承压设备两大CI法的图像质量评价
2016-11-30无锡市锅炉压力容器学会无损检测专委会无锡214026
李 衍(无锡市锅炉压力容器学会无损检测专委会 无锡 214026)
承压设备两大CI法的图像质量评价
李 衍
(无锡市锅炉压力容器学会无损检测专委会 无锡 214026)
介绍承压设备超声检测计算机成像(CI)两大主流技术——TOFD法和PAUT法有关检测结果图像显示质量的等级评定要点。相位灰度对比度和端部分辨力,是TOFD斑马纹图的像质评定要素;相应于脉冲回波动态曲线的色谱显示,是PAUT彩虹图的像质评定要素。结合焊接试样中已知缺陷的检测显示,给出了像质评定示例。引述了最新国际动态,意在为国内及早推出承压设备CI法相关图像质量评定标准提供有用借鉴。
超声检测 TOFD 相控阵 图像质量 灰度级 色谱
在超声计算机成像(CI)法中,图像质量是评价UT设备校验和检测设置正确与否的基本参数。
在TOFD法中,缺陷显示的正负相位灰度对比度和端部分辨力是评估图像质量的重要参数。在相控阵法中,缺陷信号的图像质量,是用彩色色谱表征。此图像色谱代表A型显示中反射体的回波动态曲线,借此可评估反射体尺寸。
本文介绍作为焊缝承压设备NDE“现在进行式”的两大CI(计算机成像)法——TOFD法和相控阵法的图像质量评定要领,并结合焊接试样中面型缺陷和体型缺陷的检测显示,给出像质评定的示例。两大CI法的图像特征(“斑马纹”图和“彩虹”图)概貌比照,如图1所示。
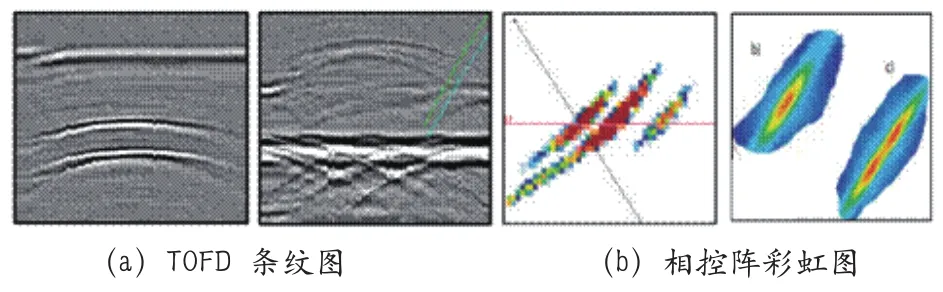
图1 焊缝两大CI法图像特征比照
1 衍射时差(TOFD)法
1.1TOFD 图像特征
●1.1.1灰度条纹
TOFD法基于衍射现象,正负相位的声波用相关于声强的不同灰度级表示。此灰度级条纹(又称斑马纹)由A扫描(或波形)信号转化而来,如图2所示。

图2 A扫描波形转化为不同等级的灰度条纹
TOFD图像一般是由A扫描的射频波形转换集积而成的黑白条纹显示(通常称为D扫描显示),TOFD黑白条纹的灰度层次与A扫描波形相位和波幅的对应性如图3所示。直通波和底波信号分别呈有一定宽度的、连续的黑白相间的条纹,中间的面状缺陷,则呈现上端部信号和下端部信号转化的两道黑白相间的条纹,缺陷信号的条纹显示介于直通波与底波信号条纹显示之间。所有信号的条纹显示均为多周期信号的条纹显示。

图3 A扫描波形与D扫描图像的相关性
●1.1.2相位信息
TOFD灰度级条纹图显示相位信息,有些信号呈白-黑-白条纹,有些则呈黑-白-黑条纹。借此可识别波源(缺陷上端部或下端部等),也可用于缺陷定量。根据入射脉冲的相位(通常为负电压),直通波是正相位;随后,第一个衍射(缺陷上端部)信号是负相位,第二个衍射(下端部)信号是正相位,而底面信号是负相位。典型的TOFD布置和A扫描射频波形及正负相位显示的图例见图4。此相位信息对TOFD检测图像信号的解释评定很有用,因此,射频(RF)信号和不检波信号常用于TOFD检测。图像中的相位信息可用于正确识别和表征信号属性(如缺陷上端部和下端部,以及缺陷类别等),也可用于缺陷准确测深定高。
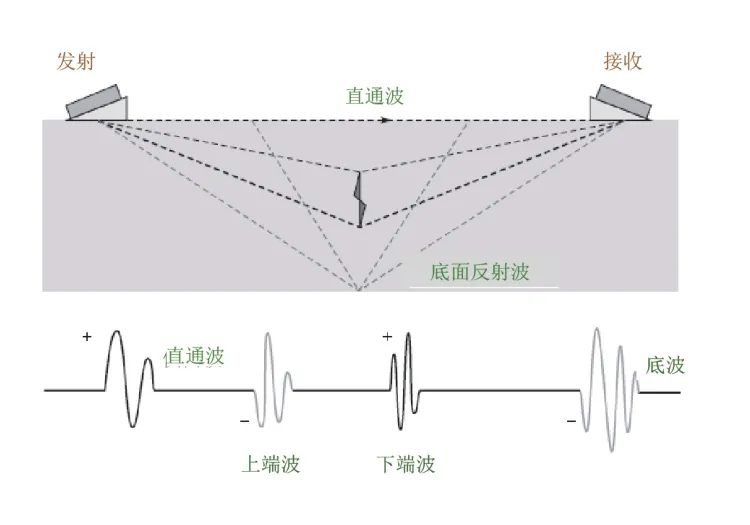
图4 标准TOFD布置与A扫描射频波形及信号相位显示
1.2TOFD像质测评[1]
为测评TOFD图像质量等级,特制作了板厚60mm的焊接试板作为校验试样,试样中加工了两条宽1mm的人工线槽和一个φ3mm 横孔,分别代表面型和体型缺陷。
图5即为测评TOFD法图像质量用的校验试样和专用扫查器。扫查器由微型电机驱动,无需更换硬件,能同时进行平行扫查和非平行扫查。

图5 测评TOFD法图像质量用的校验试样和专用扫查器
用TOFD双探头对上述校验试样用不同中心间距(PCS)作TOFD检测时,人工缺陷显示的不同图像质量等级示例,如图6~图11所示。
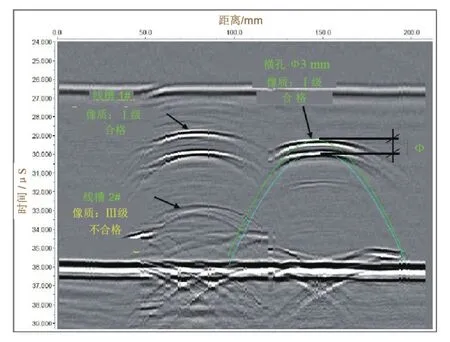
图6 线槽和横孔的斑马纹显示和像质评定例(1)
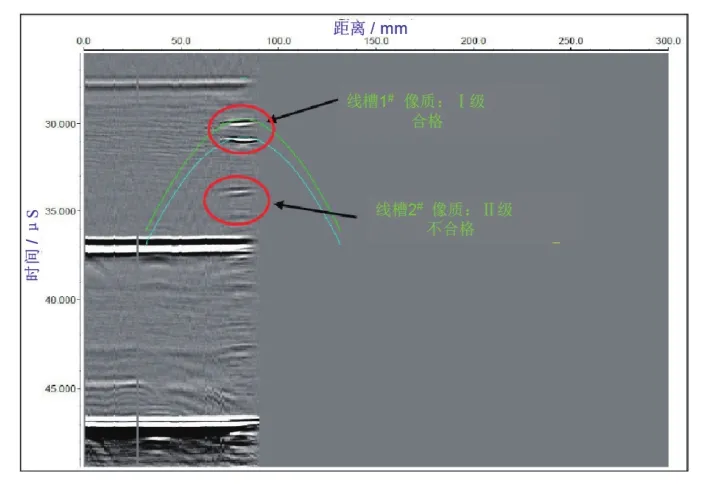
图7 线槽的斑马纹显示和像质评定例(2)
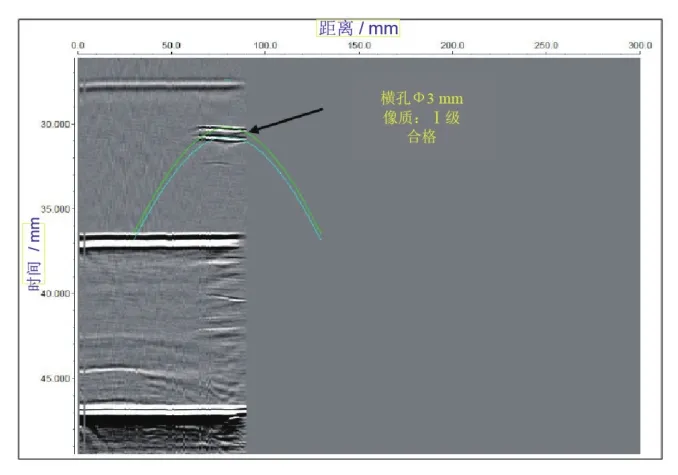
图8 横孔的斑马纹显示和像质评定例(3)
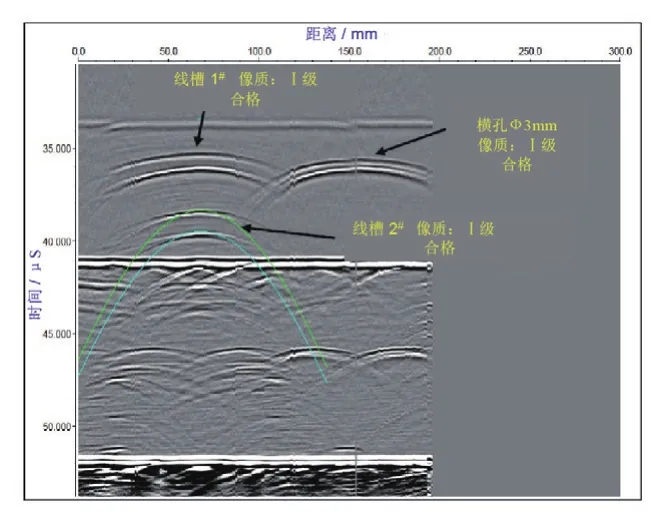
图9 线槽和横孔的斑马纹显示和像质评定例(4)

图10 横孔的斑马纹显示和像质评定例(5)
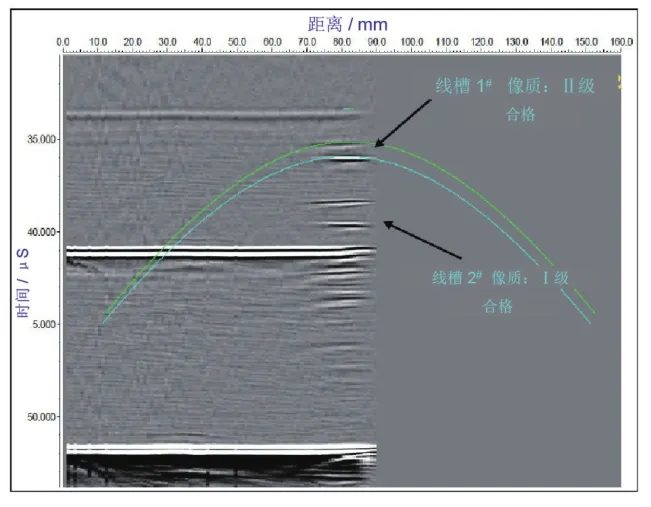
图11 线槽的斑马纹显示和像质评定例(6)
图12归纳了面型和体型两类缺陷、三种等级的TOFD图像质量特征。Ⅰ级:缺陷上下端部斑马纹(黑白条纹)轮廓清晰,给出的断面测量值准确;Ⅱ级:缺陷上下端部斑马纹(黑白条纹)上清下糊,或上糊下清;Ⅲ级:缺陷上下端部斑马纹(黑白条纹)上下不清。
以线槽(代表面型缺陷)TOFD图像为例,其图像质量与线槽参数和检测参数的相关性见表1。TOFD图像的像质评估用相位灰度对比度(Ⅰ、Ⅱ、Ⅲ级)表示,端部分辨力高低评估用A、B、C表示。

图12 TOFD图像:“斑马纹”显示分级

表1 用TOFD法验证的图像质量分级(不同深度区)
2 相控阵(PA)法
2.1PA图像特征
与TOFD法一样,相控阵法的图像质量水平,也关系到焊缝超声检测设备的设置和检测能力。测评方法也用焊接校验试样中参考反射体的显示图像。典型的相控阵图像(称为彩虹图)有以下四种基色:

红黄蓝绿
理想的PA图像示例见图13。显示色谱由红→绿,代表回波声强由强→弱。
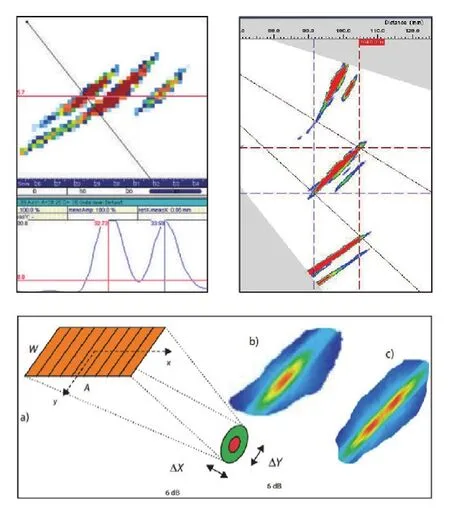
图13 理想的相控阵图像示例
在脉冲回波法中,我们常用回波动态曲线来对缺陷进行定量。必须采用ASME法规第V卷附录VIII规定的基于断裂力学的验收标准或基于非波幅法的技术进行定量时,则用缺陷端点寻找法定量。
相控阵(PA)是用多晶片(阵元)探头的脉冲回波法,而多晶片用不同的时间或相位激发声脉冲,如图14和图15所示。
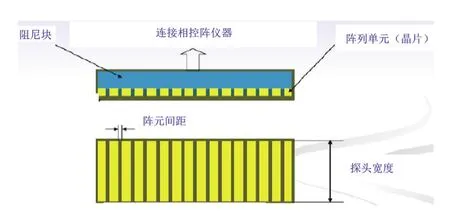
图14 由多阵元组成的相控阵探头

图15 相控阵激发脉冲和波前的形成
2.2PA像质测评[2]
PA最常用的扇形扫描显示的“下弦月”形图像对应于单晶脉冲法的回波动态曲线。
为使相控阵图像有对应于100% DAC的正确显示,典型相控阵图像的四种基色(红、黄、绿、蓝)须呈现在参考反射体的扇形扫描显示图中。此圆弧长度就是包含蓝—绿—黄—红—蓝的包络图像(见图16)。
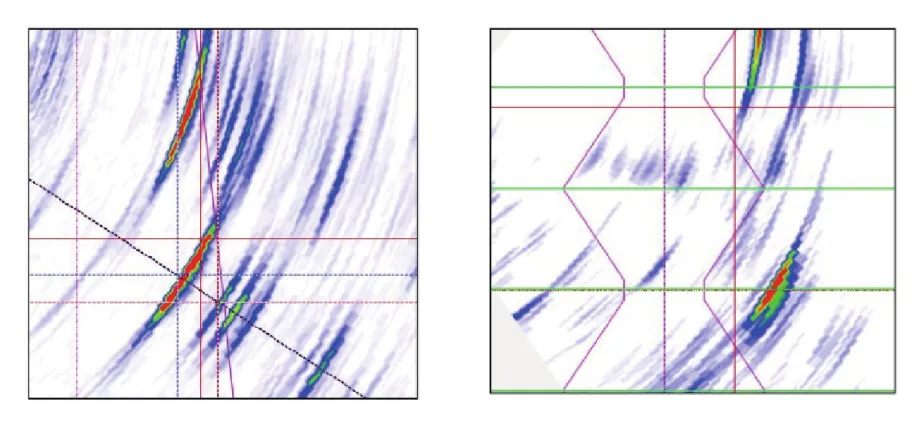
图16 含四种基色的相控阵扇形显示
图17示出了相控阵彩色编码的B型显示(横断面显示)与A扫描信号强度的相关性。

图17 彩色编码的检波A型显示信号用于创建彩色编码的B型显示
ASME 2013在第四章新增的附录NA P中,规定了PAUT的图像解读和评判,总共13张图;其中7张是图谱解读理念,6张是典型焊接缺陷图谱图例。
PA像质测评和PAUT读谱必须谙悉图像彩色与超声波幅强度的相关性。UT数据常用彩色信号图或“彩虹”图(Rainbow color palette)显示,彩色范围代表一系列信号幅度。通常,白色代表0%信号幅度,蓝色(或浅色)代表低信号幅度,红色(或深色)代表判废信号幅度[3](见图18)。

图18 彩色信号、黑白信号与信号强度的相关性(ASME 2013)
图19示出了相控阵对线槽作E扫所得彩虹图的色谱与A扫信号强度的相关性[4]。
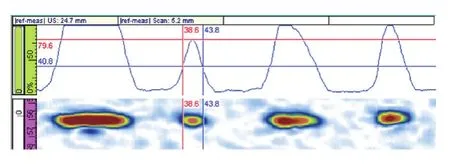
图19 PA图像色谱与A扫信号强度的相关性
优质像质是确保PAUT缺陷检测可靠和定量准确的基本条件[5-6]。图20说明声束角度校准对缺陷准确定位、表征的重要性;图21说明像质和光标位移取值对缺陷准确定量的重要性。

图20 未校准的试件B扫显示和折射角已校准的B扫显示比照
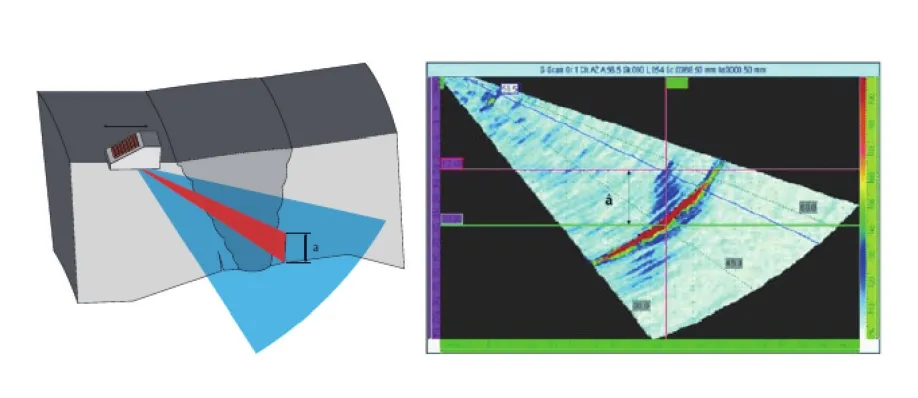
图21 焊接试样裂纹实高(参数α)与PAUT S扫显示裂纹测高(参数â)
有缺陷显示的超声相控阵图像,按显示的基色组成可划分成三种质量等级,如图22所示。
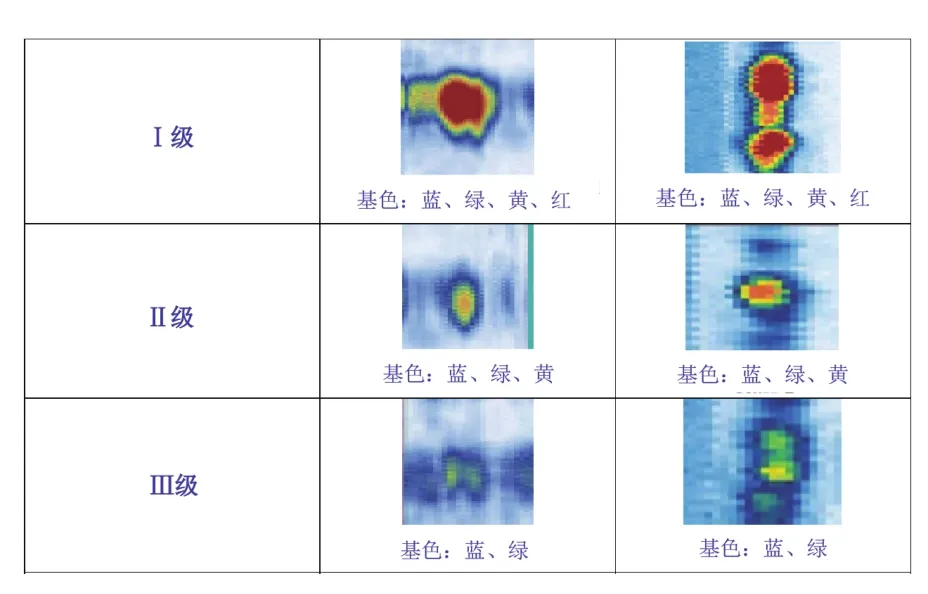
图22 相控阵超声图像的质量分级
3 小结
当今成为承压设备计算机超声成像检测(CI)技术主流的TOFD法和PAUT法,系统校验和检测设置关系到检测结果的图像显示,而图像显示的有效性与可靠性相关于图像质量。
1)TOFD法的图像质量等级一分为三,像质参数主要有两个:一是相位对比度,二是端部分辨力。
2)PAUT法的图像质量等级也一分为三,按原色组成(红黄蓝绿)划分,对应于A扫描动态回波曲线。影响像质的参数主要是:频率、角度、聚焦法则。
以上有关承压设备焊接接头CI检测图像质量评定的初步研讨,可供国内同仁操作借鉴。至于CI像质的定量评价,各级CI像质与系统参数、设置参数的相关性,还需结合检测实际,进一步深化、细化和标准化。
[1] Nardoni G, Nardoni P, Folzano. Accuracy Capability of TOFD Technique in Ultrasonic Examination of Welds[R]. Rome:15th World Conference on Non Destructive Testing, 2000.
[2] Nardoni G, Certo M, Nardoni P, et al. Time of Flight Diffraction and Phased Array Techniques for the detection of small transversal in hydrocraking units welds in CrMoV steel[J]. Material Evaluation, 2011, 69(7):890-891.
[3] ASME BPVC (2013) SectionⅤ,Art.4,NA P Phased Array (PAUT) Interpretation[S].
[4] R/D Tech. Introduction to Phased Array ultrasonic Technology Application: R/D Tech Guideline[M]. Quebec City, Canada, 2004.
[5] 王悦民,李衍,陈和坤. 超声相控阵检测技术和应用[M]. 北京:国防工业出版社,2014:12.
[6] 李衍. 承压设备PAUT典型缺陷图谱解读[A].第十届全国无损检测学术年会论文集[C]. 南昌:2013,406-414.
Evaluation of Image Quality for Two CI Technologies Used in Inspection of Pressure Equipment
Li Yan
(NDT Subcommittee of Wuxi Boiler and Pressure Vessel Society Wuxi 214026)
The key points of evaluating displayed image quality in the two big mainstream CI (Computerized Imaging) technologies, namely TOFD and PAUT, are presented. The essential element of image quality is the grey level as phase contrast and the tips resolution in the Zebra of TOFD, and the spectrum of colors representing pulse echo dynamic curves in the Rainbow of PAUT. The evaluation examples are given, using the obtained displays in inspection of welded samples with some known artificial defects. By means of viewing the latest international development, the intention is to provide useful references for establishing image quality evaluation standards of CI technologies used in pressure equipment at home.
Ultrasonic testing TOFD Phased array Image quality Grey level Spectrum of colors
X959
B
1673-257X(2016)01-0053-06
10.3969/j.issn.1673-257X.2016.01.013
李衍(1940~), 男,高级工程师,NDE责任工程师,从事无损检测技术研究工作。
(2015-04-23)
