分点,说明硫酸铵能很好地活化载金矿物,能有效提高精矿回收率,降低尾矿硫品位。硫酸铵的使用,可避免因使用硫酸铜而与硫化钠发生化学作用造成药剂的浪费,消除残留的铜离子对后续浸出作业的影响,有利于浸出作业回收率的提高。

图3 闭路试验流程

表4 闭路浮选试验结果 %
注:Au的品位单位为g/t。
3 结 论
(2)采用3粗1扫—粗选精矿合并精选流程浮选该氰化尾渣,相比使用硫酸铜作载金矿物黄铁矿的活化剂,硫酸铵可使精矿金富集到30.0 g/t以上,满足销售要求,同时回收率提高1.07个百分点,且能降低尾矿硫含量。粗略计算, 采用硫酸铵代替硫酸铜为活化剂后,每年可为选厂增加经济效益 573.27万元。
[1] 路明福,温建波.氰化尾渣综合回收工艺及实践[J].黄金,2010(10):52-54.
[2] 雷占昌,祁之军,范志平.某黄金冶炼尾渣中铁回收试验[J].现代矿业,2012(7):90-91.
[3] 李学强,庄宇凯,冯金敏,等.氰化尾渣综合回收试验研究[J].黄金,2010(9):43-44.
[4] 陈士强,关国栋.浅谈含氰废水处理概况及进展[J].河南化工,2010(14):6-8.
[5] 王 君.从氰化尾渣中浸出金的试验研究[D].昆明:昆明理工大学,2015.
Experiment on Activate Flotation of Gold Mine Cyanide Tailings from Shaanxi
Zhang Bin Feng Yanfei Zhang Yong
(Shaanxi Jianchaling Nickel Industry Co., Ltd.)
Gold was recovered from outsourcing gold cyanide tailings from a gold plant of Shaanxi. Gold grade of tailings is 2.21 g/t, gold carrier mineral pyrite is partial oxidized, gold recovery by flotation of is difficult. To find the appropriate activator, activation flotation experiment was carried out using ammonium sulfate and copper sulfate. Results show that the tail slag ground to -0.044 mm 92% and via three roughing-one scavenging, rough concentrates mixed and selected gold, when using ammonium sulfate as the activator, concentrate with gold grade of 33.80 g/t and recovery of 39.78% was obtained. Compared with copper sulfate, gold grade and recovery increased 6.9 g/t and 1.07 percentage points, and with lower sulfur content in tailings. So ammonium sulfate can be used instead of copper sulfate as the gold cyanide tailings activating flotation, and the economic benefit is remarkable, results can be used for reference in the similar tailings flotation for gold recovery.
Cyanide Tailings, Ammonium sulfate, Copper sulfate, Activator
2016-08-03)
张 斌(1990—),男,工程师,724300 陕西省略阳县何家岩镇。
