CVD涂层刀具高速铣削大理石试验*
2016-11-23闫海鹏吴玉厚宗宇鹏
闫海鹏 吴玉厚 宗宇鹏
(沈阳建筑大学机械工程学院,辽宁 沈阳 110168)
CVD涂层刀具高速铣削大理石试验*
闫海鹏 吴玉厚 宗宇鹏
(沈阳建筑大学机械工程学院,辽宁 沈阳 110168)
为了探索高速铣削大理石的切削特性,改善大理石加工表面质量,使用CVD氮化钛涂层刀具进行高速铣削大理石试验。通过显微镜观测刀具磨损表面,并采用网格法计算出刀具磨损面积,探讨切削参数的改变与刀具磨损情况的关系;利用粗糙度测试仪检测大理石加工表面粗糙度,研究切削参数对大理石加工表面质量的影响。最终得到刀具磨损量和大理石表面粗糙度均与切削速度负相关,与进给速度和切削深度正相关。试验结果表明:所建立的数学模型显著性很高,能够较准确地揭示刀具磨损量和大理石表面粗糙度与切削参数间的关系,为合理选择切削参数以提高大理石加工表面质量提供了一定理论基础。
CVD涂层刀具;大理石;切削特性;切削参数;表面质量
大理石是一种典型的脆性石材,因具有高强度、高硬度以及良好的耐磨性等优良性能而被广泛应用于建筑业、家居装饰、机械行业等多种领域。但因其韧性较差,极难加工,在加工过程中极易产生裂纹或破碎,且加工不同成分的大理石也会影响刀具使用寿命。因此,有必要在加工前准确地掌握影响刀具寿命与加工表面质量的因素,以及它们之间的量化关系,而表面粗糙度是评价加工表面质量的重要指标,其影响零件的可靠性、耐磨性、接触刚度等多种性能[1]。
许多文献利用不同的加工方法研究了大理石加工过程中刀具磨损与切削参数的关系[2-7],分析了切削参数对加工表面质量的影响[8-9]。文献[2]利用金刚石刀具对大理石进行切割试验,建立刀具磨损的理论模型。文献[5]给出了球头铣刀磨损模型,并提出了误差补偿方法,保证了实际加工精度。文献[7]利用激光技术对大理石进行铣削加工,研究了加工表面质量受不同石材类别的影响规律,分析了激光铣削参数对铣削量和铣削质量的影响情况。文献[8]利用正交试验建立了基于径向基的精密车削表面粗糙度预测模型,预测精度较高。
本文利用CVD氮化钛涂层刀具进行高速铣削汉白玉大理石试验[10-11],建立了刀具磨损面积和大理石加工表面质量与切削参数间的预测模型,分析了影响刀具使用寿命与加工表面质量的关键因素。本文的研究为延长刀具使用寿命,提高加工表面质量提供了一定实际指导意义。
1 试验条件
1.1 试验样件
大理石主要化学成分是一种不溶于水的化合物——碳酸钙。本文试验采用应用较为广泛的天然汉白玉石,其组成90%是方解石,6%是白云石,其他仅占4%。汉白玉石属性如表1所示。
表1 汉白玉大理石属性

属性参数值吸水率0.16%体密度2800kg/m3抗弯强度10.3MPa抗压强度1072MPa
1.2 试验设备
机床:异型石材车铣加工中心(HTM50200);粗糙度检测设备:Taylor-Hobson粗糙度测试仪;扫描电子显微镜:蔡司显微镜;能谱分析仪:牛津能谱分析仪。试验刀具:D6CVD球头铣刀,其主要参数如表2所示。
表2 试验刀具主要参数

基体材质涂层材料维氏硬度涂层厚度规格钨钢TiN103μmR3.0×L50
1.3 试验方案
分析研究多因素变化对某一事物的影响常采用正交试验方案。正交试验是依据正交性从全面试验中整理出部分具有代表性的点进行试验,大大减少了试验次数,实现了高效率、快速、经济的试验,并且试验点拥有“均匀分散,齐整可比”的特性。本文研究切削参数的进给速度、切削速度、切削深度3个单因素对切削力、刀具磨损面积以及大理石加工表面粗糙度的影响,综合考虑机床功率、刀具强度及耐磨性等因素,每个因素选取4个水平,故采用L16(43)正交表进行试验,如表3所示。
表3 正交试验表及试验结果
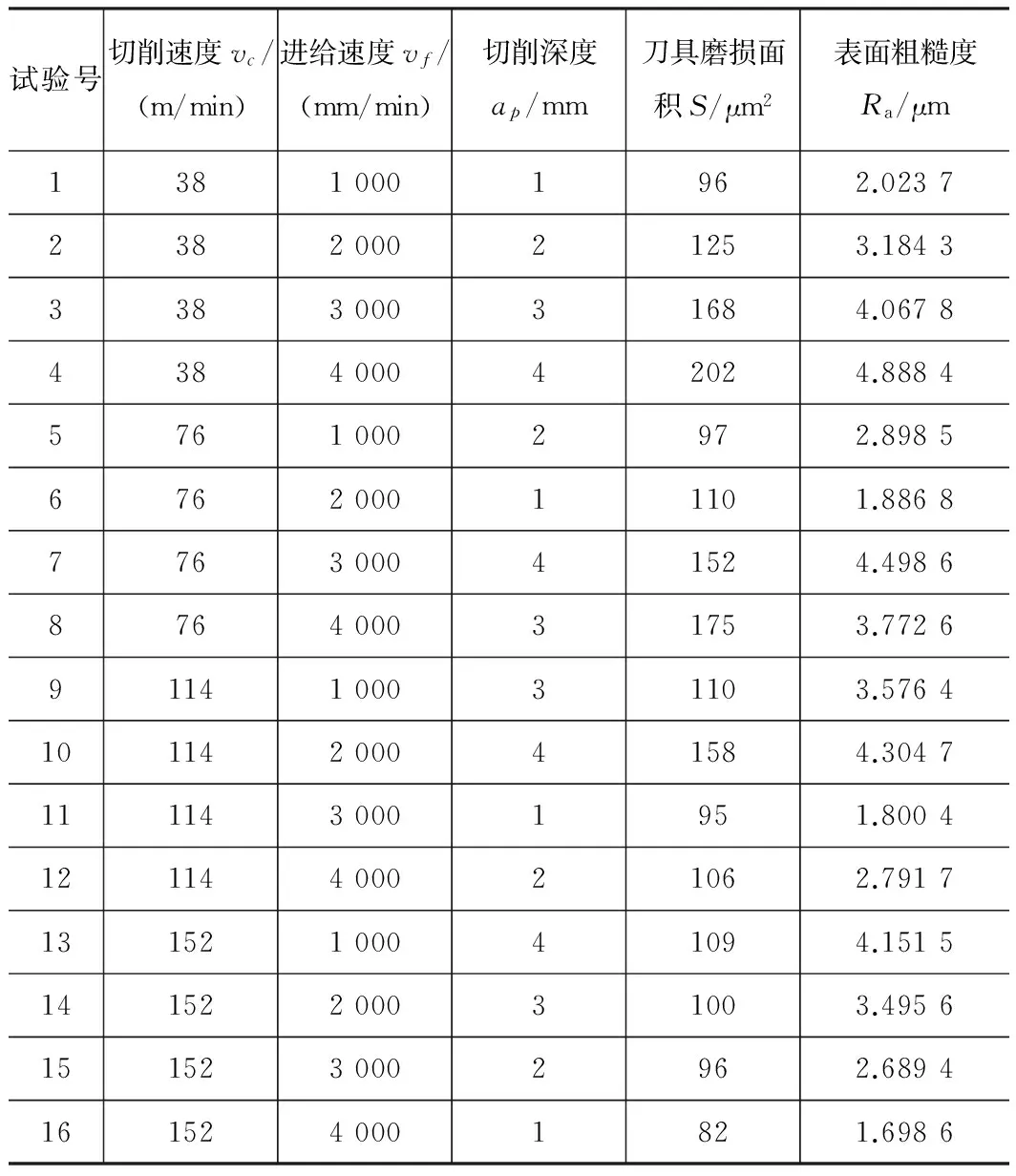
试验号切削速度vc/(m/min)进给速度vf/(mm/min)切削深度ap/mm刀具磨损面积S/μm2表面粗糙度Ra/μm13810001962.0237238200021253.1843338300031684.0678438400042024.888457610002972.8985676200011101.8868776300041524.4986876400031753.77269114100031103.576410114200041584.30471111430001951.800412114400021062.791713152100041094.151514152200031003.49561515230002962.68941615240001821.6986
2 试验结果分析
2.1 高速铣削大理石刀具磨损分析
2.1.1 刀具磨损面积计算
利用高倍电子显微镜观测刀具磨损表面,然后通过划分网格的方法求得刀具磨损面积S值。各组试验的刀具磨损面积如表3所示。
2.1.2 刀具磨损面积与切削参数相关性
根据表4中的刀具磨损面积值,利用EXCEL软件的统计分析、数据处理功能分析刀具磨损面积与切削参数之间的关系。令刀具磨损面积为因变量,切削速度、进给速度和切削深度三个切削参数均为自变量,研究确定各个自变量对因变量的具体影响关系,如图1所示。
图1中分别绘出了刀具磨损面积与切削速度、进给速度和切削深度的线性、二次、指数以及乘幂拟合曲线。从图1a能够看出,切削速度的增加可以减小磨损面积,各拟合曲线都能较好地给出磨损面积与切削速度的关系,但二次拟合曲线效果最佳,与试验点数据折线重合度最高,能够更好体现切削速度对刀具磨损的影响。由于切削速度增加,将缩短切削刃与工件表面的单次接触时间,致使刀具磨损面积趋于线性减小。从图1b和图1c可以看出,进给速度和切削深度的增加均使刀具磨损面积增大,各曲线拟合效果均能很好地反映进给速度和切削深度对刀具磨损的变化规律,但对于图1b乘幂拟合效果更好些,对于图1c乘幂拟合却较其他曲线拟合效果较差些。当进给速度达到2 000 mm/min时,再增加进给速度将减缓刀具磨损面积的增大,因为在此进给速度下加工已经导致刀具表面整体磨损现象,再提高进给速度也不会明显增加磨损面积,但是仍然会使磨损面积增大。切削深度的增加导致刀具与工件接触面积增加,从而增大了刀具摩擦表面,加剧了刀具表面磨损情况。
为了更好体现拟合曲线的好坏,对各拟合曲线的拟合优度进行分析,各曲线参数值和拟合程度值如表4所示。根据试验数据,又建立了切削参数与刀具磨损面积的皮尔逊相关系数如表5所示。
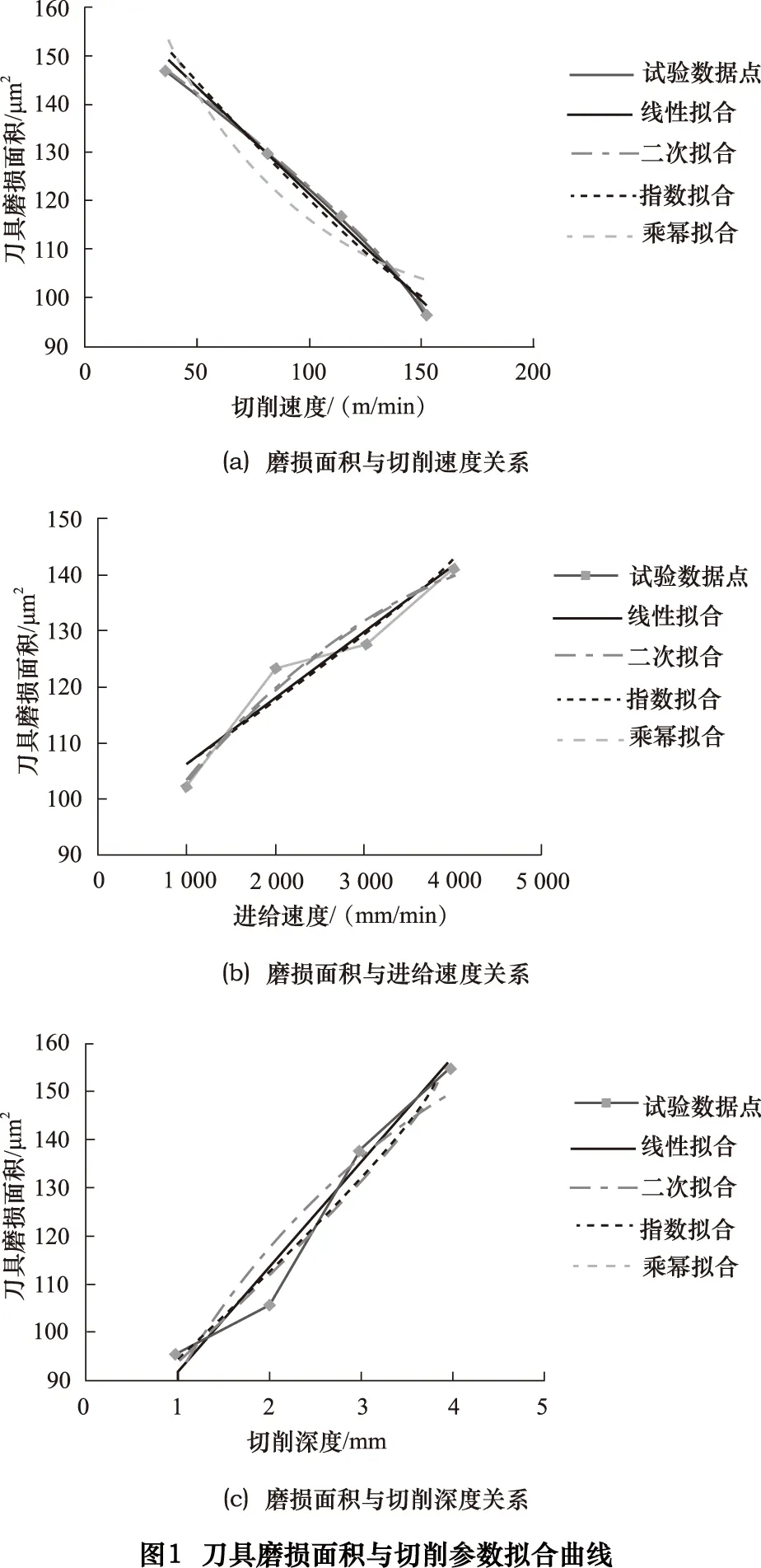
表4 拟合曲线及相应拟合优度
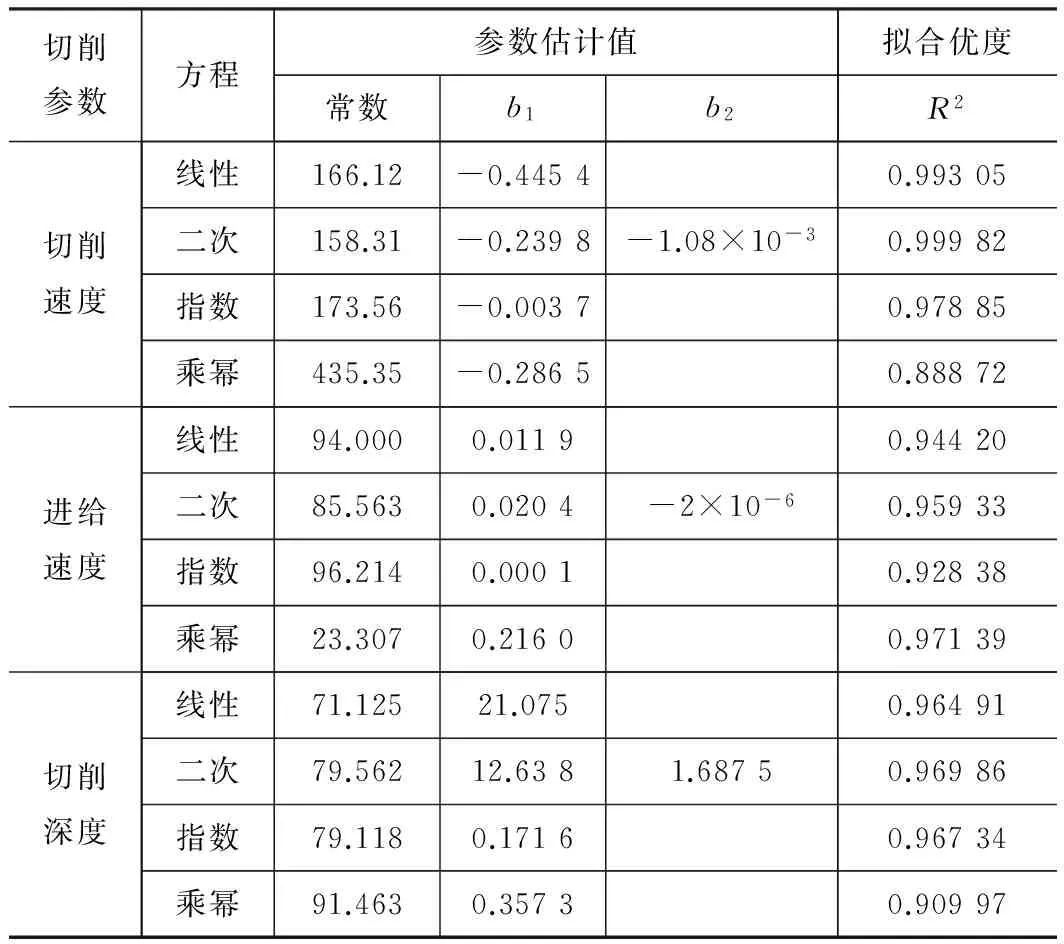
切削参数方程参数估计值常数b1b2拟合优度R2切削速度线性166.12-0.44540.99305二次158.31-0.2398-1.08×10-30.99982指数173.56-0.00370.97885乘幂435.35-0.28650.88872进给速度线性94.0000.01190.94420二次85.5630.0204-2×10-60.95933指数96.2140.00010.92838乘幂23.3070.21600.97139切削深度线性71.12521.0750.96491二次79.56212.6381.68750.96986指数79.1180.17160.96734乘幂91.4630.35730.90997
表5 切削参数与磨损面积皮尔逊相关性

切削参数切削速度进给速度切削深度切削面积-0.996520.971700.98230
拟合优度R2为0~1的数,其值越接近1,拟合效果越好,可靠性越高,若R2=1则表明试验数据点全部在拟合曲线上,拟合程度最高,也最可靠。表5中切削速度与切削深度对磨损面积影响的各拟合曲线的拟合优度均接近1,说明拟合效果均较好。但比较R2值可知,切削速度与切削深度对刀具磨损面积影响的拟合曲线中,都是二次多项式R2值最大,拟合效果更佳,更可靠。而进给速度对刀具磨损面积影响的拟合曲线中,乘幂拟合的R2值最大,拟合程度更高。并且表5分析得出的结果与图1中观测结果一致。
表5中切削参数与磨损面积相关性的皮尔逊系数的绝对值均接近1,表明切削参数与磨损面积之间有着极强的相关性。切削速度与磨损面积间的系数值为负数,表明它们之间具有负相关性,即磨损面积随切削速度的增大而减小,而进给速度与切削深度与磨损面积的系数值均为正数,表明它们之间具有正相关性,即磨损面积随进给速度和切削深度的增加也变大。
为了更加形象描述切削参数对刀具磨损面积的综合影响,根据经验公式[12],建立刀具磨损面积与切削参数关系模型如式(1)所示。
(1)
式中:b1、b2、b3是各项指数;k是与工件材料、刀具材料、切削条件等有关的系数。
将式(1)两端取对数,有
lnS=lnk+b1lnvc+b2lnvf+b3lnap
(2)
令b0=lnk,x1=lnvc,x2=lnvf,x3=lnap,y=lnS,并代入式(2)有
y=b0+b1x1+b2x2+b3x3
(3)
利用EXCEL软件中的LINEST函数对式(3)参数估计,并对拟合结果作回归分析,检验其显著性。计算后得到数学模型如式(4)所示,拟合优度与显著性值如表6所示。
(4)
表6 刀具磨损面积公式显著性分析结果

磨损面积S拟合优度R2F检验S0.8547228.26
表6中拟合优度R2=0.854 72,较接近1,显著性检验值F=28.26>F0.01(3,12)=5.95,表明显著性很高,拟合效果较好,即利用式(4)作为刀具磨损面积计算公式有很高的可信度。式(4)的给出不仅验证了以上分析的正确性,同时还可以判断出影响刀具磨损面积最大的因素是切削深度,切削速度次之,进给速度对刀具磨损面积的影响最小。同时还可以分析出刀具磨损面积与进给速度和切削深度正相关,与切削速度负相关。
由以上分析可知,提高切削速度可以减小刀具磨损面积,有利于延长刀具的使用寿命。提高进给速度与切削深度并不能改善刀具磨损情况,增加切削深度反而会使刀具磨损面积明显增大。因此要改善刀具磨损状况,提高刀具使用寿命,在高速铣削大理石过程中应根据加工需要合理选择进给速度和切削深度,在允许条件下尽量提高切削速度。
2.1.3 刀具磨损形态分析
利用高倍显微镜观测各组试验刀具磨损表面形态,其形貌特征主要表现为各种磨损、犁沟、崩刃以及涂层与基体剥离,此外还有加工过程中刀具前刀面残留的积屑瘤。采用能谱分析仪检测刀具磨损区域元素成分,其主要有氧、钙、碳、硅、镁等元素,它们均为天然大理石的基本化学成分。由于加工过程中温度非常高,使切削下来的材料粘结在前刀面上从而形成积屑瘤。积屑瘤的形成会增大刀具前角,使刀具变得较锋利,但如果加工环境不稳定,在加工过程中积屑瘤将会破裂,致使刀具表面颗粒剥落,从而导致刀具磨损状况加剧,也影响加工表面质量。
2.2 高速铣削大理石表面粗糙度分析
2.2.1 大理石表面粗糙度测量
清洗加工试件并风干,利用粗糙度检测仪在加工表面随机选取5个测点进行测量,每个测点取长度50 mm检测,用5个测点平均值Ra表示表面粗糙度。最终得到大理石表面粗糙度值如表3所示。
2.2.2 切削参数对表面粗糙度影响分析
图2给出了不同切削参数试验条件下的4组试验结果表面质量比较。从图2a~d的切削参数变化可以看出,加工大理石表面质量逐渐得到改善。随着切削速度的提高,切削区域温度将不断上升,导致切屑底层软化,使已加工表面颗粒不易脱落,切屑不被粘着在加工表面,同时加工表面塑性变形程度也会减小,使颗粒迅速被切断而脱落,抑制了凹坑与裂纹的生成。图2a中能够明显看出刀具切削刃划过加工表面产生的犁沟,也能看到颗粒脱落产生的凹坑,图2d在切削速度较大,进给速度与切削深度相对较小的加工条件下,得到了较好的加工表面质量。
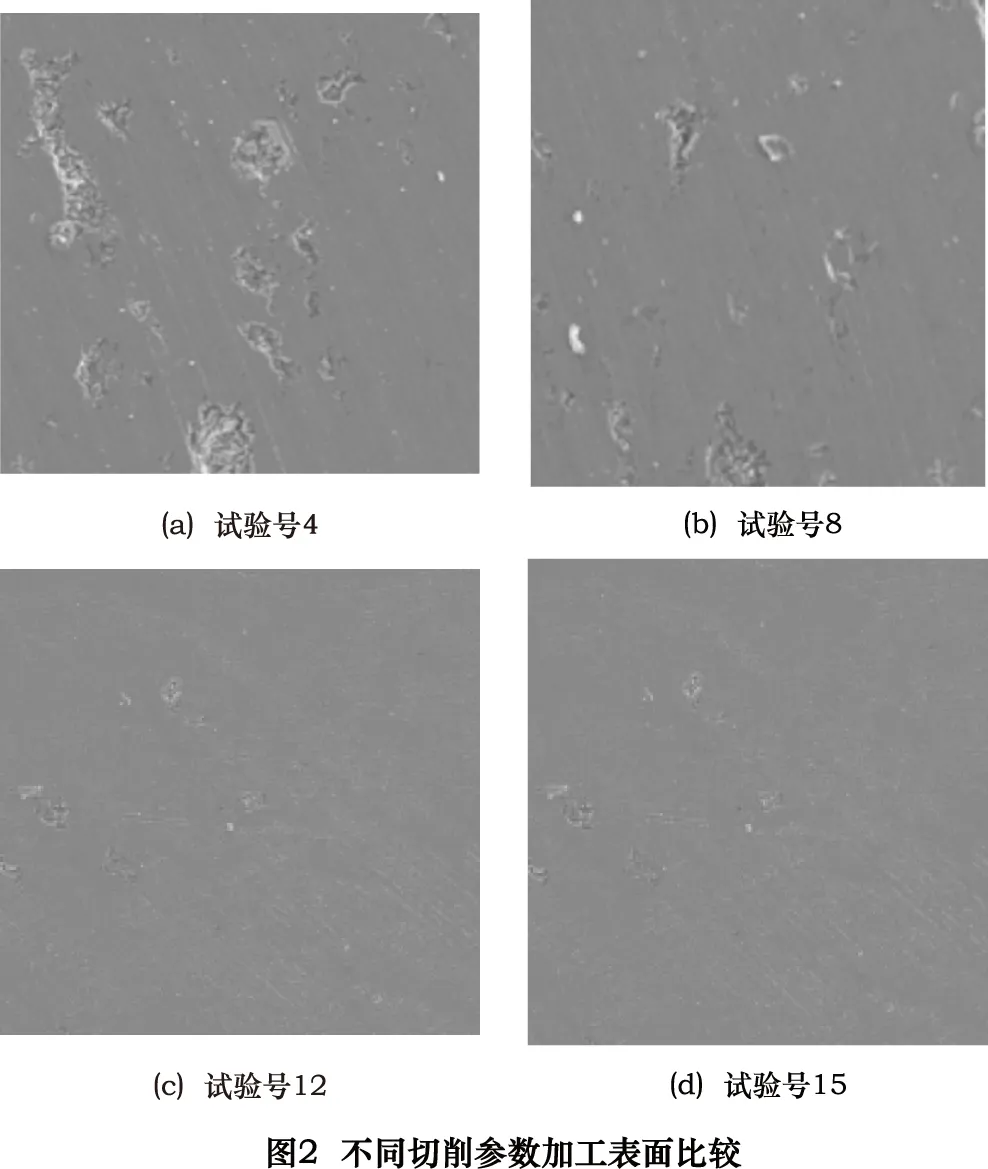
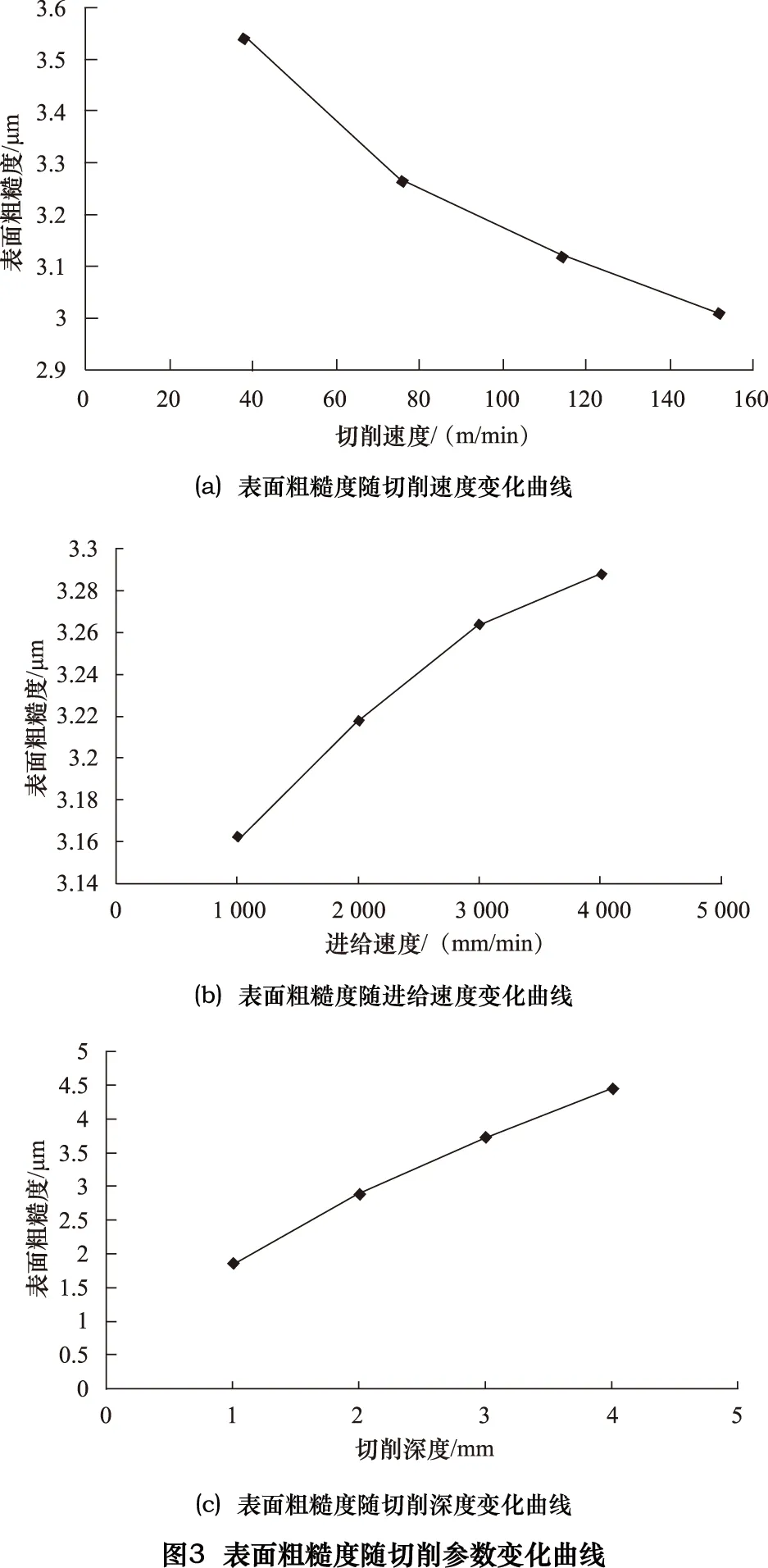
图3给出了各切削用量对表面粗糙度的影响关系。由图3可知,在试验设定切削参数范围内,高速铣削大理石过程中,随着切削速度的提高,工件表面粗糙度有所减小,随着进给速度与切削深度的增加,表面粗糙度不断增大。提高切削速度,可抑制积屑瘤的产生,得到较小表面粗糙度,从而改善表面质量;增加进给速度,将加大切削振动,导致表面粗糙度变大,表面质量下降;增加切削深度加大了刀具与工件接触面积,增大了切削力,进而加剧了刀具与加工表面的摩擦,容易产生凹坑或裂纹,降低了表面光洁度,加大了表面粗糙度。
2.2.3 表面粗糙度预测模型
表面粗糙度是评价加工质量的重要指标,若在加工前能够根据加工参数准确预测加工表面粗糙度,便可根据调节加工参数更好地实现所要求的加工质量。这样可以降低加工劳动强度,减少粗糙度检测环节,有效控制粗糙度值,从而提高对大理石加工的表面质量。
仿照刀具磨损面积与切削参数之间函数关系的建模方法,最终得到大理石加工表面粗糙度预测模型如式(5)所示。
(5)
计算式(5)拟合优度得R2=0.999 77,接近1,显著性检验F=17 625.04>F0.01(3,12)=5.95,表明拟合效果极佳。由式(5)可知,切削深度值与进给速度指数均为正,表明其值若增大,表面粗糙度值也会增大,切削速度指数为负,说明其值若增大,表面粗糙度值会减小。切削深度指数最大,是对表面粗糙度影响最大的因素,进给速度指数非常小,其值变化对表面粗糙度影响不明显。
式(5)揭示了切削参数对大理石加工表面粗糙度的影响规律,能够较准确地预测CVD涂层刀具加工汉白玉大理石的加工表面粗糙度,为提高大理石加工表面质量提供了一定参考价值。
3 结语
(1)利用CVD氮化钛涂层刀具进行高速铣削天然大理石试验,得到刀具磨损面积与大理石加工表面粗糙度均随切削速度的增大而呈减小趋势,均随进给速度与切削深度的增加而呈变大趋势。
(2)分析试验所测数据,利用EXCEL分别建立了刀具磨损面积和大理石加工表面粗糙度与切削参数间的预测模型,并对模型进行检测均有很高的显著性与较强的拟合优度。进一步分析模型各项指数得到刀具磨损面积和大理石加工表面粗糙度受切削深度改变的影响最大,受切削速度改变的影响较小,受进给速度改变的影响最小。因此,控制好切削深度是提高大理石加工表面质量的关键。
(3)在利用CVD涂层刀具加工大理石时,根据所建模型能够较准确地揭示刀具磨损面积和大理石表面粗糙度与切削参数间的关系,可以通过调解切削参数来控制刀具磨损,减小加工表面粗糙度值。因此,所建预测模型可以为提高大理石加工表面质量提供了一定参考价值。
(4)提高切削速度可以避免积屑瘤的产生,降低刀具磨损量,增加刀具使用寿命,改善大理石加工表面质量。适当选择较小的进给速度与切削深度可以减小加工表面粗糙度值,有利于获得较好的表面质量。
[1]段春争,郝清龙. 45钢高速铣削表面粗糙度预测[J]. 哈尔滨工程大学学报,2015,36 (9):1229-1233.
[2]Ilio A D, Togna A. A theoretical wear model for diamond tools in stone cutting[J]. International Journal of Machine Tools and Manufacture,2003, 43:1171-1177.
[3]Turchetta S. Cutting force and diamond tool wear in stone machining[J]. Int J Adv Manuf Technol,2012, 61:441-448.
[4]Yurdakul M, Akdas H. Prediction of specific cutting energy for large diameter circular saws during natural stone cutting[J]. International Journal of Rock Mechanics & Mining Sciences,2012, 53:38-44.
[5]张臣,周来水,安鲁陵,等. 球头铣刀刀具磨损建模与误差补偿[J].机械工程学报,2008,44(2):207-212.
[6]吴玉厚,闫广宇,赵德宏,等. CVD复合涂层刀具在天然大理石切削中的磨损特性[J]. 沈阳建筑大学学报:自然科学版,2014,30(4):712-719.
[7]袁根福,曾晓雁. 大理石的激光铣削加工试验研究[J]. 中国激光,2003,30(3):275-278.
[8]王兴盛,康敏,傅秀清,等. 镜片精密车削表面粗糙度预测[J]. 机械工程学报,2013,49(15):192-198.
[9]巩亚东,张金峰,张永震,等. 微尺度高速铣削表面质量的试验研究[J]. 机械工程学报,2013,49(13):190-198.
[10]Bagci E. 3-D numerical analysis of orthogonal cutting process via mesh-free method[J]. International Journal of Physical Sciences,2011, 6(6):1267-1282.
[11]任文祥,吴玉厚,闫广宇. CVD氮化钛涂层刀具加工天然大理石的磨损特性[J]. 润滑与密封,2014,39(3):71-74.
[12]闫海鹏,吴玉厚,宗宇鹏. CVD涂层刀具高速铣削大理石切削力研究[J]. 制造技术与机床,2016(3):24-28.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Experiment on high speed milling marble using CVD coating tools
YAN Haipeng, WU Yuhou, ZONG Yupeng
(School of Mechanical Engineering, Shenyang Jianzhu University, Shenyang 110168, China)
The paper aims to explore the cutting characteristics of high speed milling marble and to improve the surface quality of marble processing. A high speed milling marble test using CVD titanium nitride coating was carried out. To study the relationship between the cutting parameters and the tool wear conditions, the tool wear surfaces were observed through the microscope and the tool wear areas were calculated by the grid method. The machined marble surface roughnesses were detected by the roughness tester to probe the influence of the cutting parameters on the marble surface quality. It’s found that the tool wear losses and the marble surface roughness have negative correlation with the cutting speed, but positive correlation with the feed rate and the cutting depth. The experimental results show that the established mathematical models are significant in revealing the relationships between the cutting parameters and the tool wear losses and the marble surface roughness. Therefore it provides a theoretical basis for the proper selection of cutting parameters to improve the surface quality of marble processing.
CVD coating tools;marble; cutting characteristics; cutting parameters; surface quality
* 国家自然科学基金资助项目( 51375317) ; 辽宁省自然科学基金项目( 2014020069) ; 教育部创新团队计划( ITR1160)
TH161+.1;TG711;TG506.1
A
10.19287/j.cnki.1005-2402.2016.11.018
闫海鹏,男,1987年生,在读博士,研究方向为脆性材料加工、工艺参数优化。
(编辑 高 扬)
2016-04-26)
161125
