基于图像处理的零件分拣系统设计与实现*
2016-11-23苟建峰
苟建峰 孟 雳
(①四川工程职业技术学院机电工程系,四川 德阳 618000; ②西安理工大学机械与精密仪器工程学院,陕西 西安 710048;③德阳市产品质量监督检验所,四川 德阳 618000 )
基于图像处理的零件分拣系统设计与实现*
苟建峰①②孟 雳③
(①四川工程职业技术学院机电工程系,四川 德阳 618000; ②西安理工大学机械与精密仪器工程学院,陕西 西安 710048;③德阳市产品质量监督检验所,四川 德阳 618000 )
以某企业实际生产的平面类零件为研究对象。并结合该企业的具体生产条件以及实际生产的需要,针对原零件分拣系统分拣精度低且对同材质、外形相似的零件极易产生误拣的问题展开研究。提出通过将视觉技术引入到可编程控制器中的方法,并结合成像设设备及图像处理技术的方法来实现该类零件快速准确的识别和分拣。在实际生产中有很好的推广应用价值。
图像处理;零件分拣;边缘跟踪;图像识别;气动控制
随着计算机和工业自动化技术的快速发展,在实际的生产制造中自动化生产线的应用越来越普遍。而PLC以其强大的控制功能被广泛地运用于自动化生产线中。尤其是配合一些光电传感器在零件的分类分拣中应用更为广泛。然而目前这种以PLC为主控制器的零件分拣机构,通常主要是依靠传感器来判断和识别零件,进而实现零件的分拣。但往往这种分拣系统其分拣准确度较低,特别是对材质相同且外形相似的零件极易造成误拣。因此,为了提高自动化的生产效率以及分拣系统的分拣精度,所以对于这种分拣系统的改造升级很有必要。
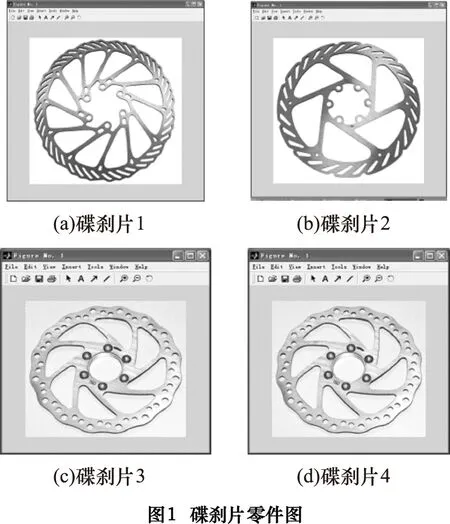
本文以某企业实际生产的平面类零件碟刹片(如图1所示)为研究对象。针对原零件分拣系统分拣精度低以及对同材质、外形相似的零件容易产生误拣的问题展开研究。提出以PLC为主控制器,并结合成像设设备及图像处理技术的方法来实现该类零件的快速准确的识别和分拣,其创新点在于:提出通过将视觉技术引入到可编程控制器中的方法,同时将PLC强大的现场控制能力和Matlab强大的图像处理能力二者完美结合,并运用生产实际。实现了材质相同、形状相近零件的快速准确分拣。在实际生产中有很好的推广应用价值。
1 零件分拣机构工作原理
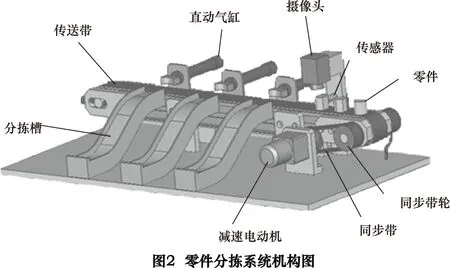
该分拣系统首先初始化,然后通过RS232接口与计算机相连的PLC控制零件传送,当被测零件到达固定位置即摄像头下时,传送暂停;此时Matlab软件驱动摄像头采集零件图像信息,并将所采集的图像预处理后与数据库中的样本信息进行匹配判别,最后将判别结果发送给MCGS;同时PLC继续控制零件传输,根据识别结果信息,控制相应的气缸工作并将零件推入分拣槽进行分类,完成一个循环周期的任务。PLC继续控制零件传送,等待下一个零件的到来。分拣系统机构如图2所示。
2 零件图像的获取和识别算法
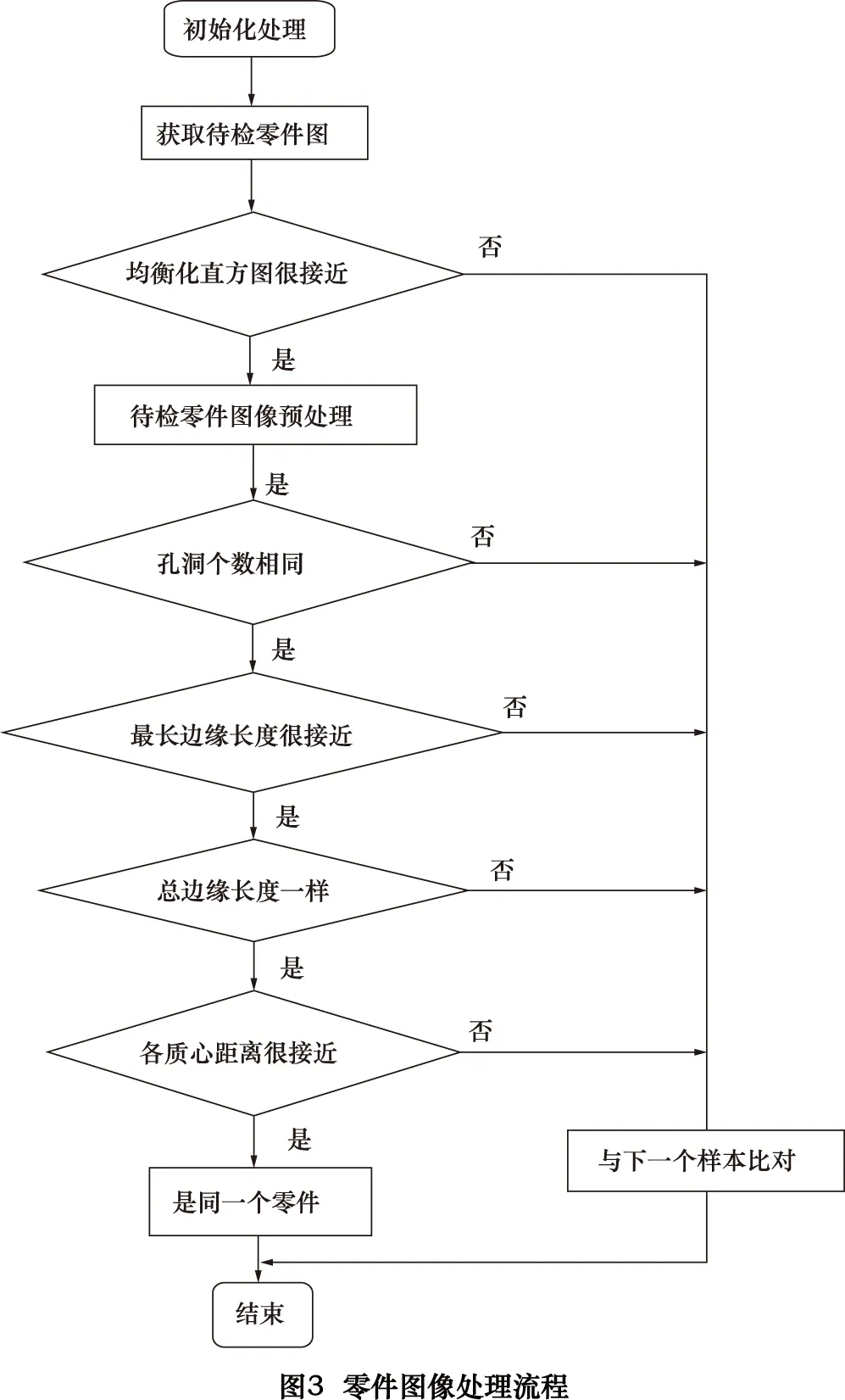
首先Matlab软件利用微软公司Windows操作系统提供的VFW库函数控制USB摄像头采集被测零件的图像,然后再利用Matlab软件对采集的零件图像进行直方图比较、图像预处理以及识别特征的提取,最后再将其与样本库的零件图像信息进行逐一的比对识别和判断,识别结果以样本库零件编号的形式发送给PLC控制气缸进行分拣。图像识别特征的提取主要包括:零件孔洞数计算、最长边缘长度计算、总边缘长度计算、各质心间距的计算。采集的被测零件与样本库图像的具体识别算法如图3所示。
2.1 直方图和均衡化直方图处理
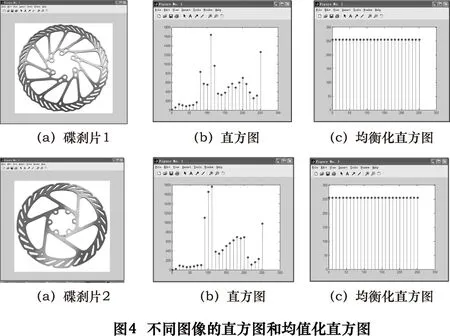
在图像处理前为减少对比的时间,可先利用rgb2gray函数提取零件图像的灰度图,再利用histeq函数提取图像直方图和均衡化直方图(如图4所示),通过比对发现一般形状不太相似的零件的直方图和均衡化直方图也不相同;形状相同的零件其均衡化直方图也相同。但是均衡化直方图相同的图像不一定为同一零件。因此可以利用这一条件作为被测图像与样本图像进行对比的前提,若均衡化直方图差异较大,那么就没必要对其进行更深入的对比了,即将其与下一个样本图像进行比对;若均衡化直方图极相似,那么再继续进行更深入的比对。
2.2 图像预处理
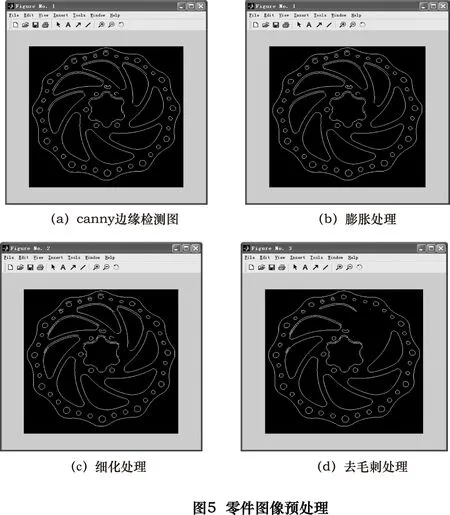
要准确对图像特征进行识别提取和判断,首先要排除噪音、光照、位移、旋转等干扰因素,防止由于其存在而导致误判。所以必须利用Matlab软件对图像进行预处理,以得到清晰准确的零件边缘,这里零件图像的预处理包括:边缘检测、膨胀、细化、去毛刺处理。如图5所示。
2.3 图像特征的识别和提取
图像经过预处理后,就要对它的特征进行识别提取。在该零件分拣系统中图像识别特征的提取主要包括以下特征:零件孔洞数、最长边缘长度、总边缘长度以及各质心间距。
(1)在确定零件上空洞数目时,一般是先通过Matlab软件的bwlabel函数对零件图像区域进行标识,然后再来计算出孔洞数目。若被测零件的孔洞数与准样本一致,那么我们再利用Matlab软件中的sum函数算出标识为1的区域中像素点的数目,若最长边缘像素点数相近,那么我们一般可以认为两者之间有很相似的轮廓。要确定两者是否为同一零件。则还需要进一步计算和对比。
在实际统计时通常可以用bwlabel函数完成零件图像区域的检测和统计。bwlabel函数的调用格式如下:
[L,num]= bwlabel(BW,n)
其中,返回一个和BW同样大小的L矩阵,其中包含标识BW中每一个连通区域的类别标识,其值为1、2、num。n的值通常为4或8,即表示按照4连通寻找区域,或者按照8连通寻找,一般默认为8。n通常返回BW连通区域的数目。由于在此零件分拣系统中我们要检测零件孔洞的个数,因此,通常应该选用8连通来标记区域。用8连通标记零件区域的效果见表1所示。
表1 零件孔洞个数的标记
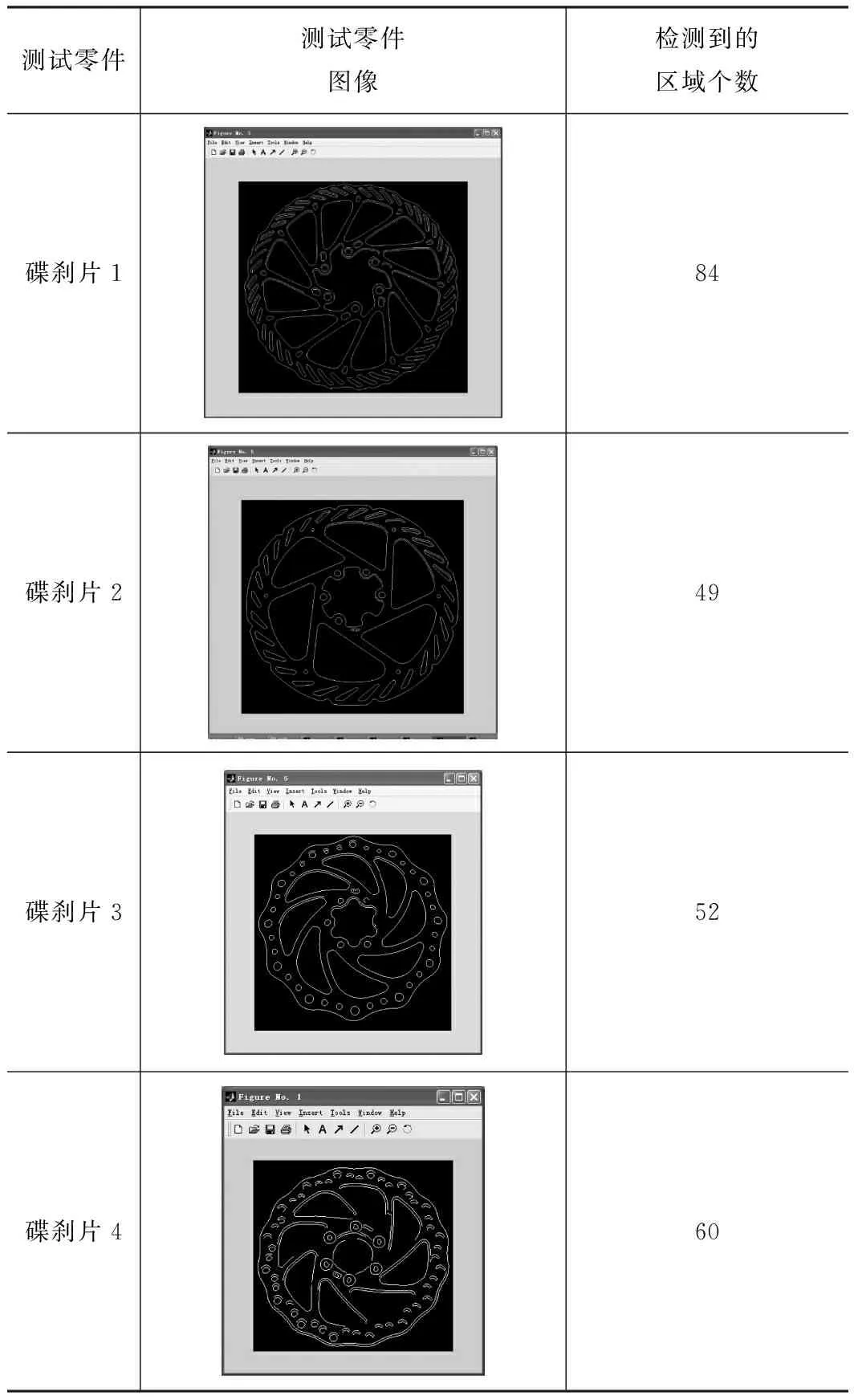
测试零件测试零件图像检测到的区域个数碟刹片184碟刹片249碟刹片352碟刹片460
(2) 总边缘长度的计算:即计算被测零件图像的边缘总像素点个数。通过零件边缘总像素点的统计,就可以判断其内部空洞的形状。由于图像边缘图像为二值图像,所以通常利用sum函数统计边缘像素点“1”的个数。若与准样本图很相近,则可以认为被测零件的内部孔洞形状也相似,然后继续进入下一步计算和比对。
(3) 通过上述识别比对方法之后,基本可以确定被测零件与准样本轮廓相似且孔洞数相同。但各个孔洞的位置是否一致,还有待进一步确定。所以可以利用Matlab中的mean函数求取零件各个标记区域的质心坐标,但图像的位移、旋转都会引起质心坐标的变化。所以以此来判断是否为同一零件是不充分的。但如果各区域质心间的距离值与样本零件很接近,再结合前面的方法可以认为被测零件与该样本零件确实为同一种零件。
利用Matlab命令可以求出零件图像的各个孔洞的质心坐标值,在确定了各个质心的坐标之后,就可以用两点的距离公式来计算任意两个质心的距离。
设两质心A(x1,y1)、B(x2,y2),则A、B两点的距离为:
取两幅孔数、形状相同,但其相对位置有差异的测试零件,获得的对比结果见表2所示。
表2 测试图形的质心及距离对比表
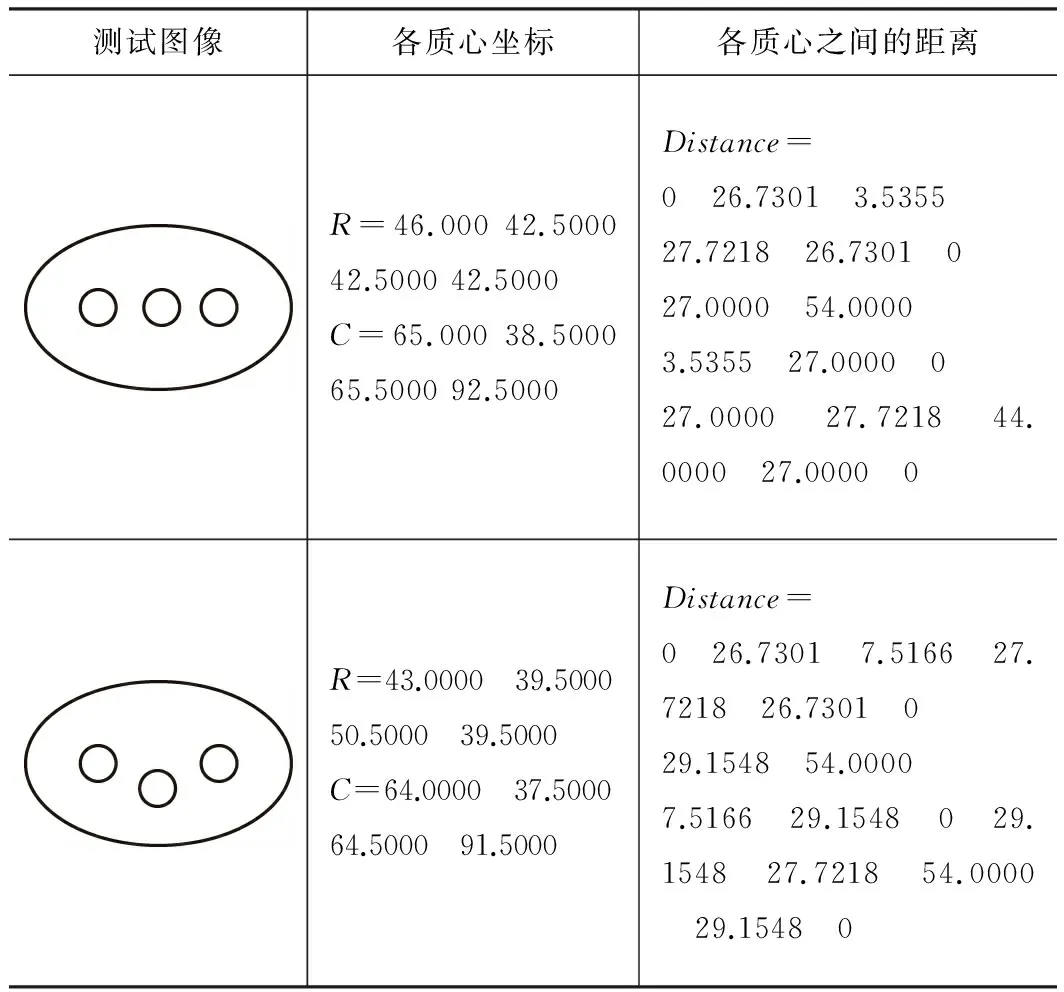
测试图像各质心坐标各质心之间的距离R=46.00042.500042.500042.5000C=65.00038.500065.500092.5000Distance=0 26.7301 3.535527.7218 26.7301 027.0000 54.00003.5355 27.0000 027.0000 27.7218 44.0000 27.0000 0R=43.0000 39.500050.5000 39.5000C=64.0000 37.500064.5000 91.5000Distance=0 26.7301 7.5166 27.7218 26.7301 029.1548 54.00007.5166 29.1548 0 29.1548 27.7218 54.0000 29.1548 0
从表2可以看出,所求的质心位置和各质心距离差别较大,因此,若被测零件各质心的距离矩阵存在差别,那么其孔洞位置有可能不同。但若被零件的各质心的距离矩阵一致或差别微小,那么可以断定被测零件与样本零件为同一种零件。
3 实际识别效果验证
在经过上述零件的识别对比方法之后。然后对该零件分拣系统进行了多次实际验证,其测试验证数据见表3所示。从表中的数据统计显示,识别错误率很低,误判率为0.16%左右,即正确分拣率约为99.84%。无论从分拣的效率,还是分拣的正确性来说,效果都很好。
表3 测试数据统计
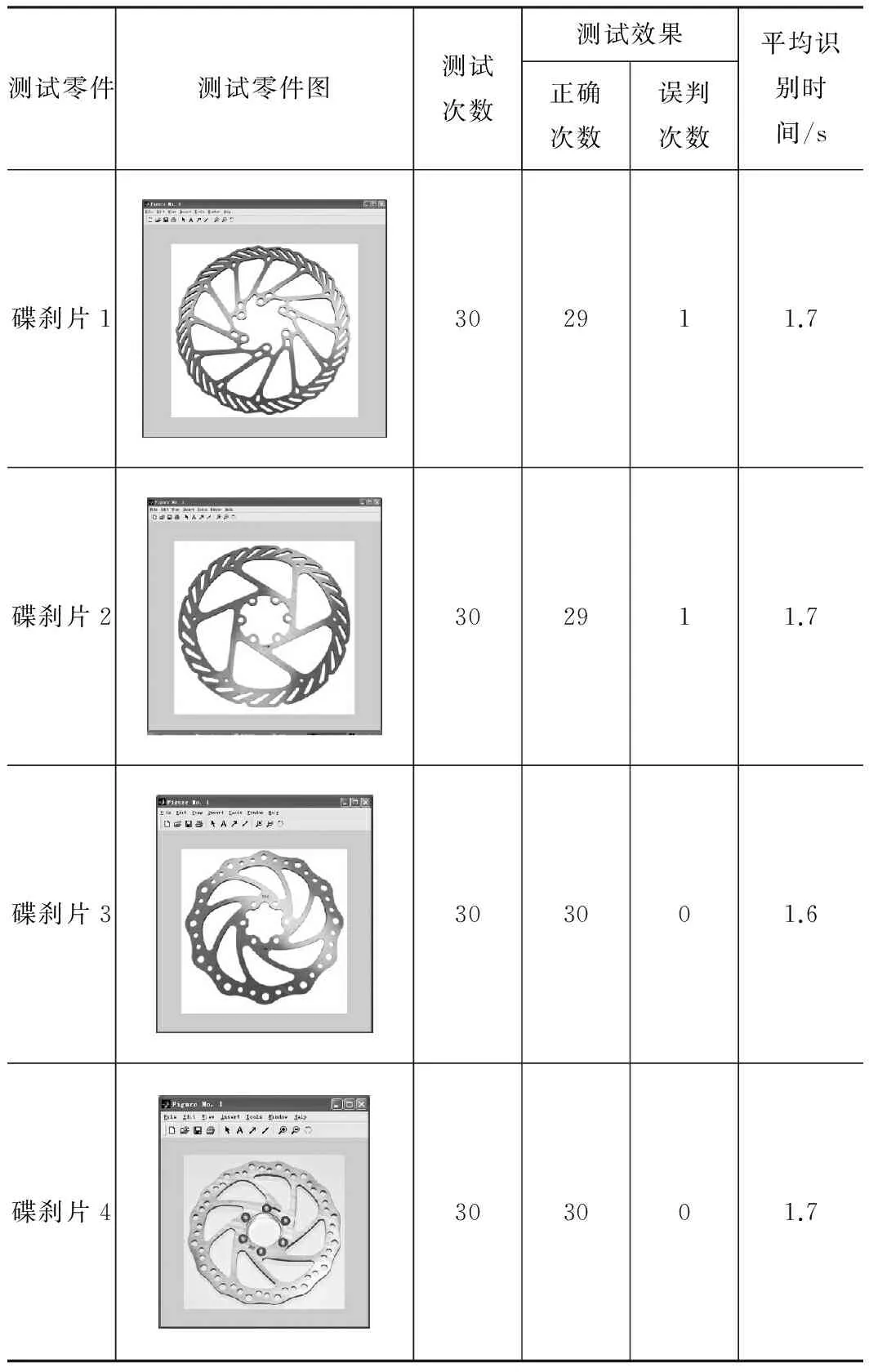
测试零件测试零件图测试次数测试效果正确次数误判次数平均识别时间/s碟刹片1302911.7碟刹片2302911.7碟刹片3303001.6碟刹片4303001.7
4 结语
本文以某企业实际生产的同材质且外形相似的刹车片类零件为研究对象。针对原分拣系统分拣精度低且极易产生误拣的问题展开研究。提出以可编程控制器为主控制器,并结合成像设备及图像处理技术的方法来实现该类零件的快速准确的识别和分拣,即首先通过Matlab软件控制成像设备采集待测零件的图像信息,然后通过Matlab软件本身自带的强大的图像处理技术对所采集的图像信息进行预处理后,将其与样本库中的零件图像进行比对。进而实现该类零件的快速准确的识别和分拣。最后通过实际验证该系统能够极大地提高同材质且外形相似的零件的分拣精度。在实际生产中有很好的推广应用价值。
[1]陈廉清,崔治,王龙山.基于计算机视觉的微小轴承表面缺陷在线识别[J].农业机械学报,2006,37(5):132-143.
[2]张利,许青,计时鸣,等.基于计算机视觉的刀具磨损状态识别技术[J].机电工程,2001(6):89-92.
[3]李勇,伍先达,邢武,龙飞.基于机器视觉的零件表面瑕疵自动分拣系统设计[J].自动化与仪器仪表,2010(5):40-44.
[4]李闯,丁晓青,吴佑寿.一种基于直方图特征AdaBoost的图像中的文字定位算法[J].中国图象图形学报, 2006,11(3):325-331.
[5]林寿光.基于图像增强的直方图均衡化处理[J].科技广场,2012(10):32-34.
[6]李志军,傅蓉浣.应用于机器视觉的图像自动比对算法研究[J].机电工程,2009(7):53-56.
[7]朱虹.数字图像处理基础[M].北京:科学出版社, 2005.
[8]范维浩,张磊,陈红,等.基于机器视觉的产品质量自动检测装置[J].自动化技术与应用,2007,26(1): 115-117.
[9]王郑耀.数字图像的边缘检测[M].西安:西安交通大学出版社,2003:56-89.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Based on image processing of parts sorting system design and implementation
GOU Jianfeng①②, MENG Li②
(Sichuan Engineering Technical College, Deyang 618000,CHN;②Xi’an University of Technology, Xi’an 710048,CHN;③Deyang City Product Quality Supervision and Inspection, Deyang 618000,CHN)
In this paper, a enterprise actual production of plane parts as the research object.And combined with the production conditions of the enterprise and the need of actual production, according to the original parts sorting precision low and sorting system for parts with a similar material, shape susceptible to sort by mistake to research.Put forward by the visual technology is introduced into the method of programmable controller, and combined with imaging set equipment and the method of image processing technology to realize fast and exact identification and sorting the parts.In the actual production has good popularization and application value.
image processing; parts sorting; edge tracking; image recognition; pneumatic control
* 德阳市2015 年度重点科技计划( 科技支撑计划、校企科技合作) 项目( 2015ZZ052)
TH162
A
10.19287/j.cnki.1005-2402.2016.11.003
苟建峰,男,1983年生,博士研究生,副教授,加工中心技师,主要从事机械制造及其自动化研究。
(编辑 谭弘颖)
2016-09-19)
161110
