全钢子午线轮胎成型机三角胶独立压合装置的设计和使用
2016-11-28张达能
张达能
(广州市华南橡胶轮胎有限公司,广东 广州 511400)
全钢子午线轮胎成型机三角胶独立压合装置的设计和使用
张达能
(广州市华南橡胶轮胎有限公司,广东 广州 511400)
全钢子午线轮胎成型机的三角胶压合是在胎面压合完毕后进行的,而改造过的NR3成型机,其三角胶是由独立的压合装置压合,且与胎面压合同步进行。对比发现天津机生产效率明显偏低。通过借鉴NR3机台的三角胶独立压合装置,根据天津成型机的特点,设计一套独立的三角胶压合装置,从而提高生产效率。
三角胶;压合装置;设计;生产效率
企业市场竞争力高低由多方面的因素影响,生产效率是其中一个重要的影响因素。关注设备生产效率的高低并持续优化制造工序,是我们设备管理与维护工程师本职工作的有效延伸,也是企业降低成本增加利润的有效途径。下面浅谈一下笔者设计用于成型机三角胶独立压合装置的过程和实施效果情况。
1 天津产成型机与NR3成型机三角胶压合的比较
1.1 天津产成型机原有三角胶压合装置机械结构与其工作原理
如图1,天津成型机的后压辊装置中三角胶压合是与胎侧压合使用同一压辊(称为三角胶胎侧压辊)。胎坯定型压合时,后压辊装置前移,一定距离后停下,气缸动作,胎面压辊开始压合胎面,胎面压合完毕,气缸收缩,同时压辊拉开,压辊通过蜗轮蜗杆传动实现旋转一定角度,让三角胶胎侧压辊与胎坯上的三角胶形成一定的角度再让气缸伸出进行压合,如图2。通常在角度调整到压合完三角胶,这过程会耗费20~30 s。
1.2 NR3成型机三角胶压合装置机械结构与其工作原理
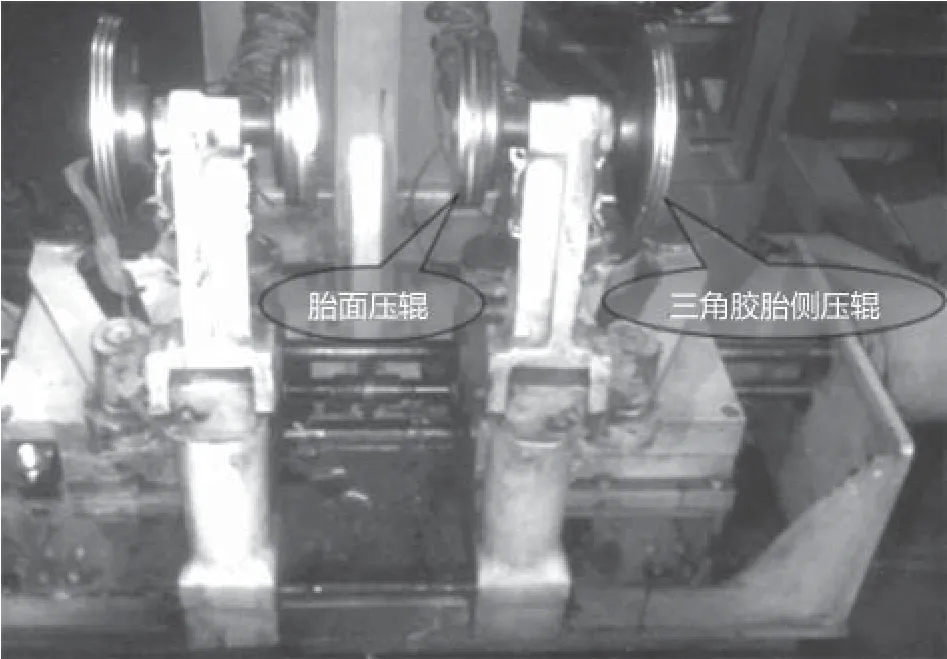
图1 天津成型机原有的压辊装置
如图3它是一套独立的三角胶压合装置,主要由安装支架主体、电机、链轮、两根圆轨、丝杠等零件组成。装置工作主要是靠三相电机带动链轮使丝杠动作,使安装在横梁上的三角胶压辊向下运动,到达压合位置后,电磁阀控制气缸伸出,使压辊压合三角胶,压合完毕,各机构按之前动作顺序,反向一一回位。由于三角胶压辊从原来的三角胶胎侧压辊独立出来,因此NR3的三角胶压合能实现与胎面压合同步进行,如图4所示。
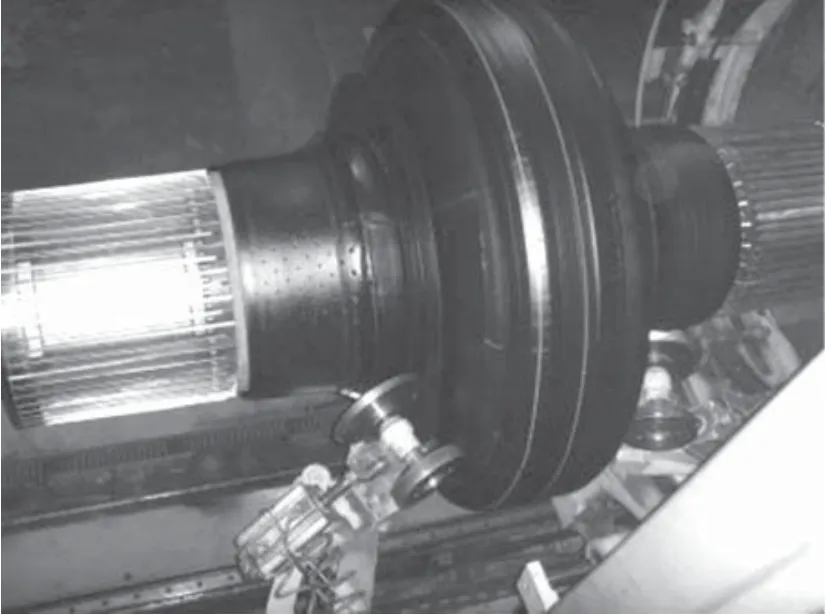
图2 天津机三角胶胎侧压辊旋转一定角度后压合三角胶
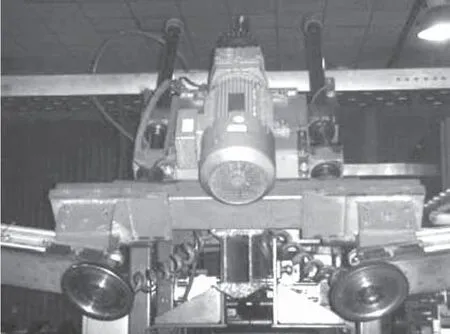
图3 NR3成型机独立的三角胶压合装置
1.3 NR3成型机与天津成型机压合时间比较
表1为NR3成型机与天津成型机的反包前胎坯压合时间统计对比。
图4 三角胶和胎面同步压合
表1数据可以看出,NR3成型机压合时间,平均每条胎坯比天津成型机的少用32 s左右。因此,在保证压合质量前提下,减少天津机的压合时间,能明显提升生产效率。因此天津机的独立三角胶压合装置的设计和使用很有必要。
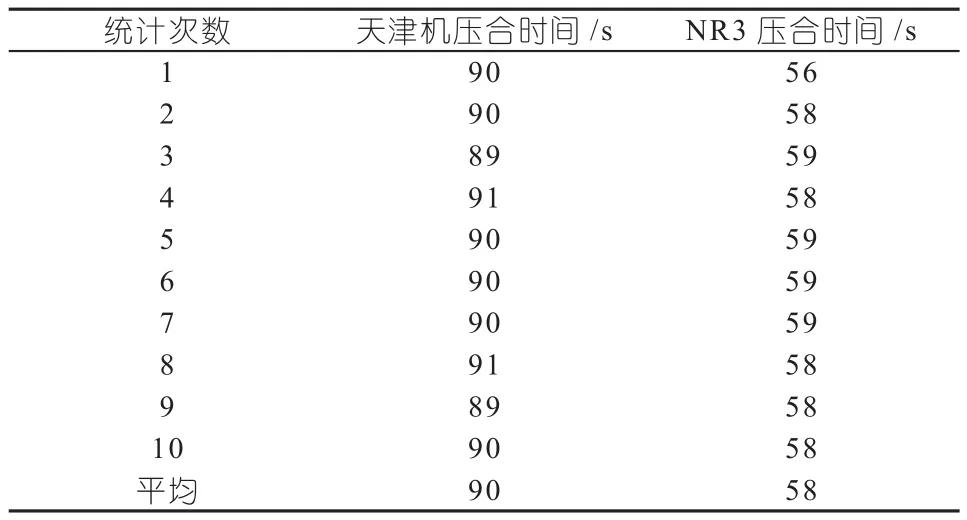
表1 NR3与天津机反包前胎坯压合时间数据分析
2 天津成型机三角胶压合装置的设计
2.1 压合装置组成、工作原理及各零件的设计
根据现场环境,如图5,现场测量成型鼓与垫胶架安装座间的各项距离尺寸,参考NR3现有的三角胶压合装置,同时考虑到避开传递环、圆导杆过成型鼓中心线、压合行程及确保两导轨与丝杆平行性等因素设计出如图6所示的压合装置主体。

图5 压合装置安装前的现场环境

图6 三角胶压合装置主体的3D设计图
三角胶压合装置主要由压辊、气缸、转架、横梁、左(右)侧板、电机横梁、带制动的电机减速机、圆柱导轨、主从动链轮、四头滚珠丝杆等零部件组成。其工作原理:在自动状态下,PLC输出信号使后压辊压合胎面,与此同时三角胶压合装置的电机通过变频控制,输出较高转速,通过链轮传动带动滚珠螺母转动,使得丝杆与横梁一起快速移动到三角胶压合的起始位;此时,气缸动作伸出使三角胶压辊压合三角胶,同时,电机通过改变频率令丝杆横梁以一较慢速度向上移动来实现压合,直至三角胶压合完毕,接着气缸缩回原位,同时电机快速带动横梁移回原点位置。压辊装置的静止靠电机尾部的刹车装置抱死实现,压辊的压合开始、结束等位置的确定则靠安装在从动链轮上的行程计数片和接近开关控制。
图7和图8分别为三角胶压合装置的主要零件中左侧板和电机横梁的设计图,图9为压合装置主体部分的装配图。

图7 左侧板设计图
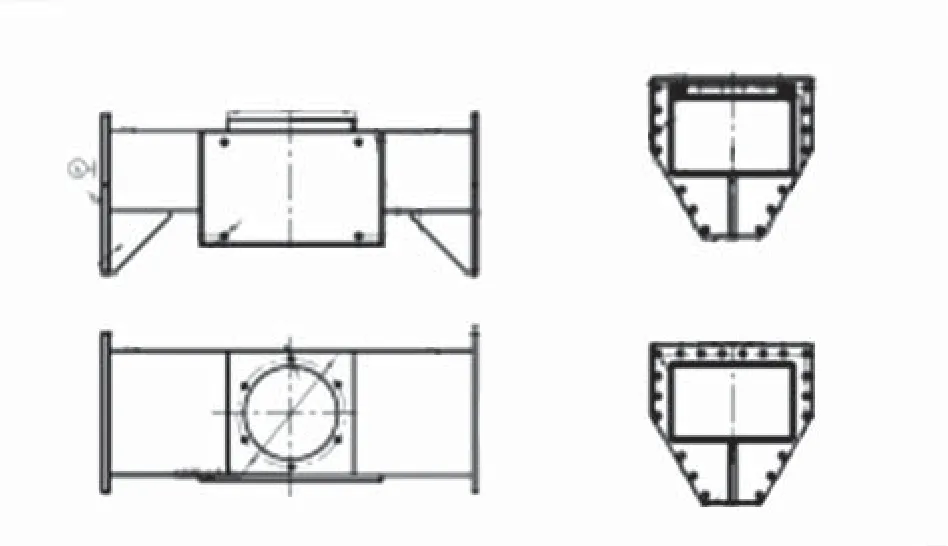
图8 电机横梁设计图
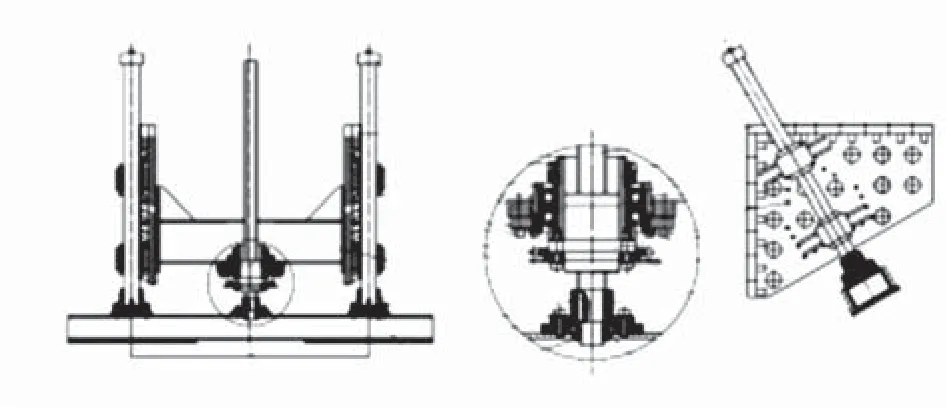
图9 压合装置主体部分装配图
2.2 压合装置安装位置处结构加固所需零件的设计
考虑到整套三角胶压合装置重量较大,全部重量由垫胶安装座来支承,其稳定性和安全性肯定不高,为此现场设计出支撑龙门架和斜拉加强筋,如图10和图11,确保三角胶压合装置在工作时足够平稳和安全。
3 改造后效果
设计的三角胶压合装置现场经过现场安装和动作调试,以及安全、生产及工艺相关部门的验收合格后,三角胶压合装置投入使用,整体结构如图12所示。
独立三角胶压合装置投入使用后,取得非常明显的效果,表2是天津机改造前后与NR3机台的每条胎坯成型时间作对比。

图10 龙门架
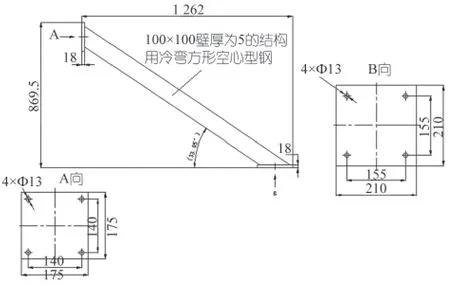
图11 斜拉加强筋
从表2可以看出每条胎坯成型时间,天津机改造后比改造前少用39 s,与NR3机群差不多,达到了项目的改造目的。
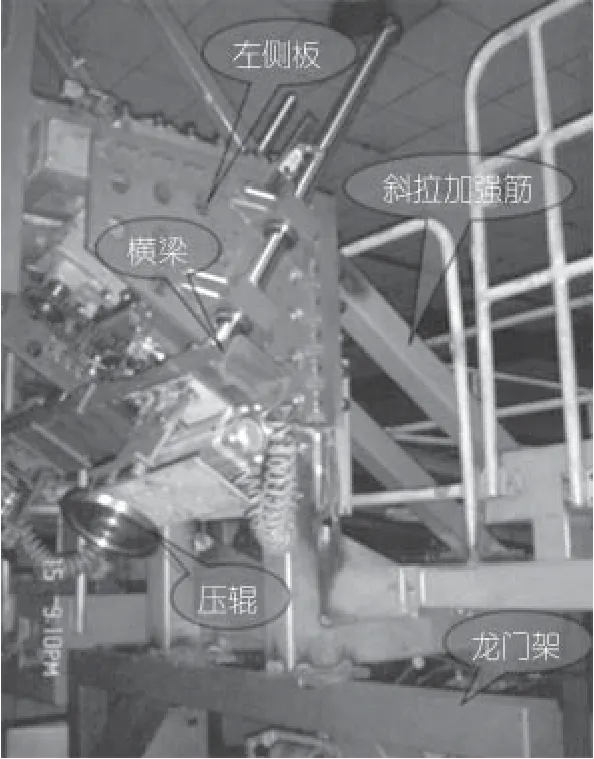
图12 三角胶装置压合的整体结构
4 收益
天津机三角胶压合装置改造时的情况和改造后的效益数据分析,投入使用后每条胎坯成型时间相比之前减少约39 s,按生产车间实际操作情况,算得产量净增3条/台·班,3 150条/台·年,年增产值630万元/台·年,净增利润63万元/台·年。
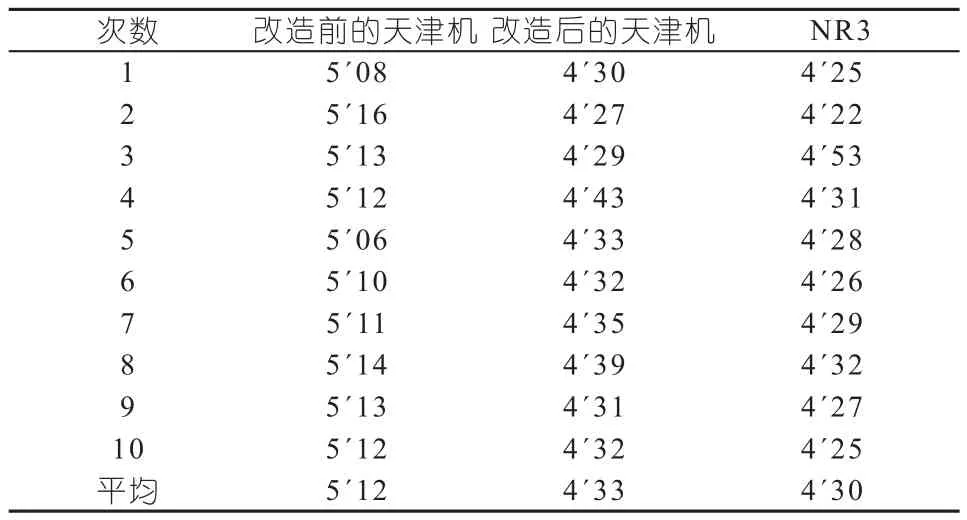
表2 天津机改造前后与NR3机台的每条胎坯成型时间作对比
每台设备改造成本约7.4万,符合最初的改造费用预算。按10%利润计算,预计投入使用1.5个月后,即可收回改造成本,之后进入盈利阶段。
5 结束语
改造后的天津机独立三角胶压合可与胎面压合同时进行,在保证生产工艺要求的前提下,极大减少单条胎坯的成型时间,对提高生产效率和创造新利润有着重要意义。
Design and use of apex independent pressing device for all steel radial tire building machine
Zhang Daneng
(Guangzhou south China rubber tyre & Rubber Co., Ltd., guangzhou 511400, Guangdong, China)
The pressing of apex for Tianjin Saixiang all steel radial tire building machine happens after tread pressing fi nished.while apex and pressing and tread pressing happen at the same time for NR3 building machine which has been transformed.Compared to NR3 tire building machine,the production efficiency of Tianjin tire building machine is much lower.By drawing the apex independent pressing device for NR3 tire building machine,we design another apex independent pressing device in order to improve the production effi ciency according to the characteristics of Tianjin tire building machine.
apex;pressing device;design; production effi ciency
TQ330.43
1009-797X(2016)05-0043-04
B
10.13520/j.cnki.rpte.2016.05.009
张达能(1986-),男,毕业于广东工业大学机械设计制造及其自动化专业,主要从事设备管理工作。
2015-07-03