交替双弧复合焊接电源及工艺
2016-11-23黄鹏飞白韶军卢振洋
张 涛,黄鹏飞,白韶军,卢振洋
交替双弧复合焊接电源及工艺
张涛,黄鹏飞,白韶军,卢振洋
(北京工业大学机械工程与应用电子技术学院,北京100124)
提出了一种TIG+MIG交替双弧复合焊接工艺方法,其MIG主电弧存在于焊丝和母材之间,TIG辅助电弧一端在钨极上,另一端在焊丝和母材之间切换,适当调节辅助电弧两个状态的时间比率和强度,可以实现熔敷金属量和热输入量的相对独立控制。设计交替双弧复合电源并进行工艺试验,结果表明,TIG+MIG交替双弧复合焊改变了电弧能量的分布,同时在保证母材热输入不变的情况下,能够增大流经焊丝的电流。
交替;双弧复合;热输入;电弧能量分布
0 前言
焊接作为一种重要的制造成形工艺,其工作效率的提高对企业总生产率的提高有着重要的影响。现代制造业为了增强市场竞争能力,对薄板焊接生产加工的效率提出了越来越高的要求[1]。提高焊接速率的主要方法是通过增大焊接电流来增加熔敷金属量,但是当电流或者焊接速度超过某临界值后变会出现焊缝咬边、驼峰等焊接缺陷[2-3]。
一般来说,随着焊接速度的提高,咬边先于驼峰出现,所以抑制咬边的产生对提高焊接速度至关重要。通常抑制咬边主要有两个方法:(1)在保证母材热输入相同的条件下,增大焊接熔敷金属量;(2)降低焊趾处的温度梯度[4]。美国肯塔基大学的张裕明教授最早提出了旁路耦合TIG+MIG的高速焊接工艺方法[5],该方法采用TIG电弧旁路分流的方法,有效的增大了熔敷金属量;石玗教授在其研究的基础上又提出了一种双TIG旁路耦合焊接工艺[6];山东大学的曹梅青研究了双丝间接电弧焊接的工艺[7-8];上述方法都是从解决咬边问题的第一种途径考虑,也取得了较好的效果,但是都无法改变电弧的能量分布。哈尔滨工业大学的耿正教授发明了一种双交流熔化极复合电弧气体保护焊接设备,该设备采用两台交流MIG焊机的极性变换,在两个焊丝之间建立辅助电弧,可以有效减小母材热输入[8],但是由于整体能量太大,不易用于薄板焊接。
目前国内外学者在研究双弧或多弧复合焊接工艺时都有一个共同的特点,即电弧的空间位置是相对固定的,在降低母材焊接热输入的同时难以调节电弧能量分布,而能量分布对提高焊接速度至关重要。本研究提出一种交替型电弧TIG+MIG复合焊接的工艺方法,可以用于同时解决上述两方面问题,其焊接能量介于单丝与双丝之间,可用于薄板焊接。该方法中MIG主电弧存在于焊丝和母材之间,TIG辅助电弧一端在钨极上,另一端在焊丝和母材之间切换,通过调节辅助电弧两个状态的时间比率和电弧强度,可以实现熔敷金属量和热输入量的相对独立控制。开展TIG+MIG交替双弧复合焊接工艺的研究,并从本质上分析该焊接方法,对于研究薄板高速焊接具有重要意义。
1 电源平台
1.1工艺方案与主电路工作原理
TIG+MIG交替双弧复合焊工艺方案如图1所示。其基本工艺原理是直流MIG电源与母材持续建立起电弧1,交流TIG电源在钨极与焊丝之间以及钨极与母材之间交替建立起辅助电弧2、3。当辅助电弧2存在时,TIG电流经过焊丝、电弧2、钨极并流回电源,它能增大流经焊丝的电流同时不影响母材热输入,进而提高熔敷金属量。当辅助电弧3存在时,TIG电流经过钨极、电弧3、母材流回电源,电弧3对母材有预热作用,由于电弧1、3同时存在,改变了焊接热输入的大小和分布方式。通过适当调节辅助电弧两个状态交替出现时间比率和强度大小,可以实现熔敷金属量和热输入量的相对独立控制。

图1 交替双弧复合焊工艺原理
为了实现协同控制两套电源,采用一个核心控制电路同时控制两路电源输出。交替双弧复合焊接系统分为主电路和控制电路两部分,电源主电路结构如图2所示。
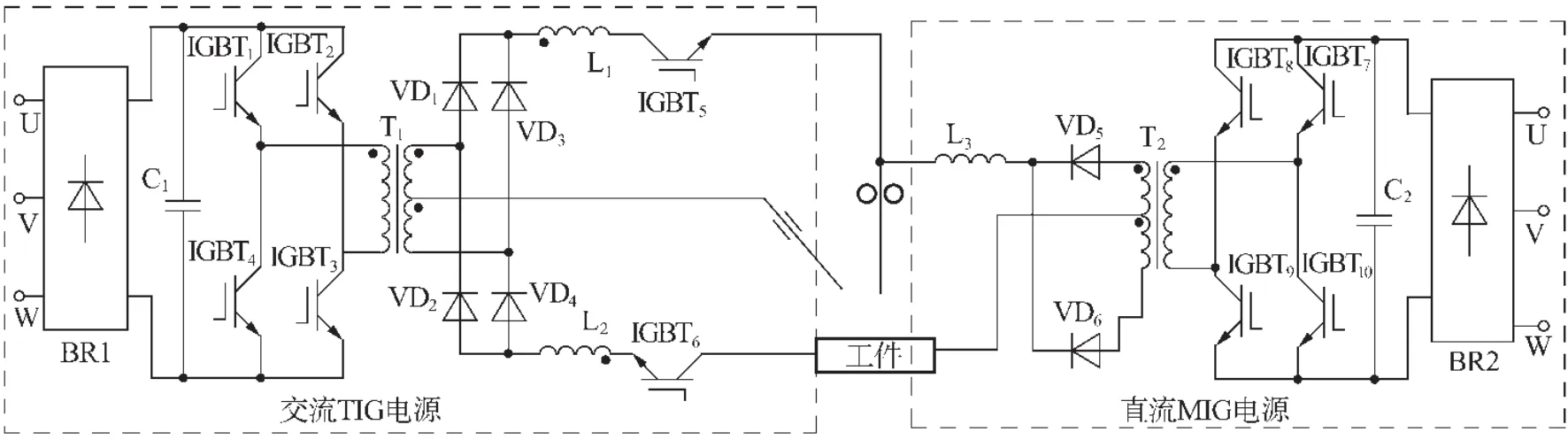
图2 电源主电路结构
该电源主电路由交流TIG电源、直流MIG电源组成。电源一次逆变均采用全桥拓扑结,选用的开关管为IGBT,交流TIG二次逆变电路通过开关管(IGBT5、IGBT6)的交替导通以及整流二极管(VD1~VD4)的整流作用,在变压器T1二次侧形成不同的电流回路,控制开关管(IGBT5、IGBT6)的导通过程,就可以在TIG电源三个输出端之间获得两种电流输出方式,最终在钨极端实现电流的极性转变。
1.2控制电路
控制电路采用dsPIC30F2020和dsPIC30F6011A两款芯片,其控制框图如图3所示。
焊接过程中,dsPIC30F6011A接收送丝系统的送丝信号以及人机交互面板发送的给定值,并通过SPI通信将给定参数值发送至dsPIC30F2020。由于两款芯片均通过AD采样端口采集焊接现场的实时电流、电压信号,dsPIC30F2020将焊接现场实时采样值与系统给定值进行比较,进行PID运算,将计算结果值以PWM形式控制全桥电路的输出,实现对两套电源的恒电流或恒电压控制,同时检测电源输出是否过电流,当发生过电流时降低占空比,以防大电流对主电路功率器件造成破坏;同时,dsPIC30F6011A芯片根据输出电流信号,驱动TIG电源的二次逆变过程,并驱动交流高压稳弧电路,保证焊接过程中交流TIG电源在电流输出极性转变时获得相应的高压稳弧效果,最终实现两套电路的协同工作。
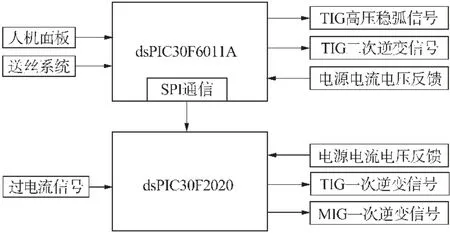
图3 控制框图
1.3二次逆变电路优化分析
二次逆变开关管IGBT5或IGBT6关断瞬间,根据电感电流不能突变的原理,原电路势必有很大的电流继续存在,此电流会对电路开关器件构成危险。为了尽量降低危险,设计TIG交流电源二次逆变回路电感L1、L2使用为双胞电感,双胞电感中两路电感绕线使用同一磁芯,这样二次逆变在切换的过程中两回路可以抵消一些因电感差异而导致的误差,同时利用双胞电感中电感能量可以完全耦合的原理,二次逆变开关管IGBT5、IGBT6交替关断瞬间电感产生的能量能够耦合到对侧电感所在的导通回路中释放掉。
但是在实际工作过程中,电感的漏磁现象不可避免,在开关切换瞬间电感的能量无法完全通过另一个绕组上,由于开关管IGBT在制造过程中内部都会产生一个容量很小的结电容,结电容与开关管并联在一起,漏磁电流给结电容充电,将导致开关管两端附加一个幅值很高的尖峰电压。为了保护功率开关器件的安全,在开关管上设计了RCD吸收电路来降低开关管上的电压尖峰。
当开关管关断瞬间,电感的漏磁电流会通过快恢复二极管VD给吸收电容C快速充电,充电后的电容两端产生高压,电容容量越大,其两端电压越低,由于吸收电容C的容量远大于开关管内部的结电容容量,从而减缓了开关管集电极电压的上升。当下次开关管导通后,电容C所充的电量会通过大功率电阻R以热能的形式释放掉。
在一定范围内,吸收电容的电容值取值越大,开关管的电压尖峰也就越小。由于交流频率50 Hz比较低,开关管导通、关断持续时间都比较长,因此缓冲电容值的选取为主要考虑因素。表1为交流TIG电源输出不同电流值时,不同吸收电容容值对应的开关管关断后两端电压值。
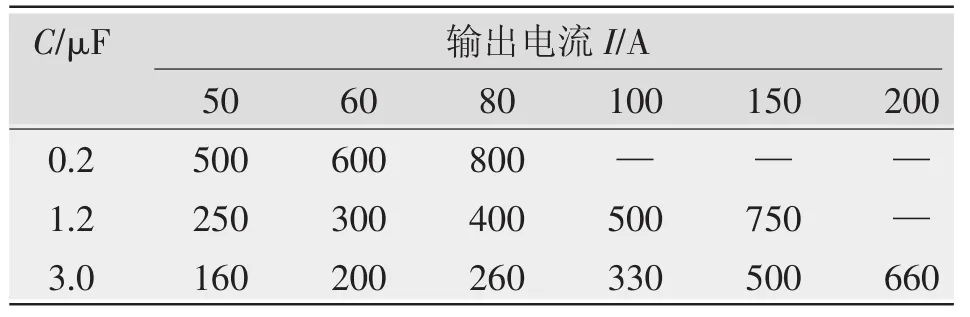
表1 开关管两端最大电压值V
电路设计中二次逆变开关管耐压值为1200 V,为了安全,选取吸收电容3.0 μF,根据式(1)、式(2)计算选取合适功率的吸收电阻值。

式中R为吸收电阻;C为吸收电容;ton为开关管最小导通时间;f为交流频率;PR为吸收电阻功率。
2 实验方案
为了实现焊接电源热输入的控制和对比,采用TIG交流输出与MIG恒电压输出交替复合焊接平板堆焊方法,使用高速摄像系统采集电弧形态。设定MIG电源恒电压输出30 V;TIG电源交流输出电流100 A,工作频率50 Hz,其中交流电弧2持续时间8 ms;工件采用厚度3 mm的普通碳素结构钢Q235;焊丝直径φ1.2 mm,型号JM-56;保护气为纯氩气,气体流量15 L/min;钨极直径φ3.2 mm;焊接过程中调节焊丝干伸长15mm;送丝速度6m/min,焊接速度0.8 m/min。
3 实验结果
3.1焊接电流
使用示波器采集两套电源输出电流波形,传感器采样2 V代表输出电流300 A。交替复合焊接过程中两套电源输出电流的波形如图4所示。交替复合焊接过程中,TIG电源工作频率为50 Hz,钨极端交流电流输出100 A,与焊丝之间建立电流的时间为8 ms(曲线3的正半轴),与母材建立电流的时间为12 ms,TIG电源输出参数值与设定相同;MIG电源恒电压输出电流值根据辅助弧的交替出现实时波动,平均值170 A。流经焊丝的叠加电流为脉冲电流,其基值电流幅值与主弧1电流相同,峰值电流约为270 A。
MIG电源输出电流实时波动,这是由于主弧MIG电源为恒电压工作模式,因此当TIG电流流经焊丝时,主弧1恒电压输出电流有下降的趋势。由于恒电压PID调节不易过快,因此当TIG电流又切换到母材时,主弧1恒电压输出的电流又开始上升。通过曲线3可以认为,MIG电源恒电压输出电流变化不大。
TIG电源恒流输出100A,当TIG电流流经母材时,由图4中曲线1可知,此时流经焊丝上的叠加电流突变增大,脉冲峰值等于TIG电流与MIG电流之和。这样就能保证主弧1在热输入不变的前提下,增大熔化焊丝的电流。因此,交替双弧复合焊接设备在焊接过程中,通过交流TIG辅助电弧的作用,可以实现增大熔敷金属量的同时减小焊接热输入。
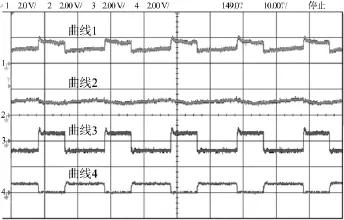
示波器采集横轴10ms/div,纵轴2V/div;曲线1为流经焊丝的叠加电流,曲线2为主弧流经焊丝的电流,曲线3为TIG电源钨极端交流输出电流,曲线4为TIG电源流经母材的电流。图4 TIG电流80 A时系统输出电流波形
3.2电弧形态
TIG+MIG交替双弧复合焊焊枪结构以及典型电弧形态如图5所示,焊缝成形照片如图6所示。
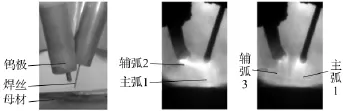
图5 交替双弧复合焊焊枪结构与电弧形态

图6 焊缝成形照片
由图5可知两种空间电弧复合形态,当辅助电弧2与主弧1同时出现加热焊丝时,仅有主弧1的能量进入母材;当辅助电弧3与主弧1同时加热母材时,两个电弧沿焊接方向并联分布,热量分布在焊接方向上被拉长。在相同热输入和焊接速度的条件下,相对于每个单元格,好比用较低的电流加热了较长的时间,该种情况类似于低速度时的母材加热情况,能够降低温度梯度,因此可以通过合理的能量分配来抑制咬边缺陷。
由图6可知,交替双弧复合焊焊缝连续平整,但表面不够光滑,说明此参数下焊接过程中熔滴过渡过程不均匀,导致熔滴下落有抖动,影响了焊缝成形效果。
4 结论
(1)提出了TIG+MIG交替双弧复合焊接方法,通过调节TIG辅助电弧与MIG主弧的叠加方式,可以同时调节熔敷金属量和母材热输入量,实现两者的相对独立控制。
(2)交替双弧复合焊接电源可实现两套电源协同工作,证明了TIG+MIG交替双弧复合焊接方案的可行性,交替双弧能够建立并稳定工作,系统输出满足设计要求。
(3)TIG辅助电弧的存在实现了熔敷金属和焊接电流或者焊接母材热输入的解耦,能够在保证母材热输入相同的条件下,增大流经焊丝的电流,TIG电弧与MIG电弧共同作用母材,改变了加热母材的电弧能量分布。
[1]武传松,张明贤,李克海,等.DE-GMAW高速电弧焊工艺机理的研究[J].金属学报,2007,43(6):663-667.
[2]Nguyen T C,Weckman D C,Johnson D A,et al.Sci echnol Weld Join,2005(10):447.
[3]ZhangYuming,JiangMin,LuWei.Doubleelectrodes improve GMAW heatinputcontrol[J].WeldingJournal,2004,83(11):39-41.
[4]王军.磁场控制高效MAG焊接旋转射流过渡稳定性的研究[D].沈阳:沈阳工业大学,2003.
[5]石玗,石铭霄,薛诚,等.双旁路耦合电弧MIG焊工艺研究[J].电焊机,2010,40(6):30-33.
[6]曹梅青,邹增大,张顺善,等.双丝间接电弧氩弧焊的熔滴过渡形式[J].山东科技大学学报自然科学版,2011,30(4):66-70.
[7]曹梅青,邹增大,杜宝帅,等.双丝间接电弧焊的电弧形态[J].焊接学报,2006,27(12):49-52.
[8]耿正,魏占静,韩雪飞,等.高熔敷率低热输入的Tri-Arc双丝电弧焊接方法[J].金属加工,2014,22(11):36-39.
Research of an alternating double arc hybrid welding eqiupment and its technology
ZHANG Tao,HUANG Pengfei,BAI Shaojun,LU Zhenyang
(College of Mechanical Engineering&Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
An alternating TIG+MIG double arc hybrid welding process is presented whose main arc exists between the welding wire and the base material,one end of auxiliary arc exists in the tungsten electrode and the other end switches between the welding wire and the base material.The relatively independent control of the amount of deposited metal and heat input can be achieved by adjusting the time ratio and strength of the two states in the auxiliary arc appropriately.Design an alternating TIG+MIG double arc hybrid welding equipment and welding experiments,the results show that TIG+MIG alternating double arc hybrid welding has changed the distribution of arc energy,and increased the current flows through wire while ensuring the unchangeable heat input.
alternating;double arc compound;heat input;arc energy distribution
TG434
A
1001-2303(2016)01-0045-04
10.7512/j.issn.1001-2303.2016.01.10
2015-05-18;
2015-08-20
国家自然科学基金资助项目(51475008)
张涛(1988—),男,硕士,主要从事新型焊接设备与工艺的研究工作。
