时间压力灌装机的同步跟踪系统
2016-11-22田雪玲何小荣
于 颖 田雪玲 何小荣
(1.中国药科大学工学院,南京 211198;2.江苏先声药业有限公司,南京 210042)
时间压力灌装机的同步跟踪系统
于 颖1田雪玲2何小荣1
(1.中国药科大学工学院,南京 211198;2.江苏先声药业有限公司,南京 210042)
直线式全自动时间压力灌装机的灌装速率和精度不仅受灌装时间和缓冲罐内压力的影响,灌装针同步跟踪系统的跟踪效果对灌装性能的影响也很大。对时间压力灌装机的伺服跟踪控制系统各工步中灌装针的运动状态进行分析,并进行数学计算建立伺服跟踪模型,计算确定控制参数并编写PLC控制程序。测试结果表明:该模型的运用提高了灌装效率和稳定性。
时间压力灌装机 伺服跟踪系统 跟踪模型 PLC程序
目前,液体灌装机的灌装计量方式可分为4种:容积泵式、金属/陶瓷柱塞计量泵式、蠕动泵式和时间压力法。其中时间压力法是一种相比更为先进的灌装计量方式,分装的液体计量是通过时间和液体的流速确定的,液体通道均为管道式,无死角、无摩擦处、无产生微粒处,可实现在线清洗和在线灭菌[1]。直线型全自动时间压力灌装机的自动化程度高,而且生产速度快,是目前研究的热点。但当灌装速度提高时,会产生系统运行不稳定,灌装效率降低的问题[2]。同步跟踪系统是制约灌装速度的主要原因,同步灌装的稳定性和精确性是保证灌装质量的重要条件,目前国内对此研究较少。
为了使时间压力灌装机在高速灌装的情况下也能实现灌装的高效、稳定、精确运行,笔者对灌装针的自动跟踪灌装进行深入研究,分析伺服跟踪系统各工步中灌装针的运动状态,并对它进行数学计算,建立伺服跟踪模型。最后,通过计算确定控制参数,并编写PLC控制程序。
1 工艺流程①
在时间压力法灌装机(图1)的上方有一个恒压缓冲罐,内设液位传感器和压力传感器,当有药液流进缓冲罐时,氮气调节阀关闭,药液进液调节阀打开,同时液位传感器将缓冲罐内的液位信号传送给PLC,由PLC对进液调节阀开度进行PID控制,从而控制流入缓冲罐药液的流量,使液位保持稳定。当进液停止时,氮气调节阀打开,缓冲罐内的压力信号由压力传感器传送给PLC,通过PID运算控制氮气调节阀的开度,保证缓冲罐内的压力恒定。
缓冲罐连接16个灌装头,灌装头由隔膜阀控制,灌装剂量通过隔膜阀的开关时间控制。在灌装区进口前一个瓶位处安装光纤传感器,检测进入灌装区瓶子的数量,当检测到16个时,灌装针伺服跟踪系统启动,控制灌装针的水平和垂直运动;当灌装针伸入灌装瓶底时,PLC控制灌装隔膜阀打开进行灌装,灌装过程为动态,灌装时间由PLC控制。灌装结束后,垂直伺服跟踪系统控制灌装针加速上升,同时水平跟踪减速直至停止;随后,水平伺服电机反转,控制灌装针返回初始位置。至此,一个周期结束,进行下一个周期,循环以上过程。
2 灌装针自动跟踪装置
灌装针自动跟踪装置由灌装针组、垂直跟踪机构及水平跟踪机构等组成。水平跟踪机构由水平支撑座、移动座、丝杠及伺服电机等构成,水平丝杆的运动带动灌装针沿水平方向往复运动,实现灌装同步。垂直跟踪机构包括垂直导向支座、滚珠丝杠及导杆等,它通过垂直跟踪电机的支座固定在灌装机底板,通过控制垂直滚珠丝杠的旋转,实现垂直导杆沿垂直方向上下运动,从而实现灌装针的上下运动,保证灌装针的插入深度。
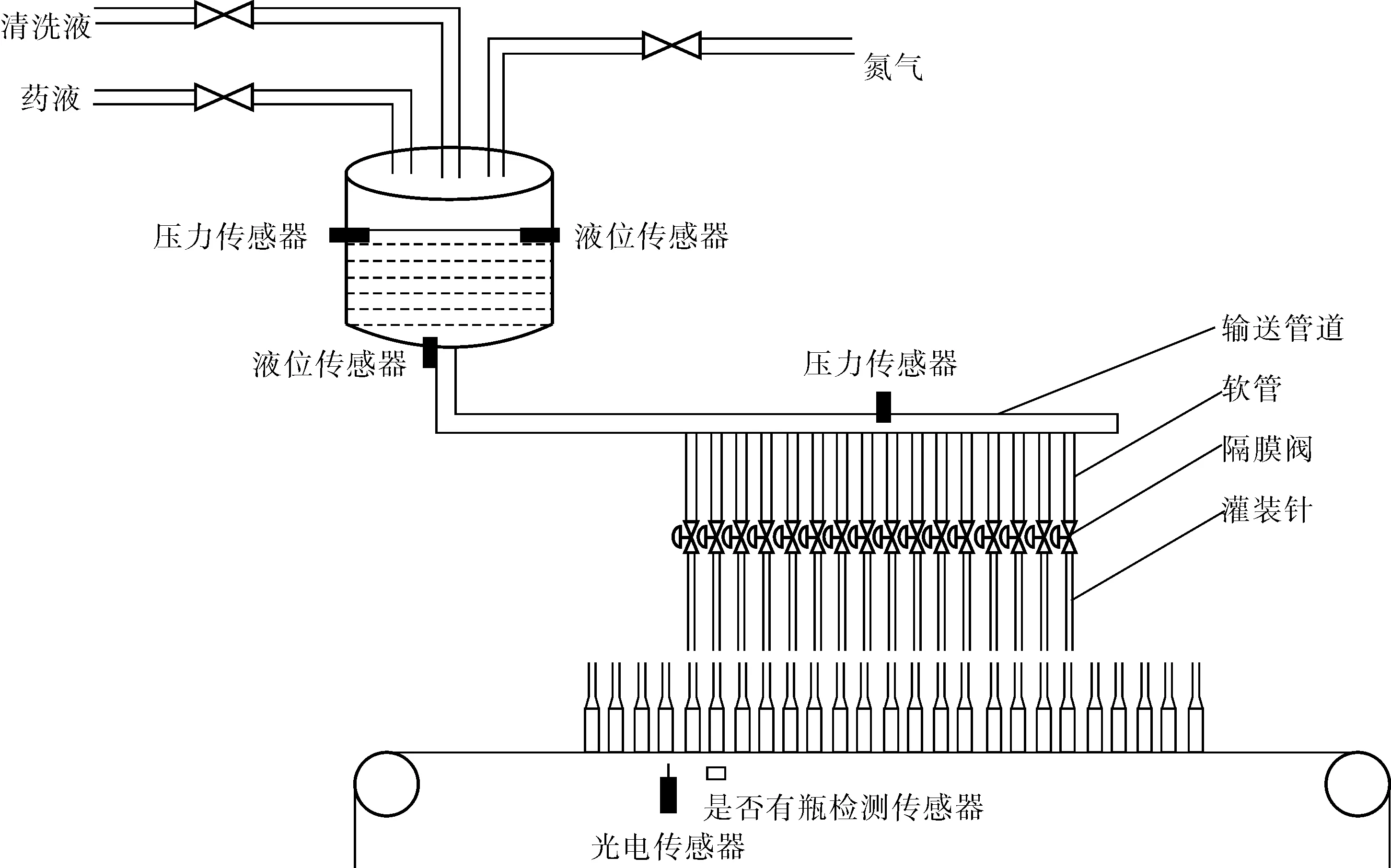
图1 时间压力法灌装机组成简图
3 自动跟踪系统伺服电机的控制
3.1伺服电机选型
灌装跟踪系统的控制,由于动作时间相对较低,因而要求控制电机的转动速度要快,可控性要好,并且能够实现迅速启动、加速、减速及停止等动作要求,同时冲击较小,故选用交流伺服电机控制。对于电机的选型,应该根据负载惯量、最大速度及启停制动时间等,计算惯量比、转速及转矩等参数,进行核算,选出合适的电机[3]。松下A5系列伺服电机具有速度响应频率高、定位时间短、稳定性好及分辨率高等优点,被应用于各种运动精度要求高的场合。本设计也选择松下A5系列伺服电机。
本设计中时间压力灌装机的已知参数有:工作台质量m1=60kg,工件质量m2=20kg,丝杠长度BL=0.7m,丝杠直径BD=0.02m,丝杠螺距Bp=0.02m,丝杠效率Bη=0.9,移动距离L=0.5m。
计算过程以灌装针下降为例,此过程伺服电机运转参数有:加速时间ta=0.1s,匀速时间tb=0.8s,减速时间tc=0.1s,循环时间td=2.0s。
参照松下A5系列伺服电机选型手册,可知:


根据以上各参数的计算,本设计选用松下A5系列MSMD022G1U和MADHT1507E。
3.2伺服电机控制方式
伺服电机控制方式常见的有3种:位置控制、速度控制、转矩控制。
位置控制一般通过外部输入脉冲频率确定转动速度,通过输入的脉冲个数确定转动角度。由于位置控制模式可以对速度和位置进行严格的控制,故一般应用于定位装置中。
速度控制通过模拟量输入或脉冲频率控制转速,在有上位控制装置的外环PID控制时,速度控制模式也可进行定位。位置模式也支持直接负载外环检测位置信号,此时的电机轴端编码器只检测电机转速,位置信号直接由最终负载端的检测装置提供,其优势在于可以减少中间传动过程的误差,增加整个系统的定位精度。
转矩控制通过外部模拟量的输入或直接的地址赋值设定电机轴对外的输出转矩,可以通过即时改变模拟量设定来改变设定力矩的值,也可通过通信方式改变对应地址的数值实现。
4 灌装针伺服跟踪灌装过程设计
灌装针伺服跟踪灌装过程是保证灌装机高速、高精度运行的标准,也是整个灌装控制系统设计的核心。当光电传感器检测到有16个空瓶通过时,PLC控制灌装针伺服跟踪系统启动,水平伺服跟踪系统控制灌装针从静止开始加速做跟位运动,至灌装针的水平运动速度与灌装瓶传送速度相同,垂直伺服跟踪系统控制灌装针从静止开始加速下降并插入罐装瓶,随后开始同步灌装,同时垂直伺服跟踪系统控制灌装针上升并与灌装瓶内液面保持恒定距离。灌装过程中,灌装针水平运动速度恒定;灌装结束后,垂直伺服跟踪系统控制灌装针加速上升;然后,水平伺服跟踪停止并控制灌装针返回初始位置。完成一个灌装周期,并开始下一个周期。
整个灌装过程分为:灌装跟位运动,灌装针垂直下降运动,同步灌装,灌装针垂直上升,水平跟踪停止和回程运动。
4.1灌装初始位置
伺服跟踪系统未得到任何动作指令前所在的位置,即为灌装初始位置,如图2所示,以灌装针组的第一个灌装针的初始位置O点为准。
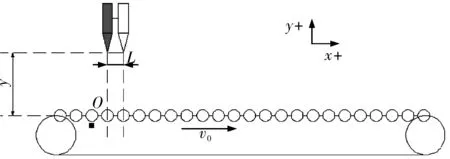
图2 伺服跟踪初始位置
设灌装机生产能力(Q)为每小时18 000瓶,根据图2,两个瓶位间距离L=40mm,可计算得到传送带的速度v0和运行单位瓶位所需时间T分别为:

4.2灌装跟位运动
当检测到有16个空瓶进入灌装区时,水平伺服跟踪系统启动,灌装针由初始位置开始加速移动,至灌装针水平运动速度vx与传送带的速度v0一致时,跟位完成。此时的灌装针针头应对准灌装瓶口,故在跟位过程中,灌装针的水平移动位移应是瓶位的整数倍,且跟位时间应是运行单位瓶位时间的整数倍。

为满足高速灌装需求,取k1=1,k2=2,即在跟位过程(图3)中,灌装针水平位移为一个瓶位距离L,传送带移动位移为两个瓶位距离2L,故空瓶计数光电传感器位置应位于O点前(x轴负方向)一个瓶位处。
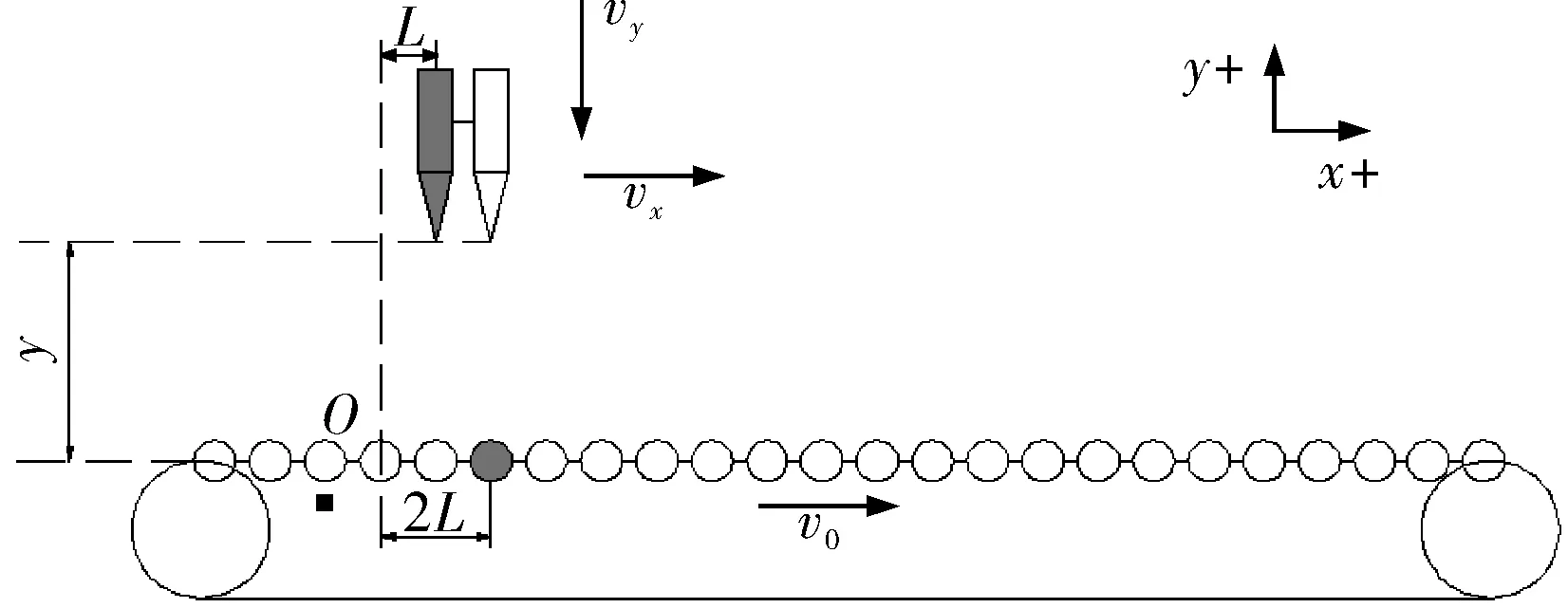
图3 伺服跟踪跟位过程
将参数代入上述各式计算得:tx1=0.4s,ax1=25rev/s2,X1=2rev。
4.3垂直下降运动
当光电传感器检测到有16个空瓶通过时,垂直伺服跟踪系统启动,使灌装针垂直向下运动直至插入灌装瓶底。灌装针垂直下降运动过程(图4)先加速,再匀速,最后减速至停止。
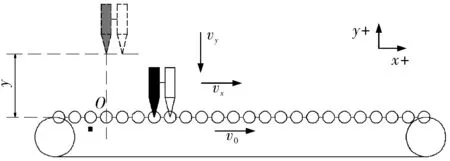
图4 伺服跟踪垂直下降过程
灌装针向下运动可分为3个时间段:0~t1,加速运动,t1=0.1s;t1~t2,匀速运动,t2=0.8s;t2~t3,减速运动,t3=0.1s。

联立上述算式,可得到垂直下降运动时伺服电机在各时间段的加速度ay1=83.3rev/s2,ay2=-83.3rev/s2。由此可计算出各时间段的运行位移Y1=0.42rev、Y2=6.66rev、Y3=0.42rev。
4.4垂直上升运动
当垂直伺服跟踪系统下降运动结束时,隔膜阀打开进行灌装,同时垂直伺服跟踪系统控制灌装针向上运动,离开灌装瓶,完成灌装。
本设计采用动态灌装,故灌装针上升运动(图5)比较复杂,当隔膜阀打开时灌装针就开始上升,在整个灌装进行过程中,灌装针口与灌装瓶内液面的距离始终保持一致;灌装完毕后,再加速向上运动,然后匀速,最后减速到初始高度。所以上升过程经历两次加速运动、两次匀速运动、一次减速运动。
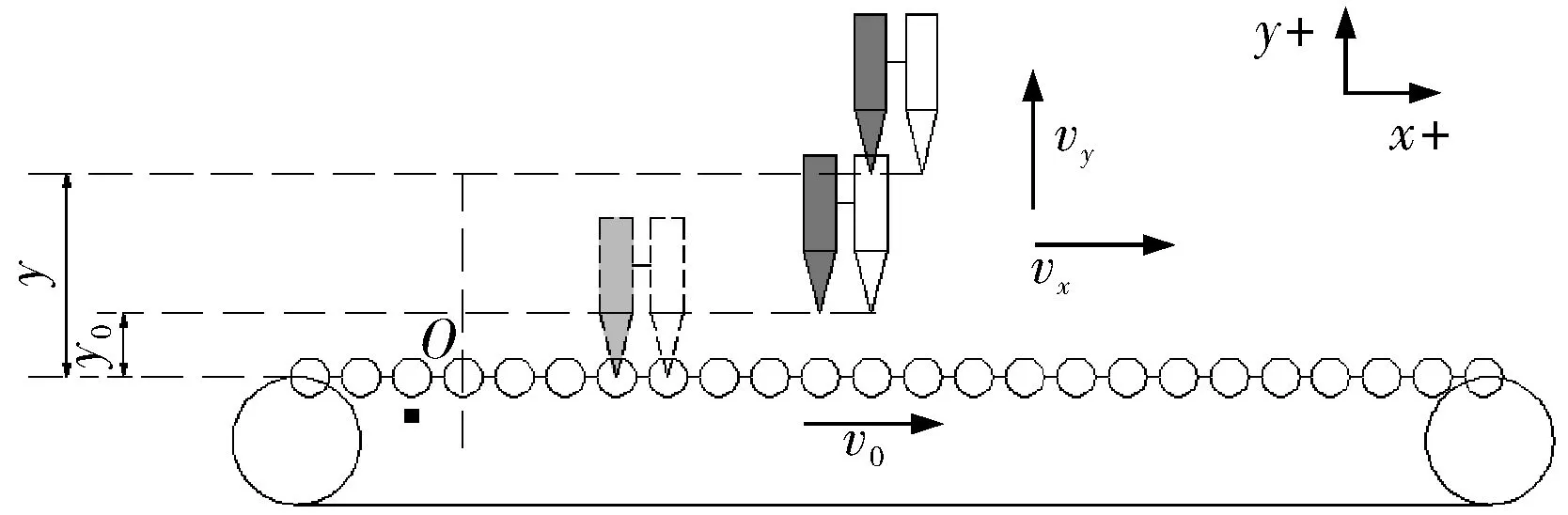
图5 伺服跟踪垂直上升运动过程
灌装针向上运动分为5个时间段:0~t1′为加速运动段,t1′=0.1s;t1′~t2′为匀速运动段,t2′与灌装时间相同;t2′~t3′为加速运动段,t3′=0.05s;t3′~t4′为匀速运动段,t4′=0.5s;t4′~t5′为减速运动至停止段,t5′=0.1s。


4.5水平伺服跟踪停止与回程运动
当灌装完成,灌装针加速上升时,水平伺服跟踪减速至停止(图6),并立即返回初始位置。
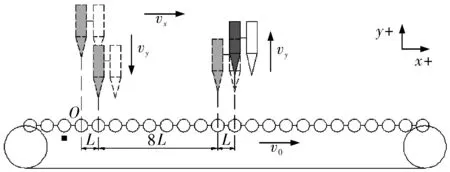
图6 水平伺服跟踪减速至停止的过程
水平伺服跟踪停止与回程运动规划:2T~10T为水平伺服跟踪系统控制灌装针与传送带同步运动,速度为v0;10T~12T为水平伺服跟踪减速至停止;12T~16T为水平伺服跟踪系统返回至初始位置;2T~10T为匀速运动,故此过程的水平运行位移X2=nx1×8T=10rev/s×1.6s=16rev;10T~12T为减速运动,此过程加速度与跟位过程大小相等、方向相反,位移与跟位过程相等,故减速运动的加速度ax2=-25rev/s2,此过程水平运行位移X3=X1=2rev。水平伺服跟踪电机从跟位到跟踪停止总位移X=X1+X2+X3=20rev。
水平伺服跟踪电机在12T~16T电机反转,使灌装针返回至初始位置,如图7所示。
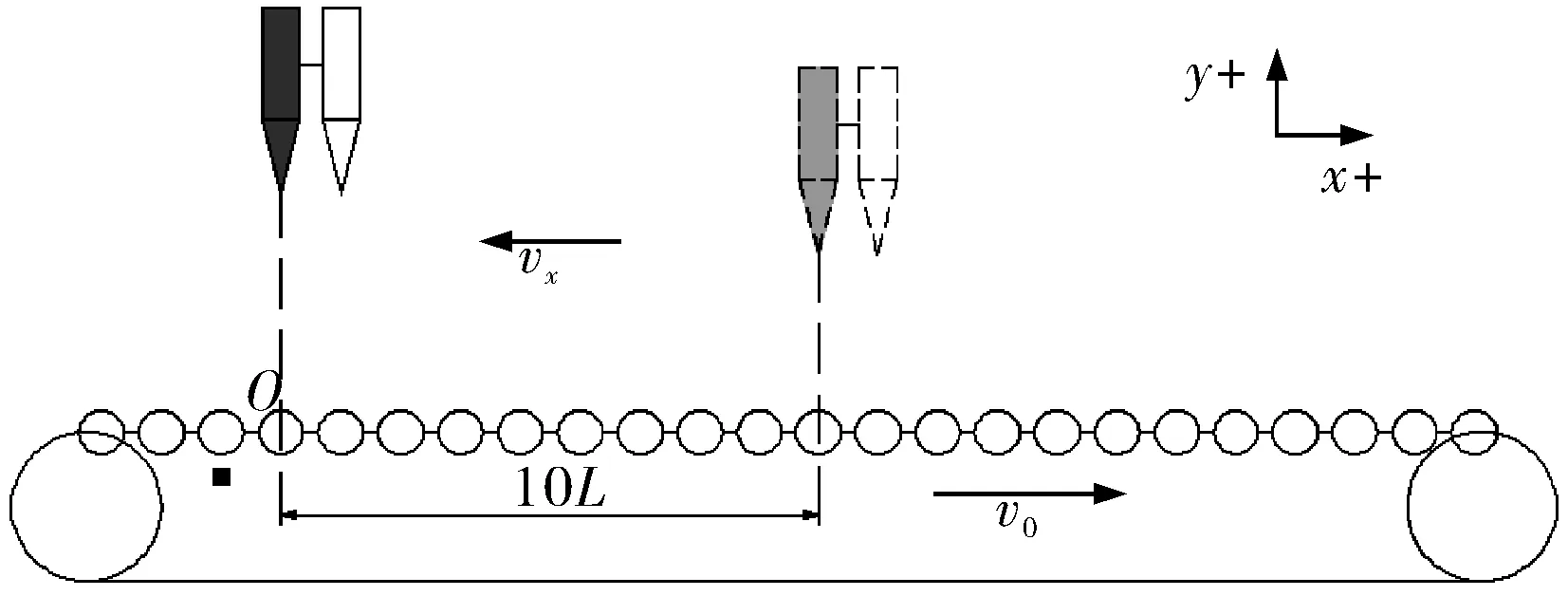
图7 水平伺服跟踪回程运动


5 控制系统
依据上述分析计算设计相应的控制系统,文献[7]给出了基于S7-200 PLC设计的时间压力法直线式全自动灌装机的控制系统,硬件部分包括:控制电脑、CUP224XP PLC、一个EM223 24V DC16输入/16输出、一个EM223 24V DC8输入/8输出、17个A5系列的伺服电机、19套电动机、一个加料隔膜阀、16个QSVP-16K智能电动调节阀、一个氮气隔膜阀、一个清洗隔膜阀、一个光电传感器、一个液位传感器、一个压力传感器。该系统中有液位和压力两个模拟量,为满足需要选用模拟量扩展模块EM232。模拟量转换过程如图8所示。

图8 模拟量转换过程
该系统的控制工艺流程如图9所示。
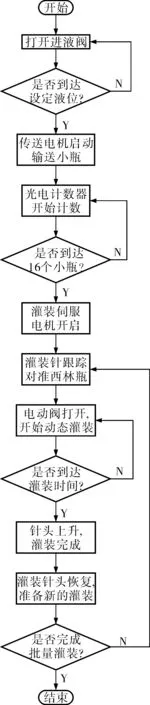
图9 控制系统流程
该系统能够实现过程的灌装控制,同时还实现了无瓶不灌装功能。当发生缺瓶或倒瓶时,相应的灌装阀不动作,同时发出报警信号。图10为液体灌装控制系统组态控制界面,其中10工位为缺瓶状态。
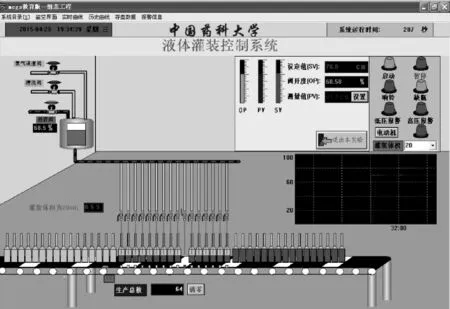
图10 液体灌装控制系统界面
6 结束语
基于时间压力灌装机的工艺流程和结构,对灌装针伺服跟踪系统做了深入研究,分析了灌装针伺服跟踪系统中各工步运动部件的运动状态,并通过数学计算合理确定伺服电机,建立伺服跟踪系统模型,同时确定了PLC的控制参数,并编写了PLC控制程序。通过分析伺服跟踪系统在整个灌装过程中的动态特性,保证了整个灌装过程的平稳性与精确性,提高了时间压力灌装机的运行速度,实现了时间压力法过程的灌装控制。
[1] 童伦伟.时间-压力法定量灌装技术特点[J].现代制造,2005,(24):37~38.
[2] 田耀华.浅析制药装备的若干难题[J].现代制造,2007,(17):14~20.
[3] 刘革菊,董立新.交流永磁同步无刷伺服电机的选型[J].机械管理开发,2012,(3):109~111.
[4] 肖潇,杨金堂,全芳成,等.伺服电机的选型原则与计算[J].机床与液压,2014,42(22):44~46.
[5] 王军锋,唐宏.伺服电机选型的原则和注意事项[J].装备制造技术,2009,(11):129~131.
[6] 王勇.惯性匹配在伺服电动机选型中的应用[J].金属加工(冷加工),2011,(15):72~73.
[7] 田雪玲,于颖,卢存义,等.时间-压力法灌装机构控制系统[J].化工自动化及仪表,2015,42(1):71~76,114.
SynchronousTrackingSystemforTimePressureFillingMachine
YU Ying1, TIAN Xue-ling2,HE Xiao-rong1
(1.CollegeofEngineering,ChinaPharmaceuticalUniversity,Nanjing211198,China;2.JiangsuSimcerePharmaceuticalUniversity,Nanjing210042,China)
Both filling time and pressure influence the linear auto-filling machine’s filling rate and the filling accuracy,and the tracking effect of filling needle’s synchronous tracking system affects the filling efficiency much. Having the filling needle’s motion state in servo tracking control system’s process analyzed, and the servo tracking model established and control parameters determined as well as PLC control program written to show that the model application can improve efficiency and stability of the filling system.
time-pressure filling machine, servo tracking system, tracking model, PLC program
2016-02-03(修改稿)
华海药业研究生创新基金资助项目(CX13S-005HH)
TH862+.6
A
1000-3932(2016)04-0396-07
