数控线切割多轴加工工艺研究
2016-11-23郑向周刘丰慧
郑向周 刘丰慧
(①运城职业技术学院,山西 运城 044000;②永济市贝特电气机械有限公司,山西 永济 044502)
数控线切割多轴加工工艺研究
郑向周①刘丰慧②
(①运城职业技术学院,山西 运城 044000;②永济市贝特电气机械有限公司,山西 永济 044502)
以多轴联动切削在数控线切割机床上的应用展开论述,对企业中存在大量多齿回转类工件加工,从原来的铣削加工,改用具有回转加工功能的数控线切割进行加工,并进行了实例编程和工艺分析,使加工效率大大提高。再结合锥度工件的线切割加工工艺,以及四轴半联动线切割锥齿轮的加工原理,主要演绎了数控回转轴在线切割机床上的应用及编程方法,为线切割机床拓宽加工工艺范围,提高加工效率和加工速度提供了有效途径。
数控线切割;回转轴;多轴联动;锥度加工
线切割机床通常以二轴联动切割平面轮廓工件为主,但现代工业产品形状越来越复杂,特殊要求也越来越多,使普通二维线切割往往不能完成这类工件的加工。譬如在机械加工中经常遇到多工位回转加工的工件,如圆周分布的齿、槽,以及具有锥度特征的工件等等。本文根据笔者实际加工的经验,介绍使用回转轴、多轴线切割加工解决上述问题的方法,提高了线切割机床的加工能效、精度及加工工艺范围。
1 线切割机床加工多工位回转工件
1.1 传统加工方法
电机转子压板、测速齿轮、泵转子叶片等工件多为回转多齿状结构。在高铁动车牵引电动机、地铁电动机等装备制造企业、此类工件的加工数量非常大,如图1所示。传统上加工该类工件采用以下方法:(1)普通铣削加工,需要根据齿槽形状定制专用铣刀,使用分度头等分加工。此方法加工效率低,且精度不易保证。(2)数控机床加工,加工精度能保证,但是对于产品多品种、小批量需求情况下,仍然显得加工能效低。
1.2 线切割加工方法
线切割加工此类工件,可灵活切割不同齿形,不需要特制刀具。 如果仅使用X、Y轴联动加工时会存在以下问题:(1)复杂的多齿路径,使切割过程中故障率加大并且精度降低。(2)对尺寸较大工件,受工作台行程、工装干涉等因素影响不能加工。因此,在工作台上安装数控分度头,使机床具有围绕Z轴旋转的W轴,两轴联动完成一个齿槽的切割后,W轴回转一个齿的角度,再进行相同的切割运动,依次循环实现机床二轴半联动加工。相比二轴联动切割,可使程序编制简单,运行路线简化。分度头回转精度为±0.000 5°,保证了产品精度。根据工件厚度,可在胎心上叠装多个工件进行切割,提高了加工效率,如图2所示。


1.3 加工实例
如图3所示为一种动车牵引电动机测速齿轮简图,加工工艺方案制定如下:
(1)通过中心孔在胎芯上定位,找平并找正回转中心,夹紧。
(2)对刀,定工件X、Y零点为外圆靠近切割丝最高点,如图3所示A点。
(3)回转轴不设定原点,分度头每转动一次,角度清零一次。
完整的加工程序编制如下:
(wi-PRO i-ONE)
(02-20-2016 15:00:41)
G90 G69 G09; (初始化)
H001=35; (设定齿数)
H003=-720000/H001 ; (设定每齿回转发出脉冲数)
G93 W; (回转轴清零)
G54; (调工件坐标原点)
H006=-000100; (设定切割丝补偿)
M98 P100 L35; (调用子程序)
M02; (程序结束)
N100;(Machining from Start (子程序开始)
M05 G00 WH003; (工件旋转)
G93 W; (回转轴清零)
G00 X-4. Y0; (D点)
G42 H006; (加刀补)
M05 G00 X-4.Y-3.; (E点)
G01 X5.1 Y-3.; (F点)
G01 X5.1 Y3.; (G点)
G01 X-4. Y3.; (H点)
G40; (去刀补)
M05 G00 Y0; (D点)
M99; (子程序结束并返回)

2 四轴联动线切割加工具有锥度特征工件
现代数控线切割机床具有使切割丝线绕X轴和Y轴倾斜的伺服驱动功能,从而使机床具备X、Y、U、V四轴联动能力,可以加工具有锥度特征的轮廓工件。
2.1 使用G51、G52指令进行固定锥度工件加工
如果工件的上下表面轮廓路径相仿,仅仅是具有固定锥度的倾斜的线切割加工,可以使用锥度切削代码G51、G52来完成切割。

沿切割行进方向看, G51为切割丝左倾斜、G52为右倾斜,G50为取消倾斜,A为倾斜度数。
2.2 加工实例
如图4所示具有圆角特征的四棱椎体工件,运用线切割进行加工,取上加工面为主程序面,A点为编程零点,程序编制如下:
(wi-PRO i-ONE)
(05-24-2016 10:00:01)
H001=000100; (设定切割丝补偿)
G92 X-10. Y0; (设定原点)
G01X-8. YO ;
G41H001 (加刀补)
G52 A3.5 G90 G01 X0; (切割丝右倾斜3.5°)
G01 Y5.; (走轮廓)
……
G40 G50 G01 X-10.; (取消倾斜,取消刀补)
M02;
切割丝行进路线如图4中所示。

可见对于上下面轮廓形状相仿的固定锥度加工,加工时需要设定一个平面为主程序平面,程序编制时依照主程序面轮廓进行。为了能够进行锥度加工,系统还需要设定一些参数,如图5所示:其中上下导轮中心距、导轮半径、工作台高度为系统固定值,设定主程序面轮廓Z轴高度位置后可进行U、V坐标计算,加工中由G51或者G52指令控制锥度加工。为了在机床上看到较真实的图形以及避免机床提示的过切报警,也可以设定工件高度值,但并不影响加工尺寸与锥度精度。

2.3 上、下面异形变锥度工件线切割加工
对于上下轮廓所形成的变锥度,或者上下轮廓几何元素形状相异,如图6所示情况,需要系统合成程序,包括以下几个步骤:
(1)主、副程序面轮廓确定:分别绘制上下两个轮廓图形,进行关键点划分,使上、下两面图形关键点数相同, 保证两个程序具有相同数目的程序段,并使加工走向相同, 然后对上下轮廓进行独立编程并保存。

(2)参数设置:除了上述上下导轮中心距、导轮半径、工作台高度等系统固定值需设置外,机床加工时根据2个程序面与Z轴位置坐标进行U、V坐标计算,与工件高度有直接的关系,所以和固定锥度加工不同,应设定工件高度参数项。
(3)参数输入后,后处理程序系统便可以根据上下两个轮廓的程序自动生成上下异形件的加工程序。
系统各个轴的插补速度则由系统行程协调函数来控制。通过对上下表面的加工步数进行对
比分析, 反馈到行程协调函数中, 控制X、Y、U、V四轴的运动, 使得上下表面轨迹的插补速度协调一致, 达到加工的需要。
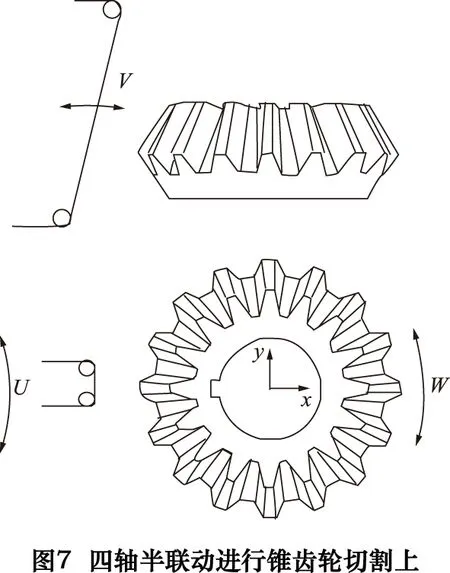
2.4 用四轴半联动进行锥齿轮线切割加工
如果加工带锥度多工位回转类工件,在四轴联动加工锥度特征的基础上,在工作台上增加回转数控轴,使机床运动轴数增加到五轴。如图7所示。其加工过程和加工原理和两轴半加工相同,只是一个工位的加工通过四轴联动来完成,每完成一个工位的切割,系统数控回转工作台旋转一个工位,进行下一次的切割,构成了五轴系统的四轴半切割加工,提高了线切割加工的灵活性和适用性,也进一步能拓宽了线切割加工的工艺范围。
3 结语
通过对线切割机床配备数控分度头形成回转W轴,并和X、Y轴联动进行多工位回转工件加工,提高了线切割加工的灵活性和适用性。再结合机床4轴联动切割锥度的功能,使线切割具备五轴加工的能力,对加工较复杂的多工位回转类工件、锥齿轮工件等提出了解决方法,并在生产中得到推广使用。
[1]卢定军.上下异型零件的线切割加工[J].现代制造工程,2006(2):131-132.
[2]潘志勇,邓小玲.上下异形体零件线切割数控加工的探讨[J].制造技术与机床,2006(1):62-63.
[3]梁庆,伍瑞阳.数控慢走丝机床线切割机床锥度加工方法与技巧[J].模具工业,2015(1):62-63.
[4]周平,杨浩泉.高速走丝线切割机床上下异形零件加工的研究[J]. 科学技术与工程, 2010,10(31):31-34.
[5]王殿君 ,叶佩青.空间曲面电火花线切割五轴加工的仿真[J].清华大学学报:自然科学版,2008,48(5):796-799.
[6]周坚,余承业. 线切割上下异型面加工工件描述新方法[J].南京航空学院学报,1991,23(3): 9-17.
[7]王远,王峰.切割加工上下异形孔的改进[J].模具工业,2008,34(8): 71-76.
[8]梁建和, 陈伟珍.电火花线切割机用数控分度头[J].机电工程技术,2003,32(5):69-70.
[9]邓浩林.HL线切割控制编程系统使用说明(第4版):中国,200320116897.1[P].第四版.
[10]王华侨.数控线切割锥度加工与编程技术实例应用[J]. 模具制造技术,2004(8):58-59.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Multiple axis WEDM processing technological research
ZHENG Xiangzhou①, LIU Fenghui②
(①Yuncheng Professional Technology College, Yuncheng 044000, CHN;②Yongji Better Electric Machinery Co., Ltd., Yongji 044502, CHN)
Based on discussion on the application of multi-axis machining in NC WEDM machine, a lot multi-tooth rotational parts machining in enterprises change from milling to NC WEDM with rotary processing function, and an example program and process analysis, process efficiency is greatly improved. Combined wire cutting technology of taper parts, and half a line of four axes machining principle for bevel gear cutting, mainly interpret the application and programming methods of CNC rotary axis on WEDM machine tool, provides an effective way to broaden the scope of processing technology of WEDM machine tool, and improve machining efficiency and speed.
WEDM; rotary axis; multi-axis synchronous; taper machining
TH164
A
10.19287/j.cnki.1005-2402.2016.11.023
郑向周, 男, 1972年生,硕士,讲师,工程师,机电工程系专业教师,研究方向为数控加工、CADCAM技术,已发表论文6篇。
(编辑 李 静)
2016-05-03)
161130
