一次成型环状输送带增强骨架研发*
2016-11-21陈培伟
陈培伟
上海永利输送系统有限公司,上海202150
一次成型环状输送带增强骨架研发*
陈培伟
上海永利输送系统有限公司,上海202150
在机上织造成环、无需机下接头的输送带增强骨架,称为一次成型环状增强骨架。环状增强骨架由于不存在接头,具有带体厚度波动小、噪声低、力学性能优等特点。将织物组织结构参数相同的环状增强骨架、传统增强骨架制备成输送带,对两者的厚度波动、噪声和拉伸强度进行试验和对比分析。结果表明,环状增强骨架输送带的厚度波动小于传统增强骨架输送带,噪声低于传统增强骨架输送带,力学性能明显优于传统增强骨架输送带。
环状增强骨架,传统增强骨架,输送带,接头,厚度波动,噪声,拉伸强度
输送带是一种具有特殊用途的柔性复合材料,主要是由柔性的增强骨架材料和涂覆在其表面的高分子材料(如聚氯乙烯、聚氨酯等)复合而成。输送带具有连续化、高效率、操作安全、使用简便、维修容易,以及能缩短运输距离、降低造价、节省人力物力等优点,现已广泛应用于很多行业,例如物流、食品、烟草、石材、木材、娱乐、健身等[1]。输送带增强骨架是其结构主体,它赋予输送带基本的力学性能,几乎承受工作时的全部负荷,因此需具有一定的强度和刚度。
传统的输送带采用由传统增强骨架制备的片状基带,人工使其自由端接头闭合成环而制得。常用接头方法有钉扣搭接、齿形焊接、斜面磨接等[2],如图1所示。接头部位的厚度往往与带体厚度存在差异,表面平整度低,这不仅降低了物料输送的平稳性,而且运行时噪声较大。此外,接头部位存在强力弱环、容易疲劳断裂等不足。
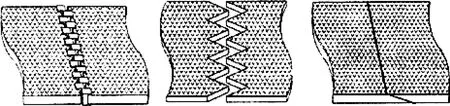
图1 常见输送带接头方法
本文研究的输送带增强骨架,是先在织机上织造主体部分,然后经过人工机“收口”实现闭合而成环状(图2)。整个带体不存在接头部位,但是存在“收口”部位。从理论上讲,由于该增强骨架不存在接头部位,“收口”部位的织物组织结构参数与带体相同,因而整个带体圆周各个部位的状态处处等效。这种一次成型环状增强骨架输送带有效地克服了传统输送带因接头而产生的运输不平稳、噪声大及存在强力弱环等缺点。
本文采用经过改造的挠性剑杆织机,制备出具有一定结构的一次成型环状增强骨架材料;然后将该骨架制作成输送带,测试其厚度波动、噪声、力学性能,并与相同织物组织结构参数的传统输送带的这些性能做比较,进一步探讨一次成型增强骨架材料的优异性能。
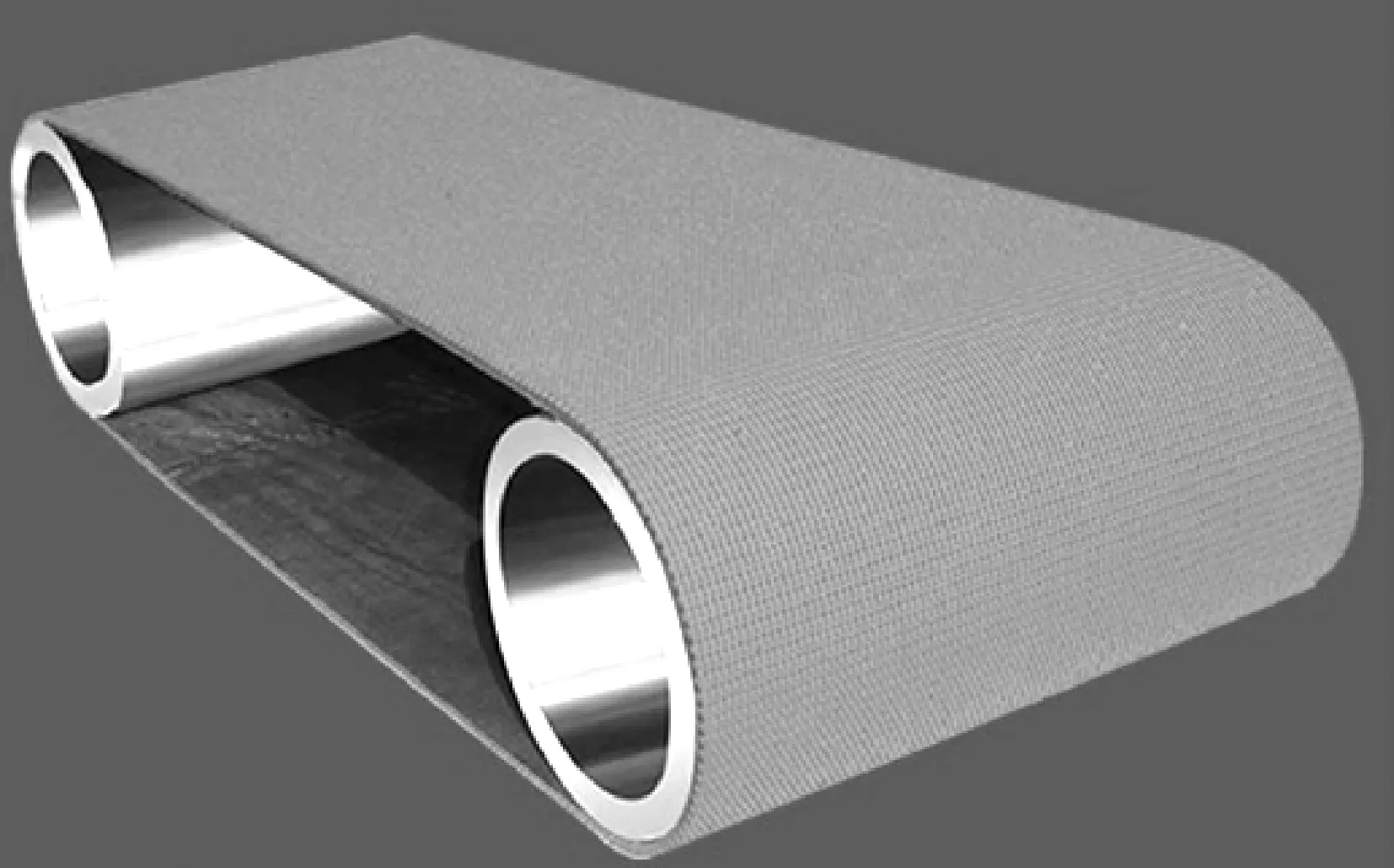
图2 环状增强骨架输送带
1 试样准备
一次成型环状增强骨架和传统增强骨架采用相同的纱线织制而成,织物组织均采用二上二下经重平,如图3所示,具体的织物参数见表1。

图3 织物组织

试样长度/m幅宽/cm材质线密度/tex密度/(根·cm-1)经纱纬纱经纱纬纱经纱纬纱环状增强骨架8.1140.5纯棉纯棉388.7(1.5s)388.7(1.5s)13.46.7传统增强骨架8.1140.5纯棉纯棉388.7(1.5s)388.7(1.5s)13.46.7
1.1 环状增强骨架制备
普通的环状织物织造如图4所示。织制环状织物时,采用两个各自独立的经纱系统(表经和里经)和一个纬纱系统。按照设计的织物组织的交织规律,第一梭纬纱与表经交织,此时里经全部位于下层;第二梭纬纱与里经交织,此时表经全部位于上层。之后如此循环,纬纱依次与表层、里层经纱交织,形成上、下两层织物,同时两层织物的边缘相接,下机后展开即成环状织物。上机幅宽的2倍即为环状织物的周长,上机长度即为环状织物的幅宽。
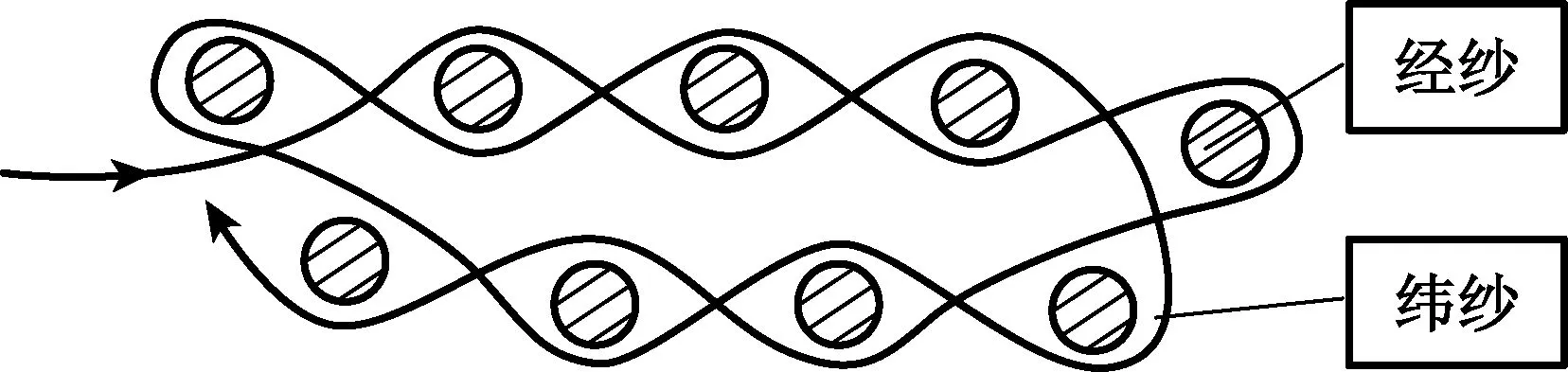
图4 环状织物织造示意
但是上述方法仅限于在有梭织机上使用,在剑杆织机上无法实现纬纱在织物两侧的边缘处相连接。而且此种方法受有梭织机幅宽的影响,只能制作小周长的环状增强骨架。本文使用经过改造的挠性剑杆织机,制备出周长达8.1m、幅宽达140cm的大周长环状增强骨架。由于采用了独特的生产方式,所以本文对机器型号、制作方法和织造工艺不做详细介绍。制得的环状增强骨架实物见图5。

图5 环状增强骨架实物
1.2 传统增强骨架制备
根据表1中的织物参数,在普通剑杆织机上织造出传统增强骨架,如图6所示。

图6 传统增强骨架实物
1.3 输送带制备
将制得的环状增强骨架和传统增强骨架制作成输送带,工艺流程如下,其中由于传统增强骨架是片状织物,需要将高分子材料涂覆在其表面,方可使其自由端接头闭合成环形成输送带,用于试验:

环状增强骨架输送带带体如图7(a)所示,“收口”部位的实物如图7(b)所示。

(a) 带体 (b) “收口”部位
传统增强骨架输送带接头前如图8(a)所示,接头后的实物如图8(b)所示。

(a) 接头前 (b)接头后
2 性能测试
2.1 测试仪器及方法
测试仪器有YG141N数字式织物测厚仪、TES-1350A声级计、UTM6104万能电子试验机。厚度测试采用GB/T 3820—1997《纺织品和纺织制品厚度的测定》规定的试验方法,噪声测试采用GB/T 6882—2016《声学 声压法测定噪声源声功率级和声能量级 消声室和半消声室精密法》规定的试验方法,力学性能测试采用GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》规定的试验方法。
2.2 结果和分析
图9为两种增强骨架输送带的厚度波动曲线。0.0~0.6m分别标记为环状增强骨架输送带的“收口”部位和传统增强骨架输送带的接头部位。可以看出,环状增强骨架输送带的“收口”部位的厚度与带体厚度没有明显差异,厚度波动曲线略有起伏,波动较平稳;而传统增强骨架输送带的接头部位的厚度明显大于带体厚度,厚度波动曲线起伏较大,存在较大突变。
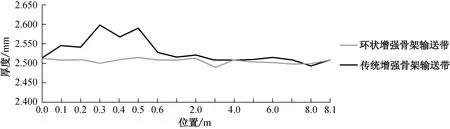
图9 输送带厚度波动曲线
图10为两种增强骨架输送带的噪声对比图,可以看出:在测试条件下,环状增强骨架输送带的噪声明显小于传统增强骨架输送带。由此可见,采用环状增强骨架制作的输送带可以应用于要求噪声更低的领域。

图10 输送带噪声对比
图11为两种增强骨架输送带的拉伸强度对比图,可以看出:两种增强骨架输送带的带体的拉伸强度没有差异;环状增强骨架输送带的“收口”部位的拉伸强度与带体基本一致,而传统增强骨架输送带的接头部位的拉伸强度明显小于带体,存在强度弱环,这在使用过程中很容易产生疲劳断裂。由此可见,环状增强骨架输送带的力学性能优于传统增强骨架输送带。
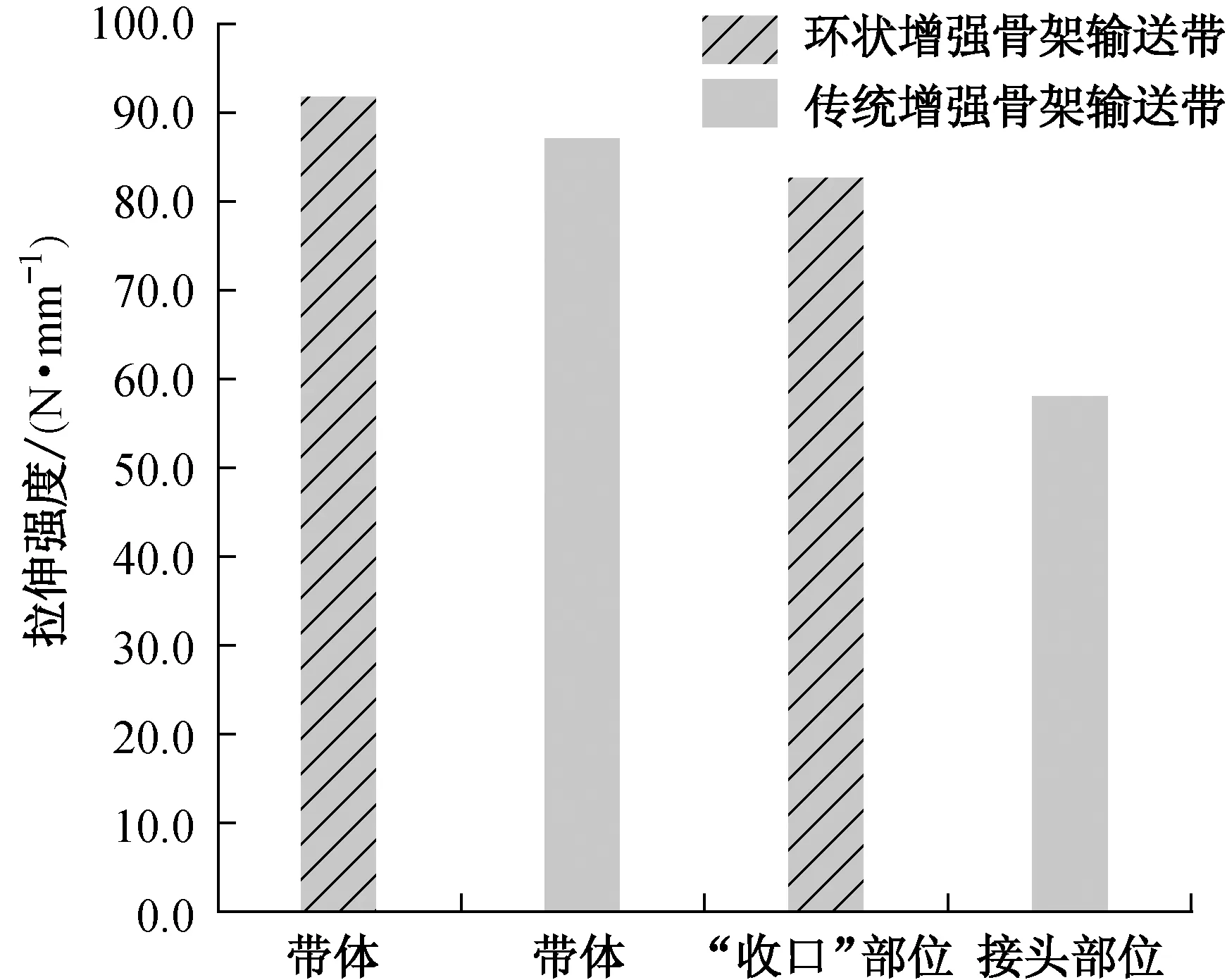
图11 输送带拉伸强度对比
由于环状增强骨架输送带的“收口”部位与带体的织物组织结构参数相同,且经纱是连续的,故整个带体的厚度波动较小,不存在强度弱环;而传统增强骨架输送带的经纱是断开的,其通过齿形焊接实现接头,仅靠高分子材料的黏合力来提供强度,导致带体厚度有突变,存在强度弱环。环状增强骨架输送带的厚度波动较小,运行时,输送带与滚筒接触平稳,噪声较小;传统增强骨架输送带的厚度波动明显,运行时,输送带好比汽车行驶在凹凸不平的马路上,噪声较大。综上所述,环状增强骨架输送带的各项性能均明显优于传统增强骨架输送带。
3 结论
采用GB/T 3820—1997《纺织品和纺织制品厚度的测定》、GB/T 6882—2016《声学 声压法测定噪声源声功率级和声能量级 消声室和半消声室精密法》、GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》,研究对比了相同的织物组织结构参数条件下,环状增强骨架输送带和传统增强骨架输送带的厚度波动、噪声和力学性能,得出:
(1) 环状增强骨架输送带的“收口”部位与带体的织物组织结构参数相同,故而整个带体的厚度波动较小,而传统增强骨架输送带由人工通过齿形焊接实现接头,导致带体存在厚度突变,因此环状增强骨架输送带的厚度波动小于传统增强骨架输送带。
(2) 环状增强骨架输送带的厚度波动较小,运行时,输送带与滚筒接触平稳、噪声较小,而传统增强骨架输送带厚度波动明显,运行时,输送带好比汽车行驶在凹凸不平的马路上,噪声较大,因此环状增强骨架输送带的噪声低于传统增强骨架输送带。
(3) 环状增强骨架输送带的“收口”部位的经纱是连续的,经纱的强力、交织阻力和高分子材料的黏合力共同确保强度,而传统增强骨架输送带通过齿形焊接实现接头,经纱是断开的,仅靠高分子材料的黏合力确保强度,因此前者的拉伸强度大于后者。
[1] 邹嘉佳,桑志谦.轻型输送带的技术现状与发展[J].特种橡胶制品,2008,29(6):58-61.[2] 王亮.新型轻型输送带的研究与开发[D].上海:东华大学,2011.
[3] 曾宪奎,宗殿瑞.国内外输送带技术现状及发展趋势[J].特种橡胶制品,2007,28(5):47-52.
[4] 郝易骞,高胜,吕彩霞.输送带胶接技术[J].石油化工设备,2007,37(增刊):37-38.
[5] 阎家宾.输送带接头质量的评价[J].世界橡胶工业,2007,34(1):23-24.
[6] 毛君,解威,韩宇飞.输送带接头疲劳性能测试试验台[J].煤矿机械,2007,28(8):126-127.
[7] 周世元,周悦.输送带加工技术讲座[J].橡胶工业,2002,49(2):122-123.
[8] 周世元,周悦.输送带加工技术讲座(续五)[J].橡胶工业,2002,49(7):444-446.
[9] 黄晓梅.整体输送带芯的结构设计[J].产业用纺织品,2003,21(4):12-14.
[10] 王光华.直经输送带的结构与新织造工艺[J].产业用纺织品,2004,22(2):14-18.
[11] 秦光,杨培军,刘金银,等.输送带胶合接头结构:CN 2011200853044[P].2011-03-25.
[12] 邢承斌,陈冰.输送带连接装置:CN 2012201638177[P].2012-04-17.
[13] 王素新,李澎.一种输送带接头:CN 2010202878484[P].2010-08-11.
[14] 周世元.输送带用增强骨架材料及其组织结构[J].橡胶工业,2003,50(1):50-56.
[15] 孙玉平.输送带用骨架材料概述[J].橡胶科技,2013,11(4):10-12.
Research and development of one-step molding circular skeleton for conveyor belts
ChenPeiwei
Shanghai Yongli Conveying System Co.,Ltd.,Shanghai 202150,China
A circular skeleton for conveyor belt,formed in the process of weaving on machine,no fitting knots,is called one-step molding circular skeleton.Because of non-existence of fitting knots,the circular skeleton has the advantages including small thickness fluctuation,low noise intensity,good mechanical propertiy,and so on.The circular skeleton and the traditional skeleton with the same fabric paremeters were made into conveyor belts.Their thickness fluctuation,noise intensity and mechanical property were tested and compared.The results showed that,the thickness fluctuation of the conveyor belt made of circular skeleton was smaller than that of the traditional skeleton,the noise intensity was lower than that of the traditional skeleton,the mechanical property was obviously better than that of the traditional skeleton.
circular skeleton,traditional skeleton,conveyor belt,fitting; thickness fluctuation,noise intensity,tensile tenacity
2016-03-28
陈培伟,男,1985年生,工程师,研究方向为产业用纺织品的制备与性能
TS105.4
B
1004-7093(2016)08-0006-05
*崇明县青年科技启明星计划资助(CQCX2014-17)
