CC-Link IE网络及A800变频驱动器在复合挤出机及联动线和四辊压延机及联动线上的应用
2016-11-26彭贵斌张宇宁
彭贵斌,张宇宁
(三菱电机自动化(中国)有限公司,上海 200336)
CC-Link IE网络及A800变频驱动器在复合挤出机及联动线和四辊压延机及联动线上的应用
彭贵斌,张宇宁
(三菱电机自动化(中国)有限公司,上海 200336)
CC-Link IE千兆网络以及内置了浮动辊控制和张力控制功能的三菱A800变频器驱动器可以稳定、实时、方便地控制联动生产线的速度匹配及卷取,确保制品在冷却和卷取过程中不存在拉伸现象,从而提升半制品的精度。
复合挤出;压延;联动线;变频;浮动辊;张力控制;恒张力;稳态;以太网
在橡胶轮胎生产过程中,复合挤出联动生产线和压延联动生产线常用于连续生产一定形状的橡胶半成品,如胎面、胎侧、帘布、三角胶等。随着橡胶工艺和轮胎工业自动化的不断发展,对复合挤出和压延制品的均匀性、尺寸的稳定性、误差范围等要求也越来越高,对橡机设备的要求也朝着联动化、自动化、智能化的方向发展。在这种大背景下,基于工业以太网的千兆通讯速率的CC-Link IE开放式网络和拥有卓越驱动性能的A800变频驱动器,为复合挤出联动生产线和四辊压延机联动生产线的各个环节达到最佳控制,保持生产线速度联动一致,运行稳定提供了卓越的解决方案,从而确保工厂生产出高品质的橡胶轮胎。
1 装备现状调查
复合挤出联动线和压延联动生产线是轮胎生产制造的准备环节,其主要产出轮胎的胎面、胎侧、帘布等部件,所以挤出/压出车间又被称作是部件车间或预备车间。
复合挤出联动线主要由两大部分组成:挤出主机和冷却联动线(如图1所示)。
复合挤出联动线的电气控制和驱动系统如图3所示。在该系统中,喂料的稳定性是设备对产品变化最重要的影响因素,所以喂料过程是由挤出机头内的压力传感器来控制的,每当检测到任一机头流道内的压力发生变化时,可成比例地反馈给相应的挤出机,通过调整螺杆速度进行补偿。由于每台挤出机是单独控制的,如果所有机头流道内的压力保持稳定,即可保证出胶量和复合半成品内的分布是稳定的。此外,通常采用连续称量系统来监测和检测半成品连续的质量偏差,如果测出半成品的连续质量超出了公差范围,将此变化信息反馈至生产线驱动器,并相应调节线速度,这样便能或多或少地将半成品拉伸到预先设定的尺寸,由此就可以保证对喂料引起的变化和材料特性引起的变化进行补偿,生产出满足用户质量要求的、均匀的半成品部件。
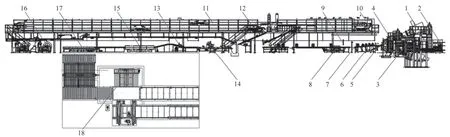
图1 复合挤出联动线简图
压延联动线主要由三大部分构成:前辅机、压延主机和后辅机(如图2所示)。

图2 压延联动线简图
复合挤出联动线的电气控制和驱动系统如图3所示。在该系统中,喂料的稳定性是设备对产品变化最重要的影响因素,所以喂料过程是由挤出机头内的压力传感器来控制的,每当检测到任一机头流道内的压力发生变化时,可成比例地反馈给相应的挤出机,通过调整螺杆速度进行补偿。由于每台挤出机是单独控制的,如果所有机头流道内的压力保持稳定,即可保证出胶量和复合半成品内的分布是稳定的。此外,通常采用连续称量系统来监测和检测半成品连续的质量偏差,如果测出半成品的连续质量超出了公差范围,将此变化信息反馈至生产线驱动器,并相应调节线速度,这样便能或多或少地将半成品拉伸到预先设定的尺寸,由此就可以保证对喂料引起的变化和材料特性引起的变化进行补偿,生产出满足用户质量要求的、均匀的半成品部件。
压延联动线的电气控制和驱动系统如图4所示。在该系统中,主要要求是各张力区分布合理、张力值稳定且符合工艺要求。整个机组分4个张力区,钢丝导开(锭子房)到主机为钢丝张力区,主机到冷却辊装置为主张力区,冷却装置到牵引为储布张力区,牵引装置到卷取装置为卷取张力区。各种产品在钢丝张力区OS侧与DS侧基本一致,在主张力区和储布张力区OS侧松于DS侧,在卷取张力区OS侧紧于DS侧。压延张力主要是由两台电机传动速度差值的大小决定的,因此电气系统对张力的调节起决定作用,要求各电机速度能够根据联动线速度自动进行统调,根据实际张力自动进行微调。此外,在连续生产过程中,自动调整辊距位置,维持制品厚度和设定厚度一致同样要求电气系统和驱动系统具备高性能的计算和响应速度以及高速和稳定的网络通讯。
2 CC-Link IE Field在复合挤出及四辊压延机上的应用优势
在轮胎生产制造的整个流程所涉及到的所有装备中,复合挤出机及联动线和四辊压延机及联动线是通讯长度最长、通讯数据量最大和站点数量最多的联动装备,且挤出/压出的轮胎半制品的精度对于成品轮胎的质量,例如均匀性和动平衡性能,有着举足轻重的影响。此外,随着轮胎工业自动化的不断发展,保证轮胎半制品精度成为了后续成型工艺实现全自动化和高效率的必要条件。因此,部件车间挤出/压出装备控制驱动系统得到了越来越多的关注。三菱电机自动化FA产品和CC-Link网络在轮胎行业有着成熟的应用和稳定、高效的性能表现,其半制品车间解决方案可帮助挤出/压出装备提升控制驱动系统的实时联动和速度匹配性能。
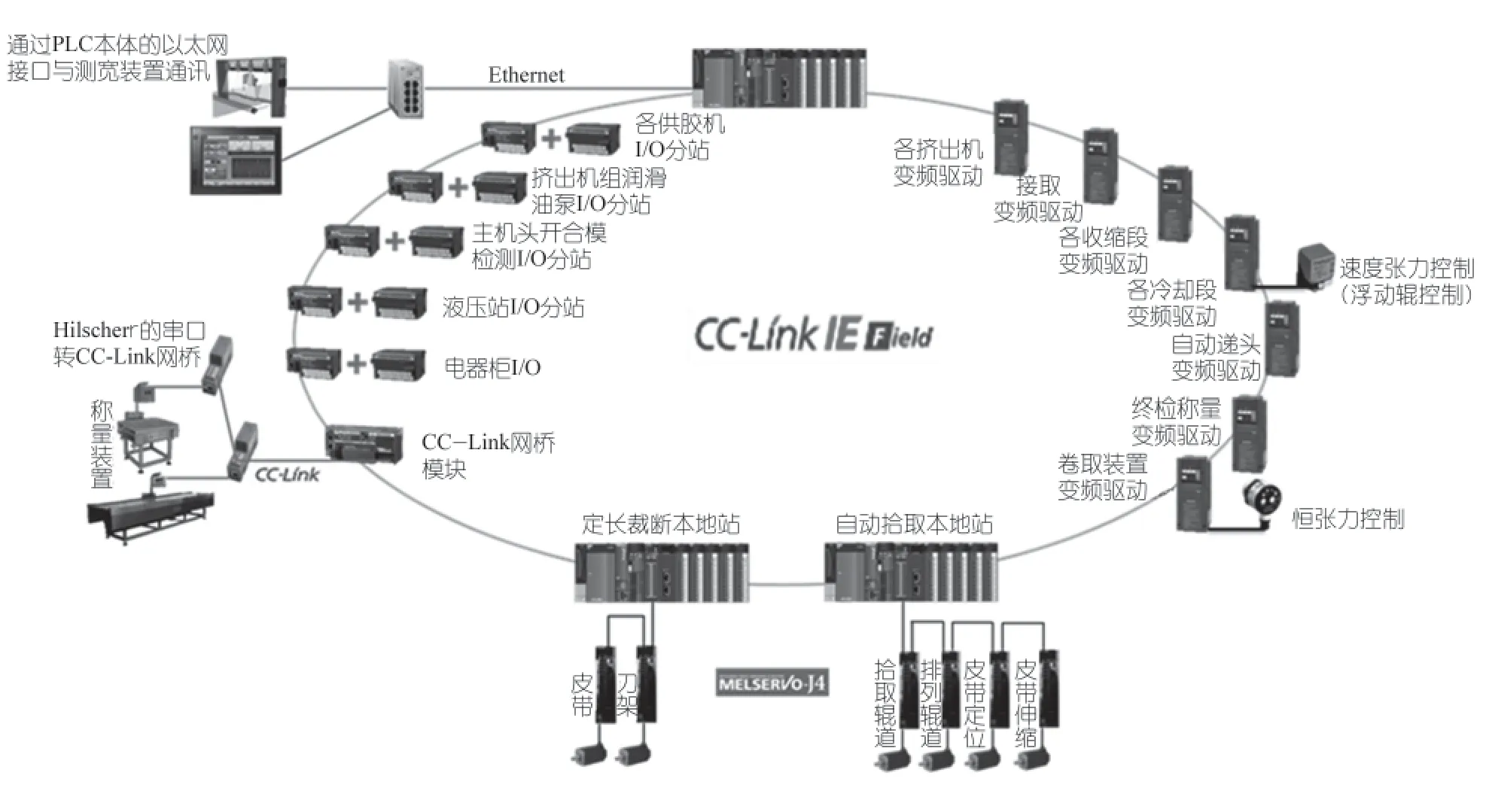
图3 复合挤出联动线控制系统示意图
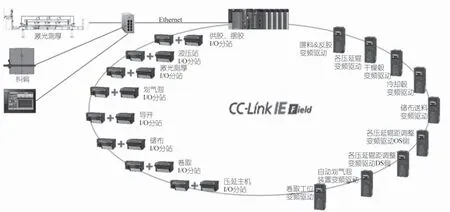
图4 压延联动线控制系统示意图
在Ethernet IP协议典型情况下,采用星型拓扑结构,支持最大通讯速度100 Mbps,每个1756-ENBT模块最多允许64个TCP/IP链接,128个ControlLogix连接(I/O和信息数据),数据包最大为1 500个字节,站间距离未做规定,可利用光纤中继器进行扩展。 对于Profinet这类工业以太网,通讯速度为100 Mbps,通常情况下允许连接的最大长度为100 m,可采用的拓扑结构包含星型、树型、线型和环形,IM 151-3PN接口模块的输入/输出数据量为256/256个字节,可扩展63个站,CP 343-1 PN模块最多可连接256个站。CC-Link IE的通信速度为 1 Gbps,单个网络链接站数最大为120个站,最大网络数为239个,使用多模光纤时最大站间距离550 m,采用双环路的拓扑结构,传送容量最大1 920字节。由上述比较可见,CC-Link IE在速度、容量和可靠性方面都占有明显优势(详见表1)。
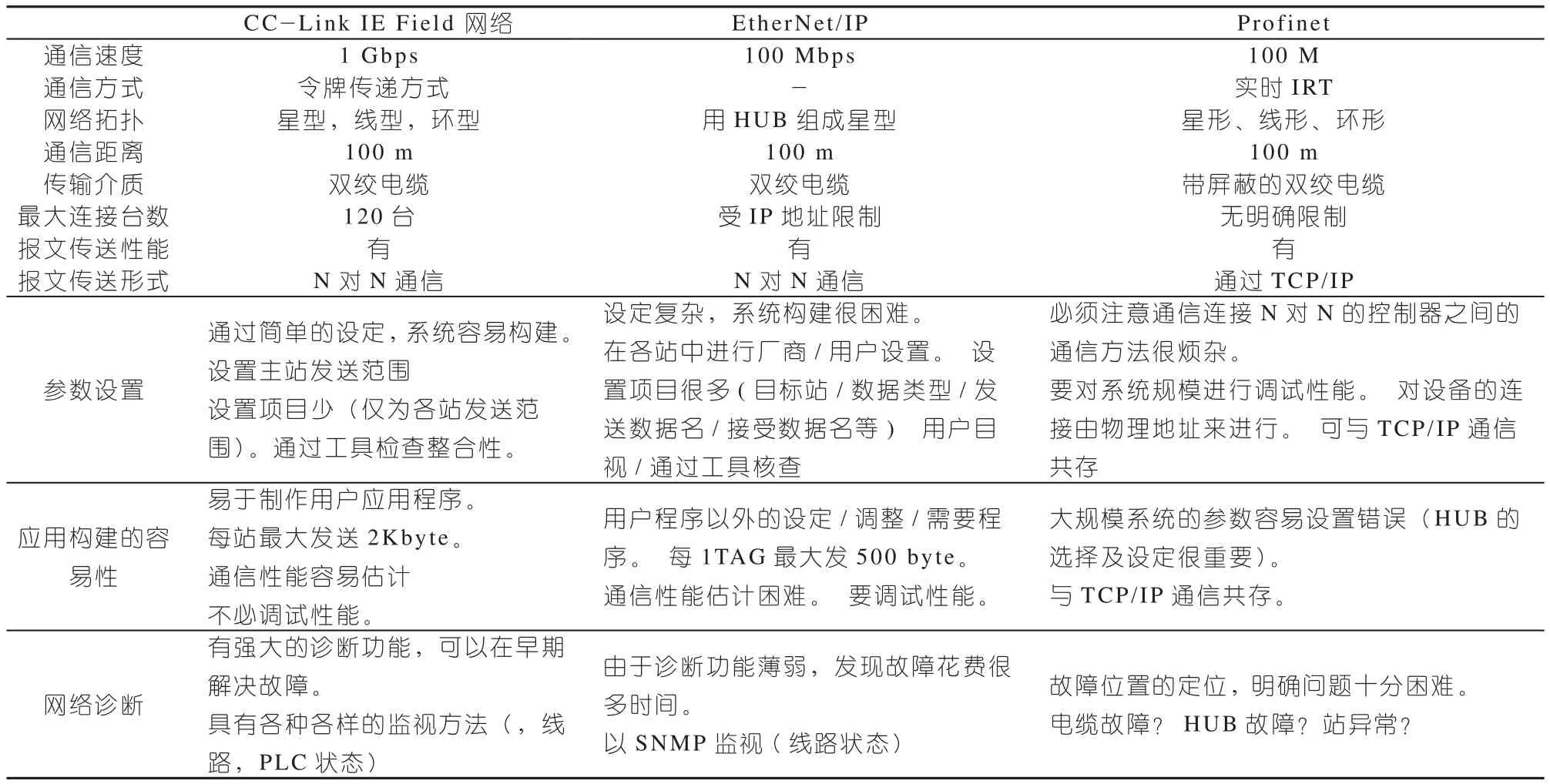
表1 三种控制网络性能比较
在复合挤出机及联动线和四辊压延机及联动线的应用中对实时性的要求很高,因此,普通的以太网所采用的带冲突检测的载波侦听方式不能很好的满足需求。CC-Link IE采用令牌来进行数据传输控制,采用网络型共享内存来进行数据的实时通信。只有拿到令牌的站才能读写网络型共享内存,随着令牌在网络中传递至每个站,则每个站分别完成对网络型共享内存的读写。这样,数据在网络中传送的时候不会发生冲突,可以保证信息的实时传输。由于CC-Link IE使用千兆以太网技术,令牌在网络中的传递速度是非常快的,因此连接扫描时间也很短。不同站数和站类型以及不同的容量下的链接扫描时间计算得到。其次,三菱电机自动化FA产品不仅可以方便的将现场网络组态成环网,从而将通讯故障的概率及影响减至最小,而且也支持星型和线型网络拓扑结构及其混合网络拓扑结构。
3 A800变频器在复合挤出及四辊压延机上的应用优势
冷却和卷取装置位于复合生产线的终端和后端,是整条生产线至关重要的环节,其工作状况的好坏不但影响联动线各工作段的状态,而且会影响到后一工序成型的生产。联动线速度匹配要求速度控制精度高、实时性好,卷取控制要求稳定性好、精度高、张力控制恒定,所以卷取调试可以说是复合挤出联动线和四辊压延机联动线调试中比较难调的部分。联动线速度匹配和卷取控制最终需达到的效果,就是无论联动线速度如何发生变化和工字轮的卷轴直径(卷径)如何变化,都必须保证制品不被拉伸。三菱电机自动化FA产品A800(这里具体指A800-R2R型号)变频驱动器本体集合了速度张力控制(浮动辊控制)、转矩张力控制(有张力检测)、恒张力控制(无张力检测)、卷径计算补偿/初期卷径计算/卷径值记忆、锥度控制、速度增益自动调整、短线检测、惯性补偿、材料长度记米功能等速度匹配和收放卷的专用功能。在复合挤出机及联动线和四辊压延机及联动线上应用A800变频驱动器,由于外部模拟量信号及运算控制均在变频驱动器内部完成,所以极大的减轻了PLC运算和网络通讯的负担,同时也避免了编程及数学建模运算所带来的人为不确定性。浮动辊控制系统及其控制功能块分别如图5、图6所示;张力控制功能系统及其控制功能块分别如图7、图8所示。
在卷取开始时,任意卷径自动推算功能进行当前卷径的计算,便于任意卷径时的卷取;在卷取中断时,A800可以在卷径不断变化的过程中自动调节速度增益,实现系统的高效与安全,此外惯性补偿功能还可以改善因加减速时的张力滞后现象;在卷取工作结束时,断线检测功能可以自动侦测制品尾部,防止飞车。
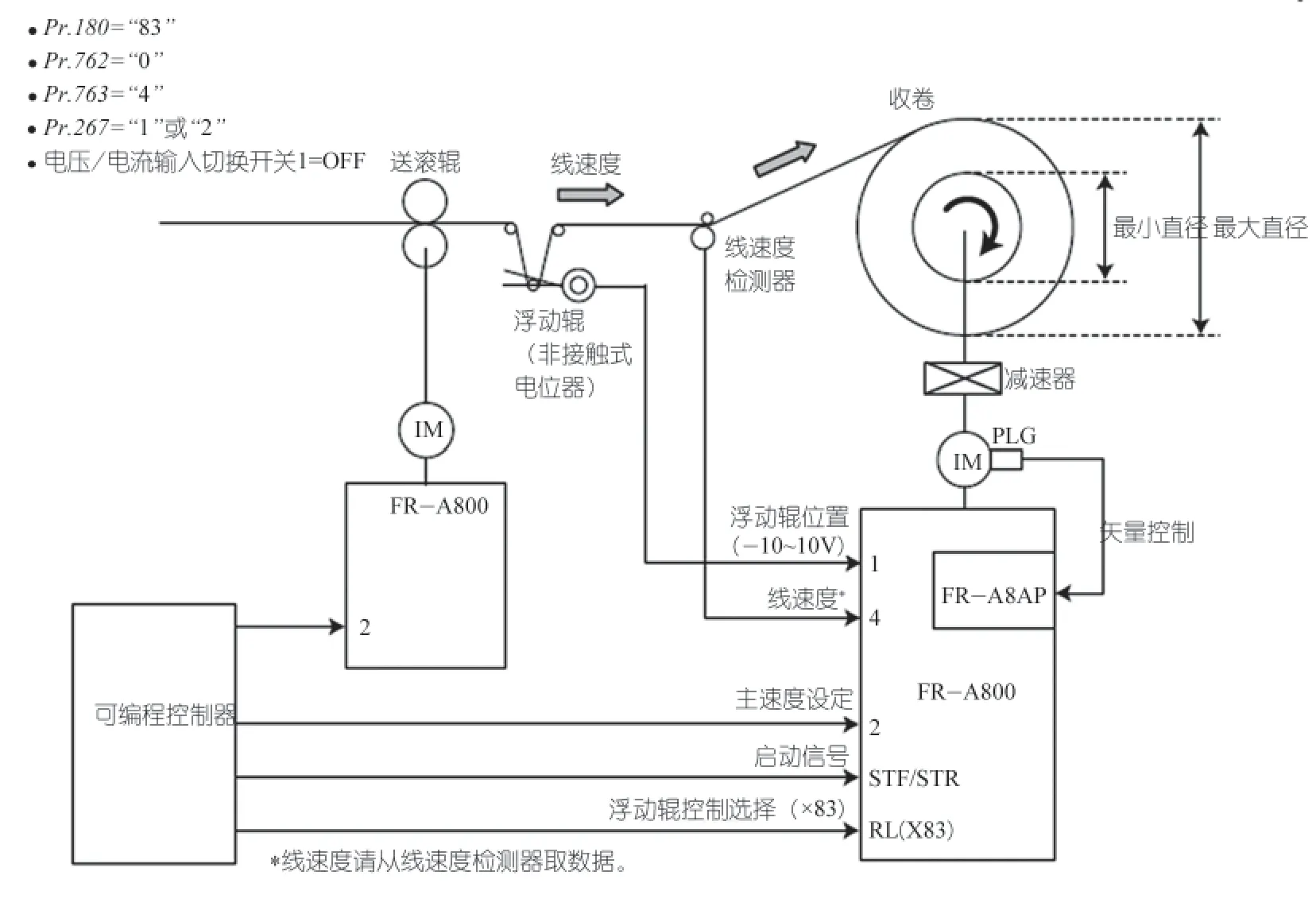
图5 浮动辊控制系统
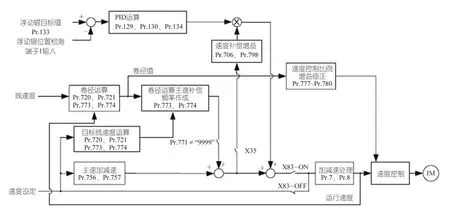
图6 浮动辊控制功能块
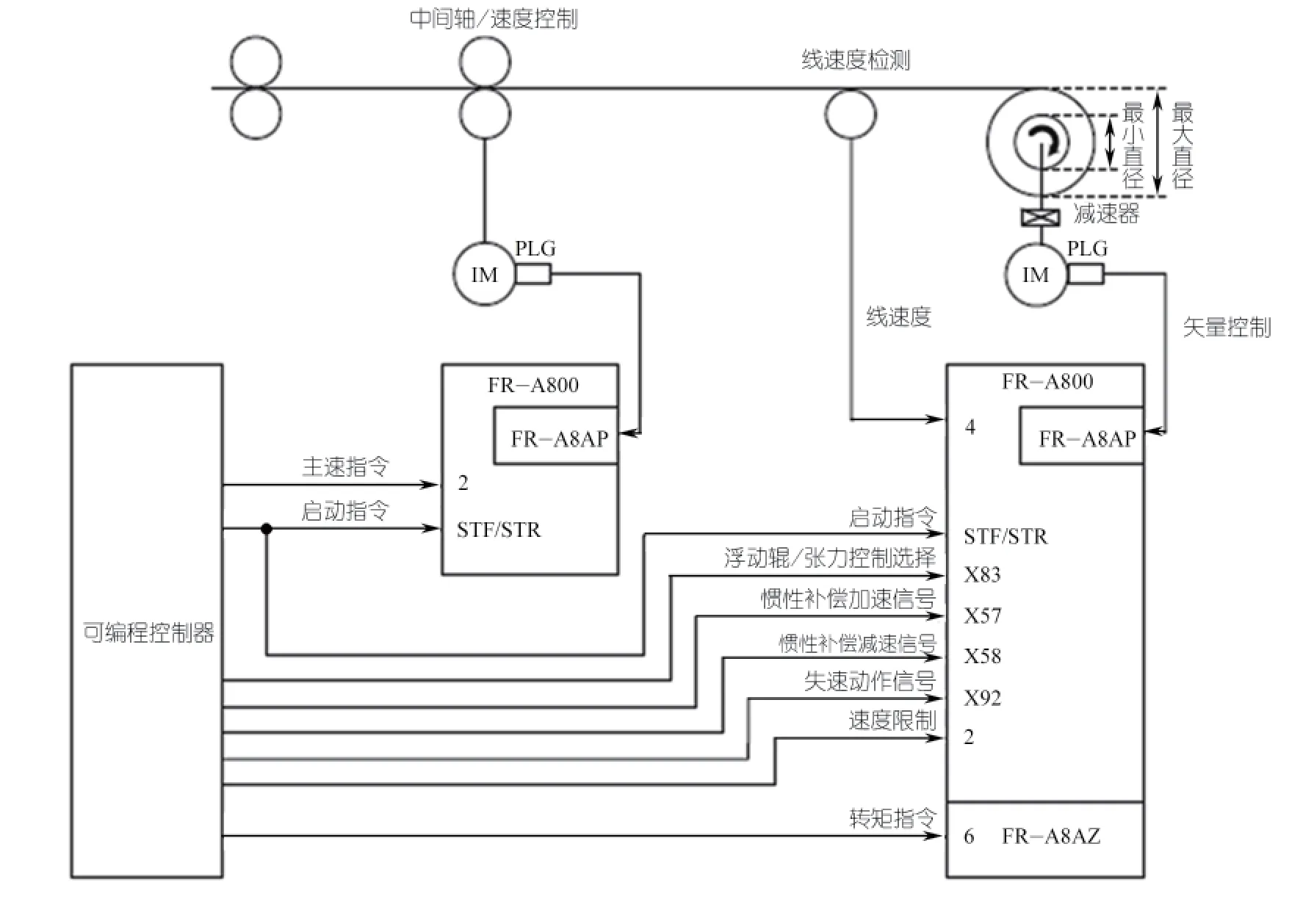
图7 张力控制功能系统
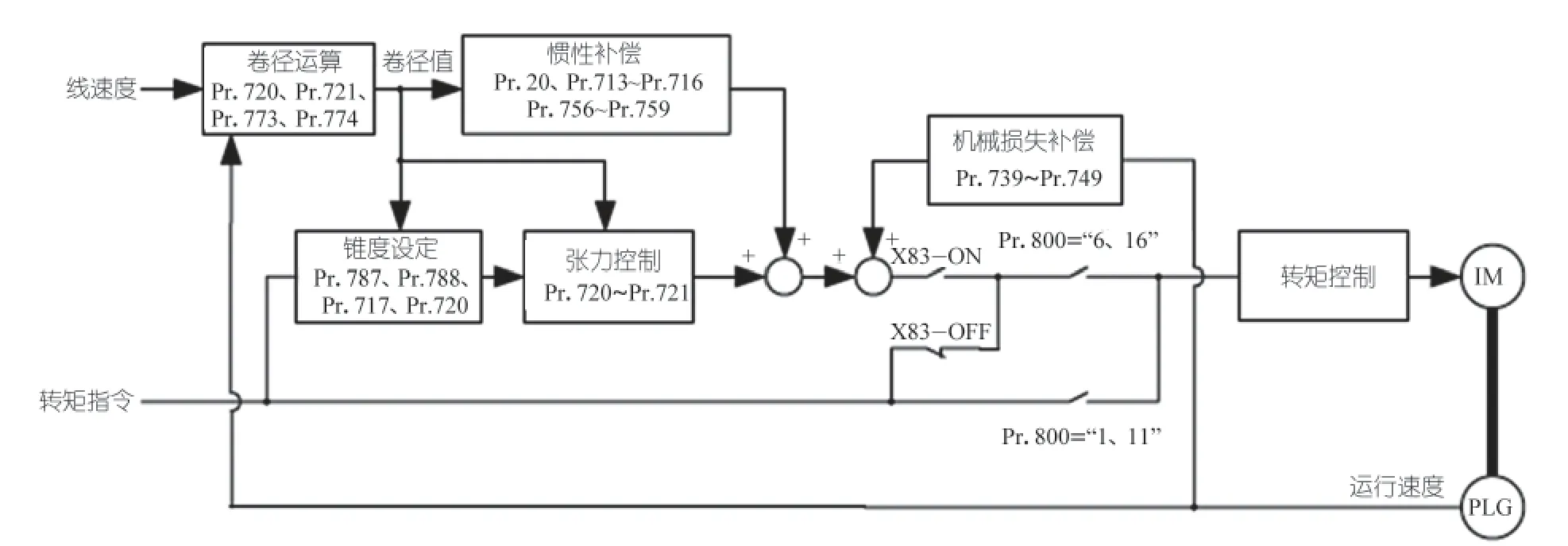
图8 张力控制功能块
4 结束语
以上介绍的CC-Link IE网络及A800变频驱动器在轮胎行业除了可应用于复合挤出联动线和压延联动线外,目前我司正积极地向密炼、成型和硫化车间推广,相信一定会给轮胎企业带来灵活便捷、高效精准的效果。
濮阳新豫石化开发出丁基橡胶合成反应副产物中异戊二烯的精制装置
濮阳市新豫石油化工有限责任公司开发出一种丁基橡胶合成反应副产物中异戊二烯的精制装置。它包括异戊二烯填料精馏塔、异戊二烯一级收集装置、重组分收集器、异戊二烯浮阀塔板式精馏塔、轻组分收集装置、异戊二烯水洗塔和异戊二烯二级收集罐;异戊二烯填料精馏塔塔顶气相出口与异戊二烯一级收集装置连通,其塔底液相出口通过采出泵与重组分收集器连通;异戊二烯浮阀塔板式精馏塔原料入口与异戊二烯一级收集装置连通,其塔顶气相出口与轻组分收集装置连通,其塔底液相出口通过采出泵与异戊二烯水洗塔塔体下部液相入口连通;异戊二烯水洗塔塔顶出口通过管路与异戊二烯二级收集罐连通。该装置结构简单,精馏效率高,精制后异戊二烯的纯度达到85%。
燕丰 供稿
2015年我国炭黑出口量同比减少12.87%
根据海关统计,2015年,我国炭黑的总出口量为73.35万t,同比2014年(下同)减少12.87%。产品主要出口到泰国、印度、印度尼西亚、日本、中国台湾以及越南等国家或地区。其中向泰国的出口量为14.90万t,占总出口量的20.31%,同比增长12.79%;向印度的出口量为7.18万t,占总出口量的9.79%,同比减少24.34%;向印度尼西亚的出口量为11.14万t,占总出口量的15.19%,同比减少4.70%;向日本的出口量为8.02万t,占总出口量的10.93%,同比减少17.83%;向中国台湾的出口量为6.04万t,占总出口量的8.23%,同比减少4.28%;向越南的出口量为5.25万t,占总出口量的7.16%,同比增长11.23%。
燕丰 供稿
2015年我国炭黑进口量同比减少18.11%
根据海关统计,2015年,我国炭黑的进口量为8.41万t,同比2014年(下同)减少18.11%。进口主要来源于日本、韩国、美国和中国台湾等国家或地区,其中来自日本的进口量为1.19万t,占总进口量的14.15%,同比减少38.34%;来自韩国的进口量为1.84万t,占总进口量的21.88%,同比减少16.74%;来自美国的进口量为1.73万t,占总进口量的20.57%,同比减少9.42%;来自中国台湾的进口量为0.86万,占总进口量的10.23%,同比减少30.65%。
燕丰 供稿
Application of CC-LINK IE network and A800 variable frequency drives in complex extruder and 4-roll calender and their linkage line
Peng Guibin,Zhang Yuning
(Mitsubishi Electric Automation (China) Co., Ltd., Shanghai 200336)
CC-LINK IE gigabit networks and mitsubishi A800 inverter drives which built into the floating roll control and tension control function can be stable, real-time and easily control and speed matching of production line of linkage coiling, ensuring that the products does not stretch in the process of cooling and coiling , so as to improve the precision of semi-fi nished product.
complex extrusion; calendering; linkage line; frequency conversion; floating roller; tension control; constant tension; steady state; ethernet
TQ330.493
1009-797X(2016)09-0055-07
B
10.13520/j.cnki.rpte.2016.09.012
彭贵斌(1988-),男,毕业于太原理工大学电气工程及其自动化专业,主要从事三菱FA产品应用于轮胎行业解决方案的设计和推广。
2015-10-30
