奥钢联连铸机新增230 mm断面技术改造
2016-11-21郝之峰
郝之峰
(山钢股份济南分公司检修工程公司,山东济南 250101)
奥钢联连铸机新增230 mm断面技术改造
郝之峰
(山钢股份济南分公司检修工程公司,山东济南250101)
为解决原奥钢联连铸机新增230 mm断面后存在的问题,通过分析与调整L1级程序,调整结晶器足辊、完善开口度工艺,调整ASTC智能轻压下参数、电磁搅拌参数等优化措施,对新增230 mm断面进行深度技术开发,增加了产品规格,提高了铸坯内外部质量,年直接经济效益390多万元。
连铸机;铸坯规格;断面尺寸;技术开发
1 前言
2015年,为拓宽济钢炼钢厂1#连铸机120 t转炉—3500轧钢产线产品规格,在原200 mm断面、270 mm断面基础上拟新增230 mm断面。因国内类似的连铸机工艺技术改造很少,改造前期难以找到可以借鉴的案例,系统改造完成后,该产线出现钢板探伤合格率下降和批量大纵裂、小纵裂、结疤等缺陷改判,铸坯中心疏松、中心偏析、中间裂纹比较严重,影响了产品质量的提升。为此,重新梳理改造流程,分别从自动化、设备与工艺角度进行深度技术开发。
2 技术改造
连铸机增加断面,是一个系统工程,除了需要考虑轧机、铸机、订单结构、生产组织等因素外,还涉及工艺、自动化、机械等多个专业,不能一蹴而就,需要根据产品实物质量,运行较长一个生产周期,系统稳定后才能完成。
2.1分析与调整L1级程序
除了在HMI中增加230 mm断面的控制和操作功能,L2级程序中增加230 mm断面程序外,主要工作是对L1程序修改。1#连铸机主体部分设计的L1程序主要有公共(Common)、仪表(Instrument)、结晶器调宽(MWA)、铸流(Strand)、结晶器液位(Mold level)、后部(Runout)PLC,其中涉及修改程序的有3部分。
1)仪表(Instrument)PLC,主要修改两部分程序,一是边沿区流量限制,位于“FB451/N27;DB11. DBD880—margin zone limit”;二是配水曲线,在原来DB12(1-6)基础上增加7#~9#一级配水表。
2)结晶器调宽(MWA)PLC,需要调整230 mm断面下对应的7个参数:结晶器最大锥度(DB11. DBD618 MaxTaper)、板坯最大宽度(DB11.DBD622 SlabMaxWidth)、板坯重设最大宽度(DB11.DBD630 SlabRestrandingWidth)、板坯重设锥度(DB11. DBD634 SlabRestrandingTaper)、板坯最大固定宽度(DB11.DBD806 SlabMaxFormatWidth)、板坯最大固定锥度(DB11.DBD614 SlabMaxFormatTaper)、最大厚度(DB11.DBD318 ThinknessMax)等,以上依次在源(Sources)、块(Blocks)、符号(Symbols)里做比较调整(CMP>>=R)。
3)铸流(Strand)PLC,涉及改动较大,编程思路如下:首先定义230 mm断面调整范围(230~242 mm)这一部分在FC6/N23 ASTC中完成;其次定义振动参数包,通过调用DB630 OSC TABLES,当选择230 mm断面时,使用表中的6号振动曲线;最后选择配水模式,在原来1#~6#水表的基础上,根据用户提议增加7、8、9模式,分别对应200、270、230 mm断面。以上控制的实现是通过L2断面模式选择(FC610/NW29)完成,每次选择触发不同的上升沿,新断面的默认值(FC260/N13;thinkness for L2(+3%)为236.5 mm。
2.2调整结晶器足辊
断面改造后,出现结晶器与弯曲段顺弧偏差大的缺陷,为此,对结晶器宽面足辊的第一对足辊进行了向外20丝的调整,改善了结晶器与弯曲段的顺弧状况,对于改善铸坯质量起到支撑保护作用。
根据生产和低倍情况,调整结晶器窄边足辊与样板的间隙,第一次调整,角裂明显减少,但铸坯三角区裂纹增加。第二次调整后,效果明显好转,角裂和三角区裂纹都得到有效控制,铸坯的整体坯型也很好。结晶器足辊调整参数见表1。
2.3完善开口度工艺
项目投产后,铸坯中心疏松成为需要解决的主要矛盾。考虑到230 mm断面在设计的过程中,国产结晶器下口开口度比奥钢联国内同类机型小了2 mm,围绕如何减少铸坯中心偏析和疏松进行技术攻关,重点从开口度上进行工艺技术调整。
生产技术

表1 结晶器足辊调整参数
为了保证铸坯实际厚度,弯曲段到扇形6段开口度仅能减少2 mm,其中1至6段固定段开口度减少1 mm。经过10多次的扇形段开口度的调整,摸索出调整的技术要点,应该把1 mm调整量主要集中在电磁搅拌段之后,这样偏析、疏松问题就能得到明显改善。
2.4调整ASTC智能轻压下参数
结合铸坯的低倍组织检验情况,把ASTC压下范围由50%~90%,改为20%~140%,压下量由原设计的4.5 mm,调整为5.5 mm,适当增加末端压下量,对降低凝固末端的偏析疏松起到一定的作用。
2.5二冷水水量调整
奥钢联铸机设计有L1、L2两种配水模式,每种模式下又分多个冷却级别,但整体上L1比L2配水量大70%~80%。本次改造,对不同钢种进行了强、弱冷的多次尝试,原设计使用的L2级配水在解决偏析和疏松的问题上不适应,最后确定了生产探伤钢使用L1中冷,效果比较明显。
2.6电磁搅拌参数的优化
原奥钢联铸机未设计电磁搅拌系统,考虑到电磁搅拌对解决偏析有直接帮助,本次改造一期对电磁搅拌系统进行了系统优化。为了提高电磁搅拌效果,延长电磁搅拌辊使用寿命,通过对比,最终确定新上线电磁搅拌辊电流设定为450 A,频率设定6 Hz,电磁辊寿命中后期电流设定480 A,频率设定6.5 Hz。这些措施对减少铸坯中间裂纹、偏析和疏松比较明显。图1中a、b分别是未经过电磁搅拌和经过电磁搅拌的铸坯低倍图,经过搅拌后的等轴晶与白亮带明显增强。
2.7其他工艺操作优化
推行恒温恒速浇注,加强生产调度协调能力和精炼工序操作水平,保证钢水过热度在10~20℃内,尽量为铸机恒温恒速浇注提供好的条件。控制钢中S、P含量,优化二冷配水制度,保证矫直温度在900℃以上,同时保证铸坯的表面温度平稳过渡,减少热应力。

图1 电磁搅拌效果对比
优化浸入式水口工艺参数,适应新断面的需求。改230 mm断面后,开始时沿用270 mm断面浸入式水口,水口壁距结晶器铜板距离减少,影响水口周围的流场,容易产生大的渣条,对水口总厚度减薄5 mm,并把水口第一道渣线插入深度由100 mm调整为120 mm,得到了最佳流场效果,基本消除了水口对铸坯裂纹的影响。
调整切割枪枪位和割断后停留时间,随着铸坯的变薄,原切割枪位不适应生产的需要,割出的铸坯上表毛刺、翻渣增加,轧制出的钢板结疤明显增多。经过跟踪对比,切割枪和铸坯的距离在70 mm时切割效果最好,又对铸坯割断后割枪滞留的时间进行了调整,由13 s缩短为8 s,调整后钢板结疤得到有效控制。
3 效益分析
连铸机断面改造是一个系统工程,综合考虑了铸机和3500轧机装备能力,改造后,230 mm断面铸坯的内外部质量得到不断提升,探伤合格率在上新高,裂纹改判也降低到历史最好水平。2015年铸坯技术指标对比见表2。
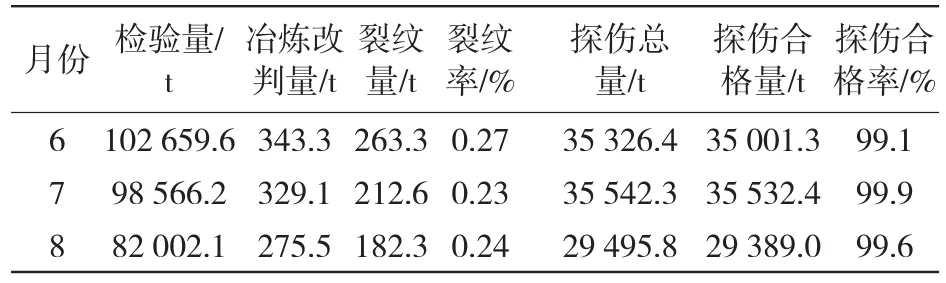
表2 2015年济钢炼钢厂120区铸坯技术指标对比
按每月200 t铸坯废品,每吨损失400元,由此带来效益106万元。特别是提高探伤合格率带来的效益,断面改造后按照6、7月份平均水平提高探伤合格率,每月生产探伤钢板按3万t,改判损失按照400元/t,由此带来年效益103.7万。此外,低倍质量提高后,每年少换扇形段5台,每台整备费用30万元,可以节省机械和传感器备件费用150万。
济钢连铸机新增230 mm断面技术改造后,增加了产品规格,开创了奥钢联连铸机断面改造的先例,提高了铸坯内外部质量,年直接经济效益390多万元。
Abstrraacctt::In order to solve the problems of new 230 mm section of VAI continuous casting machines,through the analysis and adjustment of the L1 program,the optimization measures has been taken.They included that the mould foot roller was adjusted,the opening process was improved,and the parameters of ASTC intelligent light reduction and electromagnetic stirring were also adjusted.With development in-depth technical for new 230 mm section,the product specification was extended,the billet internal and outer quality was improved.
Key worrddss::continuous casting machine;casting blank specification;new section size;technology development
Technical Innovation for New 230 mm Section of VAI Casting Machines
HAO Zhifeng
(The Maintenance Engineering Company of Jinan Branch of Shandong Iron and Steel Co.,Ltd.,Jinan 250101,China)
TF341.6
B
1004-4620(2016)05-0014-02
2016-09-12
郝之峰,男,1966年生,1989年毕业于西安冶金建筑学院工业电气自动化专业。现为山钢股份济南分公司检修公司经理,电气自动化高级工程师,从事冶金自动化装备研究与应用工作。
