全钢载重子午胎三鼓成型机自动垫胶供料架的设计和改进
2016-11-26邓杰王宏志
邓杰,王宏志
(北京贝特里戴瑞科技发展有限公司,北京 100024)
全钢载重子午胎三鼓成型机自动垫胶供料架的设计和改进
邓杰,王宏志
(北京贝特里戴瑞科技发展有限公司,北京 100024)
自动垫胶供料架具有将胎肩垫胶通过自动定长、裁断输送到胎体筒上并实现自动贴合功能。过去的自动垫胶供料架作为独立供料工位,放置在胎体供料架外侧。由于对全钢载重子午胎三鼓成型机日趋紧凑的空间布局要求,现将自动垫胶供料架布置在胎体供料架内部,钢丝包布供料架的上方,并优化传动系统,简化结构,使自动垫胶供料架在满足自动定长、裁断、贴合的同时,性能更加稳定可靠,缩短做胎时间,节约设备成本,增产提效。
全钢;载重子午胎;三鼓成型机;自动垫胶;供料架;布局优化;增产提效
由于全钢载重子午胎三鼓成型机日趋紧凑的空间布局,自动垫胶供料架作为一个独立的供料系统,对其空间布局,自动化程度及运行稳定性提出了更高的要求[1~2]。将自动垫胶供料架布置在胎体供料架内部已成为一种设计趋势及要求[3~4]。所以,将原自动垫胶供料架机构简化,将其布置在胎体供料架前侧,钢丝包布供料架的上方,并实现垫胶供料架的自动定长、裁断、贴合的功能。
1 自动垫胶供料架空间布局及结构
新自动垫胶供料架的空间布局如图1所示。现将自动垫胶供料架总高度缩短,安装与胎体供料架公用模板下方,钢丝包布供料架的上方。供料架后端铰支撑固定,前端两点支撑螺柱可调整供料架俯仰角度以适应不同轮胎规格要求,同时不与钢丝包布供料架和公用模板的运动产生干涉。
自动垫胶供料架主要包括以下几个部件,如图2所示:垫胶前输送模板、超声波裁刀装置、垫胶后输送模板、蓄布装置及小车导开装置。其中,垫胶前输送模板由气缸推动沿导轨向前送料,其侧边装有定位挡块,可根据不同规格轮胎调整气缸前进行程。超声波裁刀装置可根据定长开关反馈的信号自动裁断胎肩垫胶。垫胶后输送模板固定在底部框架,其前端的齿式离合器通过配合垫胶前输送模板上的伺服电机实现垫胶输送带整体运动。后端的机械定中机构可以快捷可靠的调整两条料对于中心线的对中。蓄布装置设有上下限开关及缺料开关,能及时反馈蓄布兜及料卷状态。
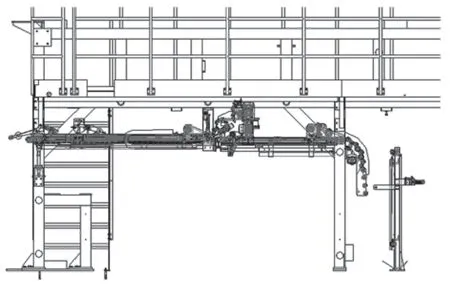
图1 自动垫胶供料架的空间布局
2 自动垫胶供料架工作过程
(1) 垫胶工字轮卷料料头穿过导开小车送料辊,蓄布装置,后输送模板的定中机构,搭到垫胶后输送架上。
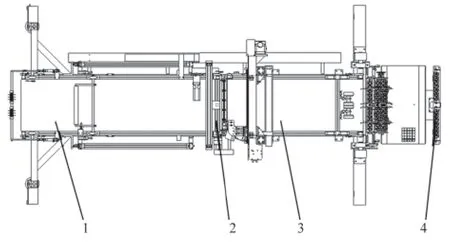
图2 自动垫胶供料架的机构组成
(2) 垫胶前输送模板电机旋转,齿式离合器啮合,前后输送带联动送料,将垫胶数送到前模板上。
(3) 定长开关启动,自动测量长度。超声波裁刀沿副刀板裁料,裁断完成,裁刀返回。
(4) 垫胶前输送模板由气缸推动将裁断完成的垫胶料送到胎体贴合鼓上,胎体鼓旋转,毛刷辊下压,垫胶前输送模板将垫胶料贴合到胎体筒上。贴合完毕后,垫胶前输送模板返回。
3 自动垫胶供料架的设计改进点
(1) 将自动垫胶供料架由单独一个供料工位移置胎体供料架内部,此布局不但节省了整机的占地空间,使全钢载重子午胎三鼓成型机整体结构更加紧凑,而且缩短了胎体侧做胎时间,达到了增产提效的目的。
(2) 采用能动态啮合的齿式离合器连接前后输送模板。此结构可以取消后输送的伺服电机和减速器,只通过前输送模板上的伺服电机即可控制前输送模板单独送料和前后输送模板同时送料,极大的节约了设备成本。
(3) 自动垫胶供料架前后输送框架取消钢管焊接方式,采用铝型材组装方式。其优点是避免了方钢焊接后的扭曲变形,同时在保证框架结构刚性的同时减轻了整体框架质量,极大的解决了下方支撑架的变形问题。同时,对于满足规格范围较大的轮胎成型机可以方便快捷的调整前模板输送行程。
(4) 取消输送带多点挡块式的纠偏方式,原结构的挡块是在输送带两侧边每隔一段距离安装两块防偏挡块,这种多点纠偏在实际应用中的效果并不理想,反而有时由于前后轴的安装不平行造成数送带在防偏挡块中鼓包。新结构直接利用型材侧边挡住皮带,效果理想。
(5) 后输送模板的对中机构增加了调杆,使垫胶靠自重单边定位,定位准确可靠,实际使用效果理想。
4 输送支撑架的有限元分析
由于前后输送模板由齿式离合器连接,为了确保离合器的啮合精度,将输送支撑架设计成整体槽钢焊接结构。输送支撑架总长3.2 m,前端支点跨距1.62 m,后端支点跨距0.8 m。前输送模板总重50 kg,后输送模板总重35 g。利用ANASYS有限元软件分析输送支撑架的应力分布如图3所示,变形量如图4所示。
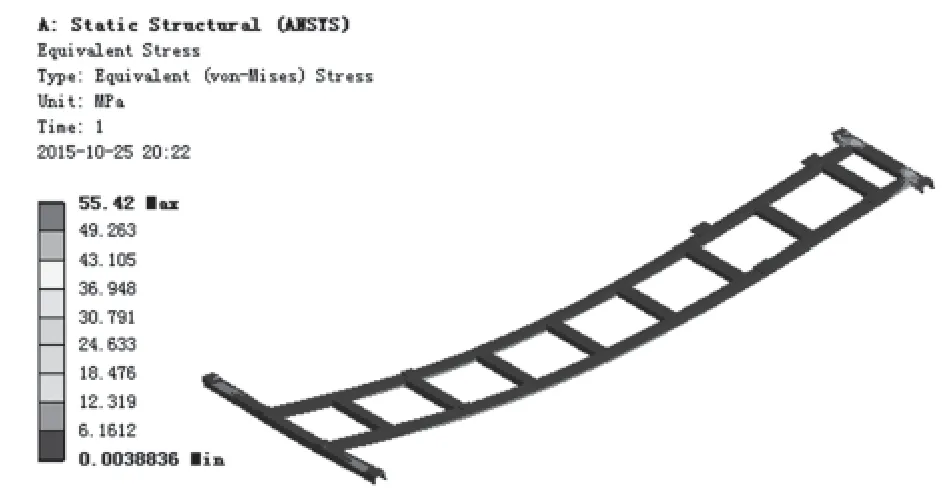
图3 输送支撑架应力分布图
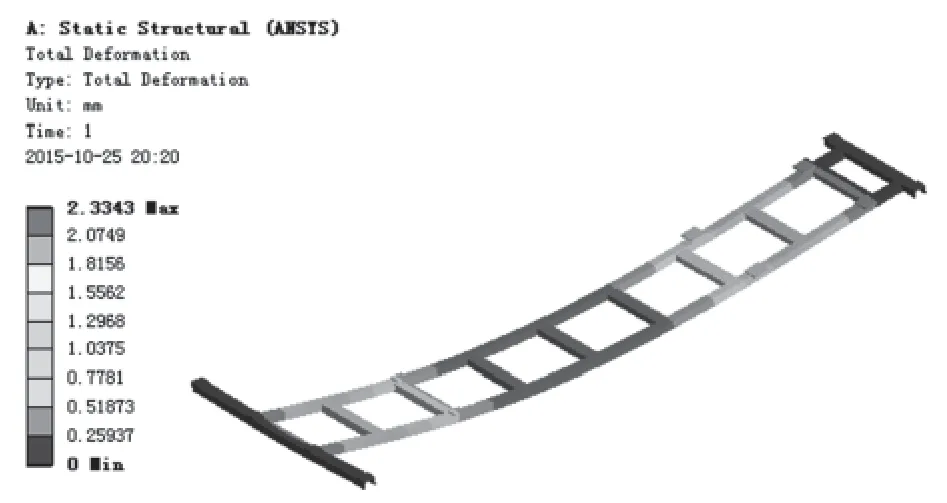
图4 输送支撑架变形量图
由图3计算出,输送支撑架应力集中在前后两端的支点处,最大应力为55.42 MPa。由图4计算出,支撑架的最大变形在裁刀下方位置,最大变形量为2.33 mm。以上结果基本符合使用要求。
5 结论
(1) 将自动垫胶供料架工位优化,布置在胎体供料架内部,使全钢载重子午胎三鼓成型机结构紧凑,节省空间。
(2) 利用铝型材机构搭建输送框架,有效防止输送带跑偏,减轻了机构件重量,方便规格调整。
(3) 优化传动机构,利用齿式离合器和伺服电机结合方式控制输送带输送垫胶料,在满足使用功能的同时节约成本。
[1] 阎学和,戴巍,毛虹.国产第一台全钢子午线工程轮胎一次法成型机简介[J]. 橡塑技术与装备,2004,30(5):13~15.
[2] 郑捍东,芮建华.三鼓全钢载重子午胎成型机[J] .橡塑技术与装备,2006,32(10):49~52.
[3] 郑捍东,芮建华.我国全钢载重汽车子午线轮胎成型机的技术概况[J].橡胶科技市场,2012,10(3):5~11.
[4] 杨文利,叶斌,罗忠林,马慧忠,仇国华,李平,刘丹.国产全钢载重子午胎线轮胎三鼓机械反包成型机简介[J] .轮胎工业,2011,31(6):370~377.
益阳橡机受益“橡机装备4S店”
益阳橡胶塑料机械集团有限公司成立才2个多月被喻为“橡机装备4S店” 的山东服务中心,与原山东办事处相比,业务显著攀升。至发稿时止,服务中心售后服务新增配件订单近800万元,在谈意向项目近1 000万元,使该公司在产品新增订单大大减少的不力环境下,突显出新的经济增长点。
在全球经济日益疲软的市场环境下,尤其是2015年美国轮胎双反后,轮胎橡胶主机市场一蹶不振,目前各轮胎企业开工严重不足,主机市场剧烈萎缩,同时也影响备件、大修市场。在这样严峻的市场形势下,该公司想方设法在提升营销管理水平,促销售、增利润上做文章,建立“客户需求“和“市场”驱动的营销管理理念,升级服务模式。在该公司领导和销售人员全力以赴拼抢订单的同时,新组建的山东服务中心,为该公司产、供、销、研、维修提供了一体化的服务,大大吸引了山东橡胶轮胎大省及周边省份不少新、老客户的关注,客户主动上门“4S店”谈判交流,了解配件情况,并纷纷订购轮胎橡胶装备上的标准配件以及个性化的配件,店里维服人员更是主动出击各厂家,上门服务,以赢得客户的满意度和信誉度。
益阳橡机加大国、内外市场开拓和配件销售售后服务的双轮驱动,为该公司 “大干一百天,实现开门红”营销竞赛奠定坚实的基础。
Design and improvement of cushion servicer for 3-drum all steel radial truck tyre building machine
Deng Jie, Wang Hongzhi
(Beijing Bamtri Drirui Technology Development Co. Ltd)
The belt cushion servicer has the function of automatic length fixing, automatic cutting and applying the cushion to the carcass. The old belt cushion servicer as independent feeder station was placed outside of the carcass servicer. Due to the increasingly compact space layout requirements of single-stage all steel radial truck tyre building machine (three drum), the new belt cushion servicer is arranged inside of the carcass servicer, upside of steel chafer servicer. The purpose of this paper is to optimize the transmission system, simplify the structure. The new belt cushion servicer can meet the function of automatic length fi xing, cutting and applying. At the same time, the performance of the new belt cushion servicer is more reliable. The improvement can also shorten the tyre building time, save the cost of equipment and rising the production effi ciency.
3-drum all steel radial truck tyre building machine; cushion servicer; layout optimization; rising production effi ciency
TQ330.46
1009-797X(2016)09-0062-03
B
10.13520/j.cnki.rpte.2016.09.013
邓杰(1984—),女,工程师,毕业于北京科技大学,现从事橡胶机械设计工作
2015-10-27
