管板堆焊层母材侧超声波检测的实验研究
2016-11-30涛刘献游付相辉段小伟四川省特种设备安全管理协会成都60000四川省特种设备检验研究院成都60000四川川润动力设备有限公司自贡64000
吕 涛刘献游付相辉段小伟(.四川省特种设备安全管理协会 成都 60000)(.四川省特种设备检验研究院 成都 60000)(.四川川润动力设备有限公司 自贡 64000)
管板堆焊层母材侧超声波检测的实验研究
吕 涛1刘献游2付相辉3段小伟3
(1.四川省特种设备安全管理协会 成都 610000)
(2.四川省特种设备检验研究院 成都 610000)
(3.四川川润动力设备有限公司 自贡 643000)
加热器管板堆焊层超声波检测,传统检测方法是从堆焊层进行检测,此种方法检测时只能将堆焊面粗车后才能进行检测,这样造成大量人力物力浪费。从管板堆焊层母材侧进行检测由于管板母材已金加工不需再加工就可进行检测,从管板堆焊层母材侧进行检测就没有从堆焊层进行检测而造成浪费极大的问题。通过试验提出了管板堆焊层母材侧检测的检测工艺,得出管板堆焊层母材侧检测对于使用碳素钢丝极堆焊的高压加热器是可行的且能极大的减少浪费,降低生产成本。
管板 堆焊层 超声波检测
对于压力容器加热器管板堆焊层的超声波检测,传统的检测方法是从堆焊层进行检测,此种检测方法存在着很大的缺点:由于超声波检测对表面粗糙度要求较高,堆焊完成后,只能将堆焊面粗车后才能进行超声波检测。而大部分缺陷为母材和过渡层的未结合(见图1),在对缺陷进行返修时,就只能将没有缺陷的堆焊层面及过渡层一起气刨掉,然后重新补焊,这样既费时又费力,而且造成大量人力物力浪费。从管板堆焊层母材侧进行检测由于管板母材已金加工不需再加工就可进行超声波检测,另外如果提前从母材侧检测出过渡层的界面缺陷,就能避免其他几层堆焊完成后又对完好部位返修。显然从管板堆焊层母材侧进行检测就没有从堆焊层进行检测造成的效率低下浪费极大的问题,然而从管板堆焊层母材侧进行检测是否可行,检测效果能否满足质量要求,对此笔者进行了实验研究。

图1 母材和过渡层的未结合缺陷
1 实验方案
根据统计调查:高压加热器管板丝极堆焊合格率较高,主要缺陷是夹渣。低压加热器和换热器管板带极堆焊焊接质量较差,主要缺陷是母材与堆焊层界面的未结合,以及过渡层和面层中的夹渣和未融合。
针对管板堆焊质量情况和超声波探伤现状分析,母材侧表面粗糙度满足检测要求,制定的实验方案是:
1)丝极堆焊,在堆焊完第一层后,带极堆焊在过渡层堆焊完成后,直接从母材侧进行超声波检测;
2)把堆焊层和母材的界面缺陷检测出来并进行返修,然后堆焊后面几层,当面层堆焊完成后,从母材侧再进行超声波检测;
3)将堆焊面粗车,从堆焊侧进行超声波检测;
4)将母材侧检测数据与堆焊侧检测数据进行对比分析。
2 实验步骤
2.1制作对比试块。
笔者参照国内探伤标准及相关文献资料,结合实际情况,制作了T1、T2,T3型对比试块(如图2、图3、图4所示)。试块的材料20MnMoⅣ,堆焊方法与管板实际堆焊工艺一致,母材厚度T,堆焊层厚度δ均与实际管板相同。

图2 T1试块

图3 T2试块

图4 T3试块
2.2制定堆焊层母材侧超声波探伤工艺
参照相关文献资料及相关标准,结合实际情况,制定出堆焊层母材侧超声波检测工艺:
管板堆焊超声波检测扫查方法位置如图5,图6所示:

图5 堆焊层侧探头布置
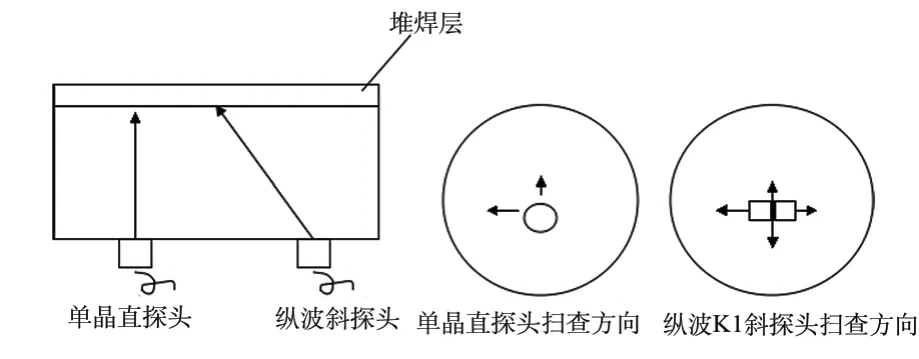
图6 母材侧探头布置
检测条件见表1。

表1 检测条件
检测工艺参数见表2。
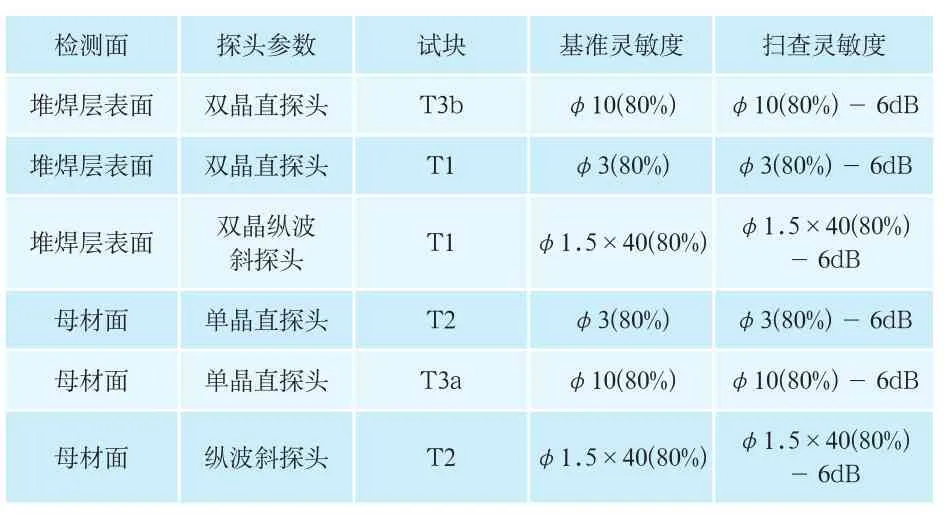
表2 检测工艺参数
2.3实际进行母材侧探伤检测并将检测结果与堆焊层侧检测结果对比
●2.3.1检测情况(见表3)
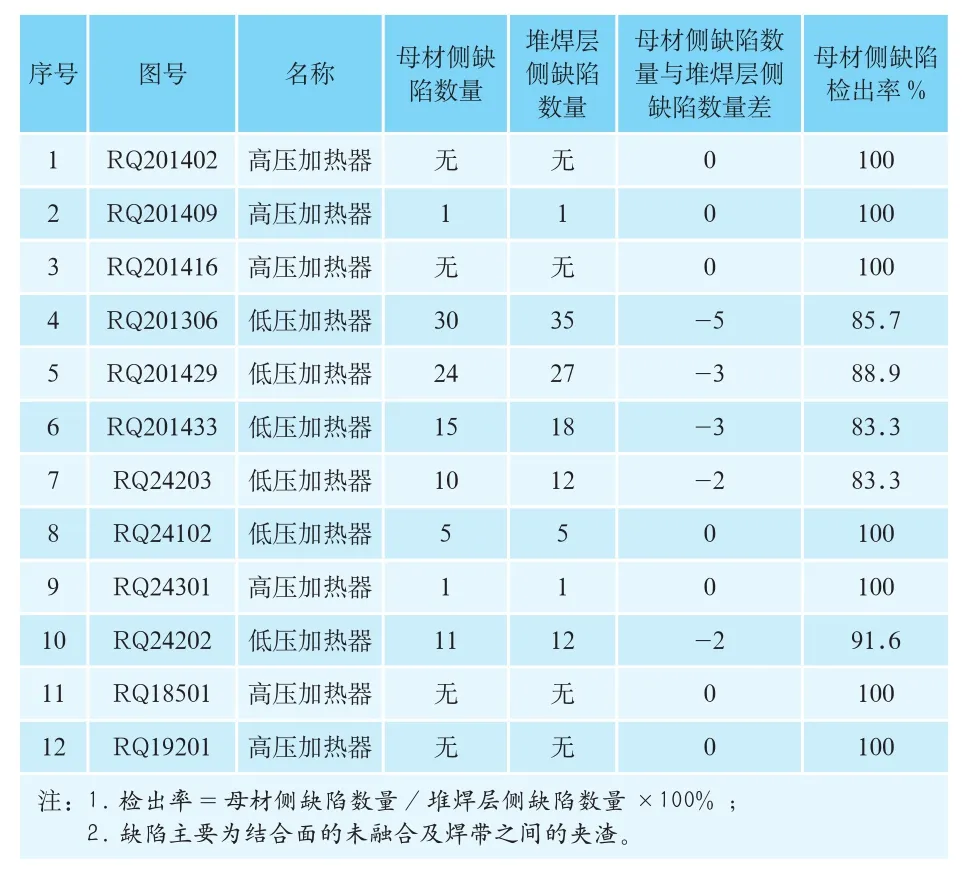
表3 检测情况
●2.3.2检测结果分析
1)高压加热器的管板堆焊从母材侧检测和从堆焊层侧检测,其检测结果均相同,而且堆焊缺陷数量明显低于低压加热器。
高压加热器一般使用H08A碳素钢丝极堆焊,作用是便于封口焊焊接,碳钢焊接性能好,焊接技术要求不高,所以焊接缺陷少,且缺陷性质单一基本均为夹渣。
2)低压加热器的管板堆焊从母材侧检测和从堆焊层侧检测,其检测结果从堆焊层侧检测优于从母材侧检测,且焊接缺陷数量较多。
这是因为从堆焊层侧检测使用双晶片探头双晶探头一发一收,检测灵敏度高。由于堆焊层各向异性,从母材侧检测,散射衰减严重,检测信噪比低,所以从堆焊层侧检测效果优于母材侧检测。
低压加热器过渡层使用ER309L≥3mm,面层ER308L≥5mm,带极堆焊不锈钢,过渡层作用是在过渡层与堆焊层之间获得具有较高韧性的过渡层,阻止表面裂纹向母材扩展;面层作用是防腐,带极堆焊温度不均,焊接规范要求严格,对操作人员技能要求高,容易产生缺陷。
3 实验结论
通过实验过程和结果分析得出以下结论:
1)使用碳素钢丝极堆焊的高压加热器 管板堆焊层母材侧检测缺陷检出的效果与堆焊层侧检测缺陷检出的效果相同,能满足缺陷检出要求。
2)带极堆焊不锈钢的低压加热器管板从堆焊层侧检测效果优于母材侧检测,应从堆焊层侧进行检测。
3)带极堆焊不锈钢的低压加热器堆焊层焊接质量较低时,可考虑增加堆焊过渡层后从母材侧进行检测,因大部分缺陷在结合层,利于及时对缺陷进行。这样就能防止因为缺陷返修而不得不把没有缺陷的过渡层和面层一起气刨掉而造成极大浪费的情况。从而减少产品完好部位的返修,缩短生产时间,减少材料浪费,提高产品一次合格率,极大的降低生产成本。当堆焊层全部完工后再从堆焊层进行检测。
4)母材侧检测优点:母材侧表面光滑,耦合效果好,无需机加工就能直接检测。成本低,效率高。
5)母材侧检测有如下两个缺点:
(1)检测精度略低于堆焊层侧检测,不适用于带极堆焊不锈钢的低压加热器管板堆焊层检测。
(2)从母材侧检出缺陷,最终返修还是从堆焊层侧,这样加大了检测人员做缺陷位置标记的难度,会产生一些误差。
[1] 许遵言. 不锈钢堆焊层母材侧超声波探伤的一些体会[J]. 无损检测,1999,21(6):270-273.
[2] JB/T 8931—1999 堆焊层超声波探伤方法[S].
[3] 于大伟,张忠海. 堆焊层复合层侧超声波探伤[J].一重技术,2008,06:69-71.
Experimental Research about the Ultrasonic Test on Base Metal Side of Tube Sheet Surfacing Layers
Lv Tao1Liu Xianyou2Fu Xianghui3Duan Xiaowei3
(1. Sichuan Special Equipment Safety Management Association Chengdu 610000)
(2. Sichuan Special Equipment Inspection Institute Chengdu 610000)
(3. Sichuan Chuanrun Power Equipment Co Ltd Zigong 643000)
The traditional ultrasonic detection of the heater tube sheet weld overlay is from surfacing layers side. Such tests may only be allowed after surfacing for rough turning, which caused massive human and material waste. Comparing with testing of the surfacing layer, there is no great waste due to the tube sheet material has no need for further processing. Testing process of tubes welded from base metal side is presented by experiment, it is suggested that tube sheet weld overlay material testing is feasible and can dramatically reduce waste, lower production costs for the high pressure heater of carbon steel wire welding.
Tube sheet Surfacing layers Test of ultrasonic
X924.2
B
1673-257X(2016)01-0019-03
10.3969/j.issn.1673-257X.2016.01.004
吕涛(1962~),男,本科,高级工程师,总工程师,从事特种设备安全管理工作。
(2015-05-28)
