中碳钢保护渣在大断面圆坯连铸机上的应用试验
2016-11-21刘利闻小德吕安明刘超群石荣民
刘利,闻小德,吕安明,刘超群,石荣民
(山钢股份莱芜分公司特钢事业部,山东莱芜 271105)
中碳钢保护渣在大断面圆坯连铸机上的应用试验
刘利,闻小德,吕安明,刘超群,石荣民
(山钢股份莱芜分公司特钢事业部,山东莱芜271105)
为了研究适合莱钢100 t大断面圆坯的中碳钢保护渣,选择3种中碳钢保护渣(A型、B型、C型),在钢水条件几乎相同,结晶器锥度设置和液位设置相同的情况下,在莱钢大圆坯连铸机上进行应用试验并对使用性能进行比较分析。结果表明,A型渣产生的温度分布整体性较好,B型渣的温度分布与C型渣相似,但其低温区域面积较大,热流数据与C型渣相比有所下降;3种保护渣吨钢消耗、熔融层厚度、对水口的侵蚀以及对钢种质量的影响相当。A型保护渣使用性能最好。大圆坯连铸浇注中碳钢应选择碱度适中、黏度大、熔化温度高的保护渣。
中碳钢;圆坯连铸;保护渣;使用性能;黏度
1 前言
由于大圆坯连铸拉坯速度比传统的方坯连铸慢得多,而且断面大,目前连铸用中碳钢保护渣多为预熔型保护渣,与流动性强的中空颗粒保护渣相比,预熔型保护渣具有熔点高、黏度大的特点。连铸保护渣起到控制坯壳和铜板间传热的作用,大圆坯连铸的结晶器内冷却速度快、热流密度大,一旦导热不均匀,铸坯即会产生裂纹。为使坯壳均匀生长,散热必须均匀,保护渣膜厚度均匀、合适、利于坯壳传热,可有效防止纵裂产生。本研究对几种中碳钢保护渣在莱钢大圆坯连铸机上的使用情况进行对比分析,并选择了两种不同生产商制造的普通中碳钢保护渣(B型、C型)与高品质中碳钢保护渣(A型)在使用性能方面进行试验比较。
2 中碳钢保护渣应用试验
2.1保护渣主要理化指标
大圆坯连铸用中碳保护渣应成渣速度快,有稳定的液渣层厚度,良好的控制传热能力和保温作用。主要理化指标有黏度、碱度、熔化温度等。
1)黏度。黏度是决定保护渣耗量和均匀流入的重要性能之一,黏度过低会使渣膜增厚且不均匀,铸坯易产生裂纹。黏度过高,又会使液渣流入困难使渣膜变薄,渣的流动性变差,润滑不良,增大拉坯阻力,易产生粘结漏钢。对于大圆坯而言,为了适应大断面低拉速的要求,必须采用黏度高的保护渣,使保护渣的耗量减小。保护渣黏度与拉速的关系为:η1300℃×V=1.5~3.0。参考国内知名保护渣生产厂商用于功能测试的中碳保护渣指标,黏度范围在0.7~1.0 Pa·s。
2)碱度。熔渣中碱性氧化物和酸性氧化物的比值称为熔渣的碱度,常用R表示。碱度是反应保护渣吸收钢液中夹杂物能力的重要指标,同时也反映了保护渣润滑性能的优劣。通常碱度大,吸收夹杂物能力也大,但是析晶温度升高,不利于传热和润滑。中碳钢对裂纹比较敏感,为保证传热均匀和液渣充分流入,保护渣的碱度控制应在0.8~1.0。
3)熔化温度。熔化温度直接影响结晶器弯月面上方的渣层传热和液渣层的形成。熔化温度有一个最佳的范围,低于此范围时,结晶器内热流增加,横向热梯度加剧,会引起裂纹;高于此范围时,摩擦力增加,粘结漏钢随之增加。为保证沿整个结晶器长度方向始终存在一定厚度的液态渣膜,保护渣的熔化温度应低于或等于结晶器下口处坯壳的表面温度,后者与过热度、结晶器长度,拉坯速度及冷却水量有关。一般认为,结晶器出口处铸坯表面温度为1 250℃,才能维持熔渣在结晶器内沿坯壳运动不凝固。中碳钢连铸保护渣的熔化温度应控制在1 150~1 200℃[1]。
2.2试验方法
选择两种不同生产商制造的普通中碳钢保护渣(B型、C型)与高品质中碳钢保护渣(A型),在山钢股份莱芜分公司特钢新区大圆坯连铸机上进行应用试验并对使用性能进行比较。
山钢股份莱芜分公司特钢新区大圆坯连铸机为直弧型连铸机,半径16.5 m,冶金长度34 m,多点矫直连续弯曲。主要技术性能参数如下:
铸机类型2BLC16.505,五流;基本半径16.5 m,矫直半径16.5/22/31/48/100 m;流间距2 250 mm;铸坯长度最长34 m;浇铸断面Φ 500 mm、Φ 650 mm、Φ 700 mm、Φ 800 mm;结晶器外置式电磁搅拌,Φ 500 mm、Φ650 mm有末端电磁搅拌;矫直每流9架;拉坯速度0.20~3.2 m/min。
国内某厂家生产的高品质A型、B型及C型大圆坯中碳钢保护渣主要化学组成和物理性能见表1(黏度为1 300℃时的黏度)。

表1 高品质大圆坯中碳钢保护渣化学组成和物理性能
在钢水条件几乎相同,结晶器锥度设置和液位设置相同的情况下,试验时采取同一浇次相邻两炉钢水或同一炉钢水不同流次使用A型和B型以及C型保护渣的方式。从结晶器热相图和热流、保护渣的消耗、熔融层厚度、圆坯内部质量和表面质量以及对浸入式水口的侵蚀等方面作对比分析。
3 试验结果及分析
试验钢种为42CrMoA钢,生产铸坯断面直径Φ 650 mm,拉速0.24 m/min,结晶器液面170 mm,平均过热度25℃。统计浇注10炉的情况进行分析。
3.1结晶器热相图和热流的比较分析
3种类型保护渣产生的热相图见表2~4。
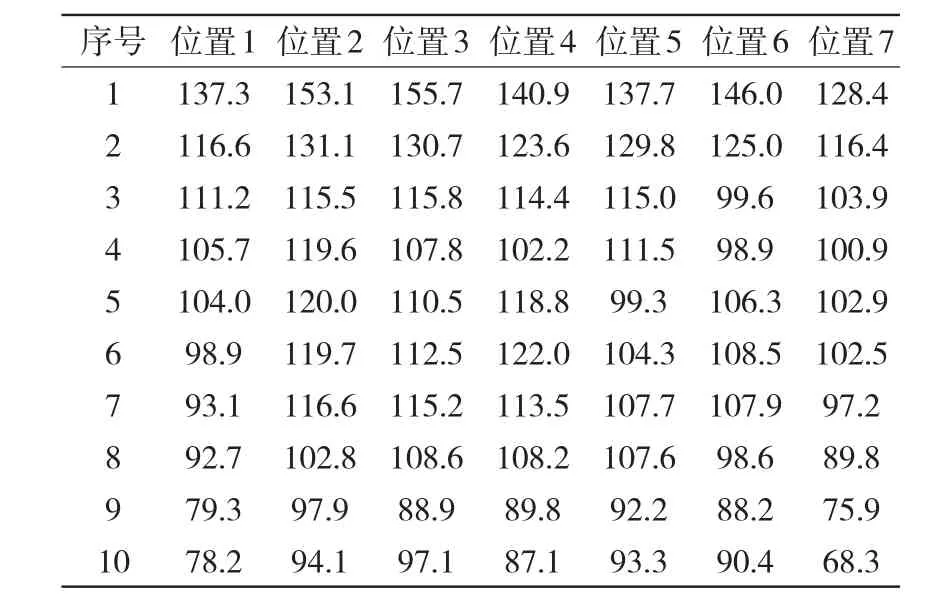
表2 A型保护渣产生的热相图温度分布℃

表3 B型保护渣产生的热相图温度分布℃
从表2~4可以看出,C型保护渣产生的结晶器热流比A型和B型保护渣产生的结晶器热流大。使用C型保护渣在弯月面处有明显的高温区,整体温度分布不均匀,高温区与低温区之间的温度递减过快。由于C型保护渣的碱度和熔化温度低,弯月面处的液态渣膜厚,同时渣膜的析晶温度低,在结晶器内产生的结晶体较少,导致在弯月面处的传热较大。从热相图显示的温度可以看出,C型保护渣在弯月面处产生的温度要高于A型和B型保护渣在弯月面处产生的温度约30℃。

表4 C型保护渣产生的热相图温度分布℃
B型保护渣低温区域面积较大,其物理特性同C型保护渣的基本相同,但碱度略高。由于B型保护渣碱度过大,晶体析出温度增高,结晶化倾向增大,破坏了熔渣的玻璃性,恶化了润滑条件,影响传热。
A型保护渣产生的温度分布整体性较好,高温区与低温区比例明确,且热电偶温度呈递减趋势。适合中碳钢的保护渣应具备的高熔化温度和高析晶温度[2]。
3.2保护渣消耗及熔融层厚度对比分析
现场测量的保护渣平均吨钢消耗和熔融层平均厚度见表5。

表5 保护渣的平均吨钢消耗和熔融层平均厚度
由于熔化温度的影响,3种保护渣的液渣层厚度基本相同。但B型保护渣的黏度指标相对高些,熔渣的流动性不好。由表3也可以看出,由于熔渣分布不均匀,弯月面处与下部的温度差较大。
3.3圆坯质量对比分析
在同一浇次使用3种保护渣生产的板坯上作低倍检验和圆坯表面质量检查。结果见表6、图1。

表6 连铸圆坯低倍结果级
由圆坯低倍结果可以看出,使用3种保护渣所生产的板坯内部质量基本相同,疏松1.0级,均没有皮下气泡和皮下裂纹。3种保护渣生产的圆坯表面均没有渣坑、渣沟等表面质量问题。

图13 种保护渣生产的连铸圆坯宏观形貌
3.4水口侵蚀情况对比分析
在试验过程中使用同一型号和材质的浸入式水口(R45/铝锆碳质水口)。对浇钢后的浸入式水口留样,使用前后水口渣线处厚度对比见表7。从测量数据分析,3种类型的保护渣对浸入式水口的侵蚀区别不大。
4 结论
4.1保护渣的黏度、碱度和熔化温度等物理特性对保护渣的使用性能影响很大,由于山钢股份莱芜分公司新区圆坯具有断面大、拉速低的特点,为控制结晶器内的传热,在保证铸坯润滑的同时应减少圆坯表面裂纹,中碳钢大圆坯连铸应选用碱度适中、黏度大、熔化温度高的保护渣。
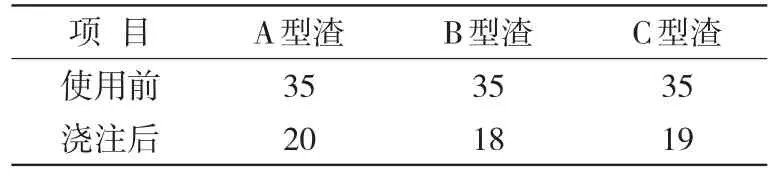
表7 浇注前后浸入式水口渣线处厚度mm
4.2试验选用的B型保护渣的使用性能与C型保护渣相似,在结晶器内的传热不如A型保护渣的统一性好。A型保护渣在山钢股份莱芜分公司特钢新区大圆坯连铸机上的使用性能最好。
[1]张咏庆,段承轶,党昕伟.保护渣在薄板坯连铸中的应用[J].包钢科技,2004,30(2):10-12.
[2]李博知,潘远望.高速连铸用保护渣[J].金属材料与冶金工程,2003,31(5):10-13.
Abstrraacctt::In order to research the slag for the large section round billet of steel with 100 t capacity in Laiwu Steel,this paper chooses three carbon steel protecting slag(type A,type B,type C).Keep nearly the same conditions of molten steel,crystallization tapers set and level set the same,the application test in the Laiwu steel round billet continuous casting machine and the comparative analysis on the use of performance were carried out.The results show that the slag of type A on temperature distribution overall is good.Type B slag temperature distribution is similar to that of type C slag.But the low temperature area of type B slag is larger,the heat flow data is decreased compared with that of the type C slag.The three kinds of protective slag have same influence on the consumption per ton steel,melting layer thickness,the nozzle erosion and steel quality.The usage performance of the type A protective slag is the best.The protective slag with moderate basicity,higher viscosity and higher melting temperature should chosen for the carbon steel round bloom continuous casting.
Key worrddss::round billet continuous casting;protective slag of medium carbon steel;use performance;viscosity
Application Test of Medium Carbon Steel Protection Slag in Large Section Round Billet Continuous Caster
LIU Li,WEN Xiaode,LÜ Anming,LIU Chaoqun,SHI Rongmin
(The Special Steel Division of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271105,China)
TF777
A
1004-4620(2016)05-0036-03
2016-01-04
刘利,男,1990年生,2012年毕业于内蒙古科技大学冶金工程专业。现为山钢股份莱芜分公司特钢事业部助理工程师,从事连铸工艺技术工作。
