兼氧MBR处理养殖废水工艺探讨
2016-11-21莫智杰
莫智杰
(广州中大环境治理工程有限公司广东阳江510000)
兼氧MBR处理养殖废水工艺探讨
莫智杰
(广州中大环境治理工程有限公司广东阳江510000)
膜生物反应器(MBR)的研究和应用近年来受到了广泛关注。利用兼性厌氧菌的生物降解特性,成功研发出一种高效低耗新型膜生物反应器—兼氧MBR,为除磷提供了新途径;此外,将射流曝气技术引入MBR,形成气水联合冲刷膜丝,进一步降低了能耗,并提高了处理效率。
MBR工艺;兼氧;养殖废水处理;高效
随着现代化程度的提高,现代农业集约化养殖场逐步取代传统的散养,即以规模化和现代化管理进行养殖。但是养殖场会排放大量高浓度有机废水,若不加以处理直接排放会造成严重污染,因此养殖废水的处理则成为企业运行管理的重中之重。
1MBR技术介绍
1.1MBR基本原理
MBR即膜-生物反应器。MBR是生物处理技术与膜分离技术相结合的一种新的废水处理系统。主要是以膜组件替代传统的生物处理技术,在物反应器中保持具有高活性的污泥的浓度,以此提高生物处理有机负荷,达到降低污水处理设施占地面积的目的,而且还能够有效地减少剩余的污泥量[1]。
通过污泥培养,MBR内部的污泥浓度能够达到2×104mg/L左右,形成以厌氧菌为主的微生物体系。废水中存有的污染物在厌氧菌等特性菌体下逐渐降解成H2O和CO2等无机物,同时衰亡的菌体又作为其他细菌的营养源被分解代谢,直至全部代谢为无机物,系统实现平衡,有机剩余污泥未富集增长,从而实现有机剩余污泥的零排放。
1.2MBR技术优势
1.2.1能够高效地进行固液分离,分离效果远好于传统的沉淀池,出水水质良好,出水悬浮物和浊度接近于零,可以直接回用,实现了污水资源化。
1.2.2膜的高效截留作用,使微生物完全截留在反应器内,实现了反应器水力停留时间(HRT)和污泥龄(SRT)的完全分离,使得运行更加灵活稳定。
1.2.3反应器内的微生物浓度高,耐冲击负荷能力强。
1.2.4污泥龄可随意控制。膜分离使污水中的大分子难降解成分,在体积有限的生物反应器内有足够的停留时间,大大的提高了难降解有机物的降解效果。反应器在高容积负荷、低污泥负荷、长泥龄的条件下运行,可以实现基本无剩余污泥的排放。
1.2.5结构紧凑,占地面积小,工艺设备集中,易于一体化自动控制。
1.3 M BR技术应用范围
MBR技术在养殖废水处理中被广泛应用,不仅可以使NH3-N、COD、TN、SS、TP等污染物得到有效去除,同时还能够高效实现养殖废水的达标排放[2]。也就意味着既控制了废水对环境造成的污染,同时也缓解了生态环境的压力。不仅除此,还使资源得到最大化利用。
MBR工艺比较简单,与传统工艺的占地面积相比,MBR将近减少了一半的用地面积。在技术的应用中,不仅降低了大量污泥处理的成本,也使环境资源得到有效利用。经过这一技术处理后的污水可以用于绿化用水,也可以用来清洗道路。
2养殖场废水处理
2.1废水来源
养殖场污水主要包括尿、部分粪便和冲洗水,属高浓度有机污水,而且悬浮物和氨氮含量大。
由于养殖废水含有较高浓度的有机物,因此一般以厌氧+好氧法进行处理,基本上能达到预期的处理效果。但是有的养殖场废水处理工艺由于工艺参数或水量水质的变化或者设计不当,在一定程度上存在问题,往往达不到运行的效果,从而不能达标排放。
2.2原废水处理技术
原废水处理工艺的主要流程如图1所示。

图1原养殖废水处理工艺流程
上图所示处理废水的工艺为典型的养殖废水处理工艺。首先废水经过格栅、沉沙集水池的基本处理去除砂粒和垃圾,防止系统堵塞,再通过专门的固液分离设备将粪液混合污水中粪渣和液体分开,然后污水液体经过水解酸化池、厌氧反应池以及好氧反应池的生化作用处理分解去除水中的有机物、氨氮等污染物后才能进行常规的自然处理,最后经过消毒可直接排放或回用农田灌溉。
2.3养殖场废水处理原工艺存在问题
在原工艺运行过程中,随着调试运行正常,初始阶段工艺出水基本能够达到国家排放标准。然而随着时间的推移,工艺出水逐渐出现SS偏高,出水水质变黑、变臭现象,经水质检测发现,主要是SS,COD及氨氮超标。由于出水SS质量浓度由原来小于150mg/L升高至800mg/L,而氨氮质量浓度也一直保持在40mg/L以上。
3以养殖场废水处理为例,MBR处理工艺的改造
3.1兼氧M BR的基本形式与水力特性
MBR的曝气作用能够对膜组件区域进行划分,内部为好氧区,外部为缺氧区。曝气是在膜组件的底部进行的。当膜箱内气水往上流动的时候,膜箱外侧的水流往下流动并生成横向环流。而系统内部区域的废水能够连续且交替性地通过缺氧区以及好氧区。从而连续实现生物降解,对污染物的去除有非常积极的作用。
3.2兼氧MBR技术实现高效脱氮
对废气的利用中,养殖沼液是一大重要资源,可以用在还田处理中[3],但是直接用于还田处理,会使营养(比如氮、磷)过剩,反而会造成地表污染。
兼氧MBR技术利于具有降解有机物和脱氮功能的兼氧菌种大量形成,确保了亚硝化菌在活性污泥中的主导地位,从而实现了亚硝化菌的反硝化功能,把亚硝酸、硝酸还原成氮(N2),明显提高了硝化过程的脱氮效果,能够高效去除养殖废水中的氨氮和总氮。兼氧MBR技术采用了缺氧反硝化前置,该系统效果:在进水氨氮将达到728mg/L时,出水氨氮平均在20mg/L左右,去除率也就达到了97%以上。
3.3兼氧MBR技术实施的成本及应用特点
MBR工艺不仅占地小,而且能耗低,被广泛地应用在工业污水处理领域。表1对传统的生物处理工艺以及常规的MBR技术进行经济性比较。
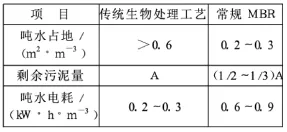
表1传统生物处理工艺与M BR工艺技术的经济指标对比
对比之后可以看出,传统生物处理技术占地面积比较大,而且处理效率相对于常规的MBR技术要低很多,而常规MBR消耗了较高的能源。所以,在进水水质以及污水处理规模大致相同的条件下,MBR技术使用的能耗和传统工艺相当,且能耗减少了40%左右。
兼性厌氧菌的成功引入,首次形成了兼氧MBR,大大降低了MBR实施使用的能耗,还实现了污水处理的高效。除此之外,首次实现了气化除磷,且效率达到75%以上,为除磷提供了一种高效方法[3]。并且通过射流曝气技术的引入,提高了曝气效率,有效冲刷膜丝防止堵塞,使系统稳定运行,大大减少了能耗。更重要的是该系统为自动化控制系统,操作简单灵活,适用于各种养殖废水处理、工业污水的处理以及生活污水的处理。
4结语
随着社会经济的发展,环境问题也日益突出,因此对于废水的处理是一项至关重要的内容。兼氧MBR处理技术不仅高效实现了废水处理的需要,同时也符合经济与环境可持续发展的要求。
[1]兼氧膜生物反应器处理养殖废水技术[J].中国环保产业,2014,9 (10):71.
[2]刘亚会,汪建根.MBR处理氨氮废水的试验研究[J].安徽农业科学,2011,6(34):211.
[3]廖志民.MBR工艺处理发酵类制药废水中试研究[J].中国给水排水,2010,8(09):131-133.
