绿色制造涂层刀具制备及切削性能分析与探究
2016-11-22姬清华
姬清华
(新乡学院 机电工程学院,河南 新乡 453000)
绿色制造涂层刀具制备及切削性能分析与探究
姬清华
(新乡学院 机电工程学院,河南 新乡 453000)
随着机械工业绿色制造和高效切削等要求的提出,刀具切削性能的提高日渐紧迫,特别是孔加工时刀具磨损大、切削温度高、散热条件差、切屑排除困难、加工精度低等。基于此,采用磁控溅射镀膜技术在硬质合金刀具表面上沉积TiAlN涂层,分析和探究TiAlN涂层刀具在绿色制造过程中的切削性能、刀具磨损等相关内容。
绿色制造;TiAlN涂层刀具;孔加工;切削性能
随着时代的发展以及科学技术的进步,使得TiAlN涂层作为一种新型材料逐渐诞生,并在实际的生产、生活中发挥着重要的作用。相关的实践显示,TiAlN涂层刀具在实际的运用过程中要比一般的硬质合金具有更优秀的切削性能。在绿色制造成为主流的今天,TiAlN涂层刀具以其优异性能已在航空航天、汽车、模具等行业得到了广泛的研究和应用,展现出广阔的应用前景。
1 刀具表面涂层技术
由于TiAlN涂层刀具具有优越的切削性能,通过应用和普及可以产生节约资源、提高效率、降低成本、改善产品质量等多重效益,因而对于TiAlN涂层技术的研究及改进不断加强。射频磁控溅射是物理气相沉积(PVD)的一种,因其对于任何能做成靶材的待镀材料,都可以实现溅射并且所得到的涂层与基底的结合较好,另外涂层纯度高、致密度高、针孔少,涂层薄膜厚度易于控制,溅射工艺重复性较好等优点,故得以广泛应用。
(1)1TiAlN涂层的制备。采用射频磁控溅射镀膜机进行制备,步骤:①抛光、超声波清洗及烘干基体;②溅射镀膜机准备;③抽取真空,真空度4.5*10-4Pa;④充气,氩气流量设置为40sccm;⑤溅射镀膜,沉积时间80min,温度为300℃,功率900W;⑥冷却,整理。
(2)TiAlN涂层的检测。采用超景深三维显微系统(VHX-1000)对样品的三维图像进行观察、分析。通过扫描电子显微镜(SEM)进行观察、分析涂层的微观形貌及利用能谱分析仪(EDS)对涂层元素、成分分析。通过NANOVEA微米力学测试系统及摩擦磨损试验机进行涂层硬度、弹性模量和摩擦系数的测量。图1所示为制备的TiAlN涂层SEM形貌图。通过分析,制备的TiAlN涂层具有较高的硬度、弹性模量和较低的摩擦因数,如表1所示。
图1 制备涂层SEM形貌

表1 TiAlN涂层性质
2 高速切削试验
为进一步分析和研究绿色制造过程中TiAlN涂层刀
具的切削性能,进行了相关试验,主要利用数控加工中心、Kistler9257B多分力测力计、MF-UB3017C工具显微镜、φ6的TiAlN涂层硬质合金钻进行,在试验的过程中,重点分析刀具的切削力以及刀具磨损状况。
(1)切削力。针对钻削加工Cr5Mo1V模具钢时切削参数的变化对切削力的影响进行了试验,对相关试验数据笔者进行了总结,具体内容如表2所示。通过对相关数据的分析可知:切削速度对切削力的影响最小。不仅如此,切削速度与切削力存在着一定的反比关系,即随着切削速度逐渐增加,切削力则会出现下降的趋势。基于此,为提高加工效率和刀具使用寿命,可通过适当增大切削速度从而提高切削进给量。
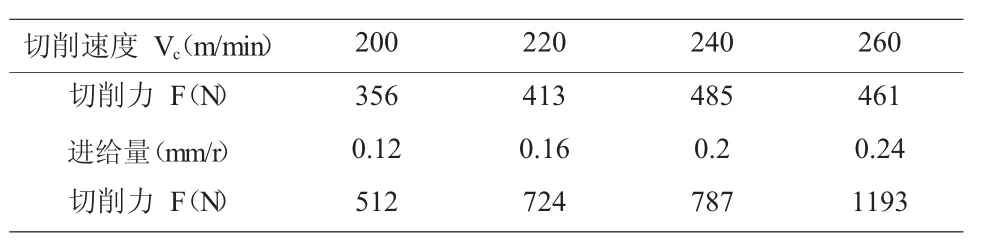
表2 切削力变化试验数据
(2)刀具磨损。通过对比具有TiAlN涂层及无涂层硬质合金钻削加工Cr5Mo1V模具钢进行相关试验,采用干切削方式,对刀具的磨损情况进行分析,对相关试验数据整理,具体内容如表3所示。
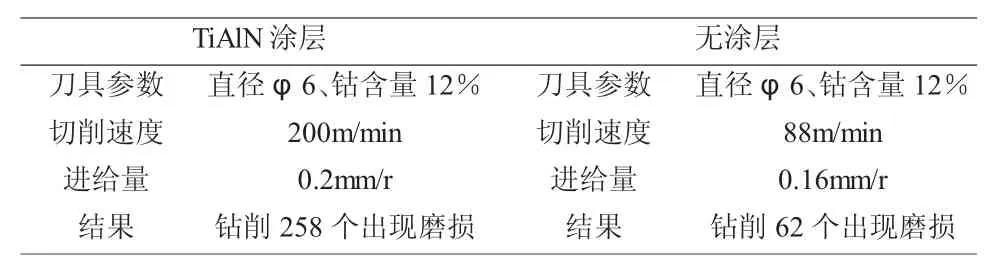
表3 刀具切削磨损对比
通过试验分析可以得知,TiAlN涂层硬质合金刀具的使用寿命要远远超过未经过涂层处理的硬质合金刀具的。一般加工条件下,TiAlN涂层刀具的使用寿命约为未经过涂层处理刀具的3~5倍。此外,在试验过程中还可以发现,TiAlN涂层硬质合金刀具能有效提高刀具硬度、耐磨性和抗高温性,降低钻削时的切削力,从而延缓了TiAlN涂层硬质合金刀具磨损,并最终实现了其使用寿命的延长。
TiAlN涂层刀具主要磨损为磨粒磨损、粘结磨损。因钻削加工时产生大量的切削热,从而使钻头温度升高,加上机械摩擦作用,使刀具的后刀面和主切削刃外缘处磨损最为严重。
3 结语
文章主要分析了TiAlN表面涂层技术,并借助相关的试验,对绿色制造TiAlN涂层刀具的切削性能以及磨损问题进行了相关的讨论。笔者认为,随着新型工艺及相关技术的不断发展和成熟,以及多元化和纳米技术在TiAlN涂层刀具上的研究和应用,TiAlN涂层刀具切削性能必然获得显著的提升,并在绿色制造技术的发展创造有利条件,为工业生产取得良好效益。
[1]Achanta R,Shaji A,Smith K,I_ucchi A,Fua P,Siisstrunk S.SI_IC Superpixels,Ecole Polytechnique Federalde Lausanne(EPFI)Technical Report,no.149300,June 2010.
[2]魏莎莎,陆平山,林荣川.氮铝钛表面涂层刀具技术在切削加工中的应用[J].武汉大学学报(工学版),2014,(5):703-706+716.
[3]严帅,王明建,胡小康,等.基于DEFORM-3D的钛合金切削仿真研究[J].组合机床与自动化加工技术,2014,(10):135-137+141.
[4]古尚贤,郭伟明,曾俊杰,等.基于TiC_(0.5)N_(0.5)/Si_3N_4复相陶瓷基体的PVD及CVD涂层刀具性能[J].复合材料学报,2016,(3):618-627.
[5]郑敏利,范依航.高速切削典型难加工材料刀具摩擦与磨损机理研究现状[J].哈尔滨理工大学学报,2011,(6):22-30.
Preparation of Green Manufacturing Coated Tools and Analysis and Research of Cutting Performance
JI Qing-hua
(Mechanical and Electrical Engineering Institute of Xinxiang College,Xinxiang,Henan 453000,China)
With the requirements of green manufacturing and high efficiency cutting of mechanical industry,the improvement of the performance of the cutting tool is urgent,especially when the machining tool is in operation,the wear is large,cutting temperature is high,cooling condition is poor and process precision is low.Based on this,the paper proposes TiAlN coatings should be coated on hard alloy knives by magnetron sputtering deposition technology.It analyzes and explores cutting performance and cutting tool wear of TiAlN coated cutting tool in the process of green manufacturing.
green manufacturing;TiAlN coated tools;hole processing;cutting performance
TG71
A
2095-980X(2016)10-0029-02
2016-09-08
河南省高等学校青年骨干教师培养计划(2013GGJS-221)
姬清华(1976-),男,河南新乡人,硕士,副教授,主要研究方向:机械工程及先进制造技术。
