铝合金厚板FSW焊缝成形及金属流动行为分析
2016-11-20毛育青柯黎明刘奋成陈玉华
毛育青, 柯黎明,*, 刘奋成, 陈玉华
1.南昌航空大学 轻合金加工科学与技术国防重点学科实验室, 南昌 330063
2.西北工业大学 凝固技术国家重点实验室, 西安 710072
铝合金厚板FSW焊缝成形及金属流动行为分析
毛育青1,2, 柯黎明1,2,*, 刘奋成1, 陈玉华1
1.南昌航空大学 轻合金加工科学与技术国防重点学科实验室, 南昌 330063
2.西北工业大学 凝固技术国家重点实验室, 西安 710072
采用三角平面圆锥形搅拌针焊接20 mm厚的铝板,分析工艺参数对焊缝成形及金属流动特征影响。随着旋转速度增加,单位时间内金属迁移量增大,焊核区面积增加,疏松区面积减小至消失;而过大的旋转速度反而使疏松缺陷再次出现。适当减小焊接速度,增大单位长度内焊缝热输入,改善焊缝成形,但焊接速度过小易导致焊缝上部受热过多,疏松区及内部孔洞变大。在合适的参数下焊接时,瞬时空腔的出现可使更多塑化金属绕搅拌针做圆周迁移,即提高了沿水平方向的“抽吸-挤压”效应,改善了金属流动性,减少甚至消除焊缝内部缺陷。
搅拌摩擦焊; 工艺参数; 7075铝合金; 焊缝成形; 塑性流动
搅拌摩擦焊接(Friction Stir Welding, FSW)作为一种新型的高效率、低成本、无污染的固相连接技术。焊接过程中,母材金属不会熔化,主要是通过高速旋转的搅拌头与待焊工件摩擦、产热使金属达到塑化状态,在搅拌头驱动力作用下发生塑性流动并发生冶金结合而形成致密的焊缝[1-3]。可以成功地消除传统焊接过程中出现的气孔、焊接裂纹等缺陷,特别适合被认为“不可焊接”的铝、镁及其合金的焊接。该技术已成功地应用到航空航天、船舶、汽车制造等工业领域[4-6]。
研究表明,搅拌摩擦焊接工艺对焊缝成形影响较大,直接决定着焊接过程中焊缝的热输入情况。而焊缝成形与其金属塑性流动密切相关,决定着焊缝成形质量[7-9]。然而,关于铝合金厚板搅拌摩擦焊的研究较少,且主要集中在焊缝组织、性能方面的分析。李宝华等[10]研究发现,焊接工艺参数对厚板焊接接头的性能影响较大,其中焊接速度对焊缝缺陷的影响较明显。Xu等[11]对14 mm厚的2219铝合金进行搅拌摩擦焊接发现,搅拌针形貌及焊接工艺参数显著影响接头的性能。Canaday等[12]对32 mm厚的7050铝板焊接时发现,焊缝沿厚度方向上的显微组织、硬度、残余应力分布等差别较大,而这与焊缝中温度场分布有关。Mao等[13]对20 mm厚的7075-T6铝合金板进行FSW焊接时发现,沿焊缝厚度方向上存在较大温度梯度,导致其力学性能差异较大,而这与厚度方向上金属流动性差异密切相关。但是,仍没有对焊缝金属流动性差异及局部特征变化作深入的分析。柯黎明等[14]认为,采用带左螺纹的搅拌头焊接时,更有利于驱动焊缝塑化金属向下迁移,适合厚板焊接。Lin等[15]发现,采用三角平面搅拌针搅拌摩擦点焊时,更有利于塑化金属的迁移,尤其是避免了焊缝底部缺陷的产生。Ji等[16]研究发现,焊缝中不同的温度分布对塑化金属的迁移高度影响很大。Midling等[17]在不同焊接参数下研究了热量的变化趋势,认为采用较大旋转速度和较小焊接速度焊接时,热输入量较大;而焊接速度较大、旋转速度较小时,单位长度焊缝上所得到的热输入量明显不足,无法实现焊接。柯黎明等[18]提出了搅拌摩擦焊“抽吸-挤压”理论,该理论可以用来解释搅拌摩擦焊焊接过程中高温塑化金属在焊缝厚度方向形成的剧烈环形迁移行为。但是,关于搅拌针形貌的变化对焊缝成形及局部金属流动特征的影响仍然需要更详细的介绍。
基于以上研究,本文采用带三角平面的搅拌头进行搅拌摩擦焊焊接试验,分析焊接工艺参数的变化对焊缝成形的影响,结合焊缝横截面形貌差异的变化,研究厚板FSW焊缝金属塑性流动行为及局部变化特征。
1 试验过程
采用带三角平面的圆锥形搅拌头进行搅拌摩擦焊接试验,在原始的圆锥形搅拌针表面切出3个平面,示意图如图1所示。为保证加工精度,使用XK7132SD型精密数控铣床加工,误差控制在允许范围内。搅拌头加工材质分为两种,其中夹持柄和轴肩部分的材料为H13模具钢,而搅拌针材质为固溶时效态GH4169镍基高温合金。轴肩端面形貌为内凹面形,凹面最深处与轴肩边缘夹角α为2°,轴肩直径为38 mm;搅拌针表面螺纹为左螺纹,螺距为2 mm;搅拌针根部直径D1为14 mm,端部直径D2为8 mm,长度L为19.5 mm;搅拌针表面三平面深度为0.8 mm。

图1 搅拌头形貌示意图Fig.1 Schematic of friction stir welding tool
试验选用20 mm厚的7075-T6铝合金厚板作为基材。待焊板材尺寸加工为200 mm (长)×100 mm (宽)×20 mm (厚)。搅拌摩擦焊接试验在X35K型立式铣床改装的搅拌摩擦焊机上进行。焊接时,搅拌头作顺时针旋转,焊接工艺参数采用:搅拌头旋转速度n为235~475 r/min,焊接速度v为23.5~47.5 mm/min,倾斜角为2°,下压量为0.5 mm,如表1所示。

表1 搅拌摩擦焊接(FSW)工艺参数Table 1 Process parameters of friction stir welding (FSW)
焊前使用丙酮清洗板材表面,去除表面油污及杂质。焊后沿垂直于焊接方向截取焊缝试样,金相试样经打磨抛光后,使用Keller试剂进行腐蚀,观察不同焊接参数下焊缝横截面形貌,分析不同焊缝内形状及轧制流线变形的差异,研究焊接工艺参数对厚板铝合金FSW焊缝成形及其金属流动特征的影响规律。
2 试验结果与讨论
2.1 搅拌头旋转速度对焊缝成形的影响

图2 不同旋转速度下获得的焊缝横截面形貌Fig.2 Cross-section morphologies of welds produced with different rotation speeds
图2为一定的焊接速度下,通过改变搅拌头旋转速度焊接时获得的焊缝横截面形貌。其中,图2中的AS (Advancing Side)表示焊缝的前进侧,而RS (Retreating Side) 则表示焊缝的返回侧。由图2可见,焊缝横截面中心区被大致划分为3个特征区。其中,最上层的轴肩区(Shoulder Zone),呈上宽下窄的扁平状。轴肩区下方、靠近中上部的为疏松区(Loose Zone),内部分布着大小不一的孔洞。疏松区下方、呈水桶状区域为焊核区(Nugget Zone)。焊缝两侧为热力影响区,能看到明显弯曲变形的轧制流线往上迁移,且位于前进侧的焊核区与热力影响区分界线比返回侧的更清晰。
搅拌摩擦焊接被认为是一种持续的搅拌、剪切过程,焊接过程中,上表层金属与高速旋转的搅拌头轴肩端面直接摩擦。受摩擦热和变形热作用,表层金属迅速被塑化, 在金属间黏着力的带动下向中心移动,受轴肩顶锻力和搅拌针表面螺纹驱动力作用转而向下迁移。随着距离的加大,受轴肩作用效果越弱,最终形成如图2所示的“漏斗形”轴肩区。
柯黎明等[14]发现,搅拌针形貌对焊缝成形影响较大。认为搅拌针表面的螺纹是塑化金属沿轴向向下迁移的主要驱动力。当带左螺纹的圆锥形搅拌头作顺时针旋转时,受螺纹内部正压力和螺纹表面与塑性金属之间摩擦力的共同作用,使焊缝上表面的塑化金属沿表面螺纹向下做螺旋迁移运动,顺着螺纹表面迁移至搅拌针端部时流出。由于受到底部钢板刚性约束作用无法继续移动,转而向上挤压周围金属。同时,受搅拌针剪切挤压作用,部分塑化金属会直接沿着搅拌针两侧向其后方空腔中向下迁移,并和向上迁移的金属汇聚结合,形成图2中所示的焊核区。而图2(c)中焊核区内出现多个洋葱环结构,则可能与焊缝金属迁移方式的改变有关。
随着焊缝上部塑化金属迁移至底部时,焊核区会不断变大并挤压周边金属。而远离焊缝中心的母材金属温度较低,变形抗力大,限制了焊核内金属向周边运动。由于焊缝表层金属温度高,变形抗力较低,则焊核区金属开始向上迁移并挤压周边金属移动。到达轴肩区附近时,受到轴肩顶锻作用而不再继续向上迁移。当焊缝表层温度过大时,向上迁移的塑化金属可能会沿着轴肩边缘向外迁移而形成大量的飞边,导致轴肩区下方空隙没有足够的金属填充,无法被压实,最终形成带有许多孔洞的“疏松区”(位于轴肩区和焊核区之间,内部存在大量的微小孔洞)。
而前进侧焊核区与热力影响区的分界线更明显主要与焊接过程中前进侧和返回侧的金属塑性流动状态有关。在前进侧,母材的塑性变形方向与焊接方向一致;而在返回侧,母材塑性变形方向与焊接方向相反。随着搅拌头向前移动,前进侧的塑化金属逆时针地被挤压至搅拌针后方空腔中,而返回侧的塑化金属随着搅拌头外表面顺时针地流向后方[19-20]。因此,前进侧的焊缝塑化金属塑性流动方向与母材金属流动方向相反,两者之间的相对变形差很大;而返回侧的金属塑性流动方向与母材金属流动方向相同,母材金属与焊缝金属几乎平滑地过渡在一起。
通过对比图2发现,图2(a)、2(b)及2(d)中有明显的疏松缺陷,而图2(c)中没有。同时发现,不同的旋转速度下焊接获得的焊缝中的疏松区和焊核区尺寸相差较明显,随着搅拌头旋转速度从235 r/min增加至375 r/min时,焊缝中的疏松区尺寸逐渐减小至消失,焊核区面积逐渐增大。而继续增加旋转速度至475 r/min时,疏松区反而再次出现,且疏松区内部孔洞尺寸更大。为了定量描述搅拌头旋转速度对焊缝成形的影响程度,对焊缝疏松区和焊核区面积进行了精确测量,如图3所示。其中,图3中黑色方柱表示焊缝焊核面积大小,白色方柱则表示焊缝疏松区的面积大小。由图3可见,随着搅拌头旋转速度的增加,焊缝中的焊核区面积呈现先增大后减小的趋势,而疏松区面积则呈现先减小后增大的趋势。当采用375 r/min的旋转速度焊接时,焊缝中的焊核面积最大,且焊缝中没有疏松孔洞出现。

图3 旋转速度对焊缝焊核区和疏松区面积的影响Fig.3 Effect of rotation speed on areas of nugget zone and loose zone in weld
图4 “抽吸-挤压”理论模型示意图[11]Fig.4 Schematic of “sucking-extruding” theory model[11]
“抽吸-挤压”理论认为[18],搅拌摩擦焊接过程中,由于瞬时空腔对塑化金属朝焊缝中心的抽吸作用和挤压区往外对塑化金属的挤压作用,使得高温塑化金属沿搅拌针表面形成剧烈的螺旋迁移,如图4所示[11]。因此,单位时间内被“抽吸”进来的塑化金属量大小将直接决定着焊缝成形形貌。当搅拌头旋转速度从235 r/min增加至375 r/min时,单位时间内被抽吸进来的塑化金属量随之增多,向下迁移的金属量逐渐增大,导致焊核内金属增多。而且,焊核内金属挤压周边金属向上迁移的程度明显增大,并最终与轴肩区相遇、结合而形成致密焊缝,导致焊缝上部疏松区消失,如图2(c)所示。然而,采用过大的旋转速度焊接时,一方面,单位时间内沿螺纹表面向下迁移的金属增多;但另一方面,易导致焊缝表面金属温度过高,变形抗力太小。而搅拌针两侧金属阻抗力较大,部分向上迁移至轴肩区附近的金属由于受到的挤压力有限,而沿着轴肩边缘向外溢出,导致空腔内没有足够的塑化金属填充,使得焊缝再次出现疏松孔洞,如图2(d)所示。
2.2 焊接速度对焊缝成形的影响
搅拌摩擦焊接过程中,焊接速度影响单位长度内焊缝热输入大小,因此其对焊缝成形起着决定性作用。图5为在相同旋转速度、不同焊接速度时获得的焊缝横截面形貌。由图可见,减小焊接速度,焊缝中疏松缺陷逐渐减小至消失,如图5(c)所示。然而,焊接速度太小时,疏松区再次出现,其面积反而越来越大,如图5(a)所示。
为了定量描述焊接速度的变化对焊缝成形的影响,对焊缝中的疏松区和焊核区面积进行了精确测量,如图6所示。当焊接速度从47.5 mm/min降低至23.5 mm/min时,焊缝中的焊核区面积先增大后减小,而疏松区面积变化趋势则相反。当焊接速度为37.5 mm/min时,焊缝中无疏松缺陷,焊核面积最大。
搅拌摩擦焊接过程中,适当减小焊接速度可增大焊缝单位长度内的热输入量[21],改善焊缝中金属的塑化程度,有利于焊缝中塑性金属流动。一方面,当焊接速度从47.5 mm/min降低至37.5 mm/min时,焊缝的热输入增加,焊缝中金属流动性得到改善,充分填充搅拌针后方的空腔,得到较致密的焊缝,如图5(c)所示。但另一方面,当焊接速度降至23.5 mm/min时,焊接速度太小,焊缝单位长度内的热输入过大,易导致焊缝表面温度过高,对塑化金属的阻抗力降低,而焊缝底部周围的冷金属的变形抗力依然很大,导致焊核内塑化金属开始向上迁移,并可能沿着搅拌头轴肩边缘迁移而往外溢出,形成大量的飞边。焊缝轴肩区下方的空隙没有足够的金属填充和压实,最终导致焊缝此区域再次出现疏松孔洞,如图5(a)所示。

图5 不同焊接速度下获得的焊缝横截面形貌Fig.5 Cross-section morphologies of welds produced with different welding speeds
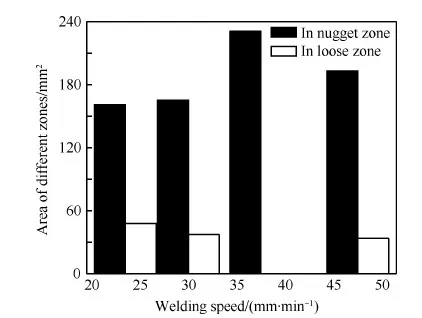
图6 焊接速度对焊缝焊核区和疏松区面积的影响Fig.6 Effect of welding speed on areas of nugget zone and loose zone in weld
2.3 焊缝不同区域金属流动特征
由上述焊缝形貌可以发现,与采用传统圆锥形搅拌头焊接时获得的焊缝形貌相比,采用三角平面圆锥形搅拌头焊接时,焊缝中心区出现了几个新的物理现象,如图7所示。其中,图7(a)为焊缝返回侧的热力影响区与焊核区交界处的放大图,可以发现塑性金属并没有往下迁移,而是沿着搅拌针做水平的圆周运动。图7(b)为焊缝焊核区放大图,焊核区并不只存在一个洋葱环结构,而是由多个洋葱环相互叠加组成。图7(c)为焊缝轴肩区下方的疏松区放大图,发现不同的焊缝中的疏松区及其内部的孔洞尺寸各不相同。图7(d)为焊缝底部的焊核区局部图。而出现这些新现象的原因可能与搅拌针表面的三平面有关,焊接过程中,可能改变焊缝塑化金属的流动方式。

图7 焊缝不同特征区放大图Fig.7 Magnifications of different regions in weld
由“抽吸-挤压”理论可知,采用带左螺纹的圆锥形搅拌头焊接时,当搅拌头瞬时旋转引起塑化金属沿螺纹表面轴向流动时,必存在一入口端和一出口端。在入口端,会形成一瞬时空腔,周围塑化金属将被吸向此空腔,形成“抽吸效应”;在出口端,塑化金属将改变流向并挤压周边金属,形成“挤压效应”;正是由于空腔对塑化金属朝焊缝中心的抽吸作用和挤压区对塑化金属的挤压作用,使高温塑化金属沿搅拌针轴向方向形成剧烈的迁移运动。所以,焊缝中的塑化金属主要是沿着搅拌针表面螺纹向下做螺旋迁移运动,塑化金属最终在焊缝下部汇聚形成焊核区,且焊核中只出现单个洋葱环结构[18,22]。然而,当搅拌针表面存在3个平面时,焊接过程中,沿焊缝水平方向上会同时出现多个“瞬时空腔”,而空腔内的压力较小,大量的塑化金属被吸进三平面导致的空腔中,而新的剪切的塑化金属将迅速进入空腔中并挤压先前的塑化金属,以取代旧金属的位置。如此过程重复进行,致使大量的塑化金属会沿着搅拌针做类似水平的圆周运动。并最终迁移至搅拌针后方的空隙中,同时产生多个球形的金属球。由于各金属球的迁移速度不同,导致它们之间相互摩擦、叠加并发生冶金结合,从焊缝横截面上观察显示为多个洋葱环结构。即增强了焊缝水平方向上的“抽吸-挤压”效应,焊缝中的大部分塑化金属将会以围绕着搅拌针表面做水平方向上的圆周运动为主,部分塑化金属沿着搅拌针表面螺纹做向下螺旋迁移为辅的运动,并最终填满搅拌针后方的空隙而形成拥有多个洋葱环结构的焊缝。
为了更好地理解焊缝塑化金属迁移方式,将焊接过程中金属流动简化为图8中物理模型,可更直观地观察焊接过程中塑化金属的流动行为。采用三角平面圆锥形搅拌头焊接时,焊缝塑化金属主要是以围绕搅拌针表面做圆周运动为主,部分塑化金属向下做螺旋迁移为辅的复杂运动。

图8 塑化金属轴向迁移物理模型Fig.8 Physical model of metal flow in axis direction
3 结 论
1) 焊接工艺参数显著影响焊缝的成形质量。适当增加搅拌头旋转速度或降低焊接速度,有利于增加焊缝塑化金属迁移量及改善其流动性,减少焊缝中疏松孔洞缺陷;但旋转速度过高或焊接速度太低,反而不利于塑化金属迁移,致使焊缝疏松缺陷再次出现。
2) 采用三角平面搅拌头焊接时,焊缝中出现金属沿水平运动、焊核中包含多个洋葱环结构等新的物理现象,而这可能与焊缝金属流动方式的改变有关。
3) 搅拌针表面三平面的存在导致焊接时焊缝中出现了“瞬时空腔”,大量塑化金属被抽吸进空腔中围绕搅拌针表面做圆周运动是导致焊缝中出现多个洋葱环的主要原因。通过简易的物理模型,可以更直观地反映出塑化金属的流动形态。
[1] MAO Y Q, KE L M, LIU F C, et al. Effect of tool pin eccentricity on microstructure and mechanical properties in friction stir welded 7075 aluminum alloy thick plate[J]. Materials and Design, 2014, 62: 334-343.
[2] CABIBBO M, FORCELLESE A, SIMONCINI M, et al. Effect of welding motion and pre-/post-annealing of friction stir welded AA5754 joints[J]. Materials and Design, 2016, 93: 146-159.
[3] LIU X C, WU C S. Material flow in ultrasonic vibration enhanced friction stir welding[J]. Journal of Materials Processing Technology, 2015, 225: 32-44.
[4] HU Z L, WANG X S, PANG Q, et al. The effect of postprocessing on tensile property and microstructure evolution of friction stir welding aluminum alloy joint[J]. Materials Characterization, 2015, 99: 180-187.
[5] DORBANE A, MANSOOR B, AYOUB G, et al. Mechanical, microstructural and fracture properties of dissimilar welds produced by friction stir welding of AZ31B and Al6061[J]. Materials Science and Engineering A, 2016, 651: 720-733.
[6] MIRONOV S, ONUMA T, SATO Y S, et al. Microstructure evolution during friction-stir welding of AZ31 magnesium alloy[J]. Acta Materialia, 2015, 100: 301-312.
[7] MIRONOV S, MASAKI K, SATO Y S, et al. Relation between material flow and abnormal grain growth in friction-stir welds[J]. Scripta Materialia, 2012, 67: 983-986.
[8] QIAN J W, LI J L, SUN F, et al. An analytical model to optimize rotation speed and travel speed of friction stir welding for defect-free joints[J]. Scripta Materialia, 2013, 68(3-4): 175-178.
[9] SHARMA C, DWIVEDI D K, KUMAR P. Effect of welding parameters on microstructure and mechanical properties of friction stir welded joints of AA7039 aluminum alloy[J]. Materials and Design, 2012, 36: 379-390.
[10] 李宝华, 唐众民, 鄢江武, 等. 5A06铝合金厚板搅拌摩擦焊工艺研究[J]. 热加工工艺, 2011, 40(11): 152-154.
LI B H, TANG Z M, YAN J W, et al. Research on friction stir welding parameters of thick 5A06 aluminum alloy[J]. Hot Working Technology, 2011, 40(11): 152-154 (in Chinese).
[11] XU W F, LIU J H, LUAN G H, et al. Temperature evolution, microstructure and mechanical properties of friction stir welded thick 2219-O aluminum alloy joints[J]. Materials and Design, 2009, 30(6): 1886-1893.
[12] CANADAY C T, MOORE MATTHEW A, TANG W, et al. Through thickness property variations in a thick plate AA7050 friction stir welded joint[J]. Materials Science and Engineering A, 2013, 559: 678-682.
[13] MAO Y Q, KE L M, LIU F C, et al. Investigations on temperature distribution, microstructure evolution, and property variations along thickness in friction stir welded joints for thick AA7075-T6 plates[J/OL]. International Journal of Advanced Manufacturing Technology, (2015-12-03)[2016-01-07]. http://link.springer.com/article/10.1007/s00170-015-8182-z/doi/10.1007/s00170-015-8182-z.
[14] 柯黎明, 潘际銮, 邢丽, 等. 搅拌针形状对搅拌摩擦焊焊缝截面形貌的影响[J]. 焊接学报, 2007, 28(5): 16-20.
KE L M, PAN J L, XING L, et al. Influence of pin shape on weld transverse morphology in friction stir welding[J]. Transaction of the China Welding Institution, 2007, 28(5): 16-20 (in Chinese).
[15] LIN Y C, LIU J J, CHEN J N. Material flow tracking for various tool geometries during the friction stir spot welding process[J]. Journal of Materials Engineering and Performance, 2013, 22(13): 3674-3683.
[16] JI S D, JIN Y Y, YUE Y M, et al. Effect of temperature on material transfer behavior at different stages of friction stir welded 7075-T6 aluminum alloy[J]. Journal of Materials Science and Technology, 2013, 29(10): 955-960.
[17] MIDLING O T, OOSTERKAMP L D, BERSAAS J. Friction stir welding aluminum-process and applications[C]//Proceedings of INALCO-7, 2004: 161-169.
[18] 柯黎明, 潘际銮, 邢丽, 等. 搅拌摩擦焊焊缝金属塑性流动的抽吸-挤压理论[J]. 机械工程学报, 2009, 45(4): 89-94.
KE L M, PAN J L, XING L, et al. Sucking-extruding theory for the material flow in friction stir welds[J]. Journal of Mechanical Engineering, 2009, 45(4): 89-94 (in Chinese).
[19] PRANGNELL P B, HEASON C P. Grain structure formation during friction stir welding observed by the ‘stop action technique’[J]. Acta Materialia, 2005, 53(11): 3179-3192.
[20] MICHAEL B P, THOMAS G H, JOHN A B, et al. Residual stress measurements in a thick, dissimilar aluminum alloy friction stir weld[J]. Acta Materialia, 2006, 54(15): 4013-4021.
[21] RAJAKUMAR S, MURALIDHARAN C, BALASUBRAMANIAN V. Influence of friction stir welding process and tool parameters on strength properties of AA7075-T6 aluminum alloy joints[J]. Materials and Design, 2011, 32(2): 535-549.
[22] CHEN Z W, CUI S. On the forming mechanism of banded structures in aluminium alloy friction stir welds[J]. Scripta Materialia, 2008, 58(5): 417-420.
毛育青男, 博士研究生。主要研究方向: 先进连接技术, 搅拌摩擦焊, 金属基复合材料制备。
E-mail: maoyuqing-8888@163.com
柯黎明男, 博士, 教授, 博士生导师。主要研究方向: 先进连接技术, 搅拌摩擦焊, 钎焊, 扩散焊及金属基复合材料制备。
Tel.: 0791-83863015
E-mail: liming_ke@126.com
刘奋成男, 博士, 副教授。主要研究方向: 激光增材制造(3D打印), 钎焊。
Tel.: 0791-83863028
E-mail: fencheng999@163.com
陈玉华男, 博士, 教授。主要研究方向: 激光焊, 搅拌摩擦焊。
Tel.: 0791-83863023
E-mail: ch.yu.hu@163.com
*Correspondingauthor.Tel.:0791-83863015E-mail:liming_ke@126.com
WeldformationandmaterialflowbehaviorinFSWthickaluminumalloyplates
MAOYuqing1,2,KELiming1,2,*,LIUFencheng1,CHENYuhua1
1.NationalDefenceKeyDisciplineLaboratoryofLightAlloyProcessingScienceandTechnology,NanchangHangkongUniversity,Nanchang330063,China2.StateKeyLaboratoryofSolidificationProcessing,NorthwesternPolytechnicalUniversity,Xi’an710072,China
7075-T6aluminumalloysofathicknessof20mmarefrictionstirweldedusingataperedpinwiththreeflats,andtheeffectofprocessparametersonweldformationandlocalflowcharacteristicareinvestigated.Withtheincreaseoftherotationspeed,theareaofnuggetincreasesduetotheincreaseoftheamountofplasticmetalmigrationinunittime,andtheareaofloosezonedecreasesandevendisappears.Whentherotationspeedistoohigh,theloosedefectemergesagain.Decreasingtheweldingspeedappropriatelycanimprovetheweldqualitybyincreasingtheheatinputinunitlength,andthedefectisgone.Alowerweldingspeedcausesabiggerloosezoneandmanyinternalvoidsbecauseofmoreheatinput.Intheweldingunderappropriateparameters,moreplasticmaterialshorizontallymigratearoundtherotarypinwiththeappearanceofthetemporarycavity,andthe“sucking-extruding”effectalongthehorizontaldirectioncanthusbeenhanced,improvingtheflowabilityandeliminatingtheinternaldefects.
frictionstirwelding;processparameters;aluminumalloy7075;weldquality;plasticflow
2016-01-11;Revised2016-01-27;Accepted2016-03-02;Publishedonline2016-03-111610
URL:www.cnki.net/kcms/detail/11.1929.V.20160311.1610.004.html
s:NationalNaturalScienceFoundationofChina(51265043,51265042);LandedPlanofScienceandTechnologyinCollegesandUniversitiesofJiangxiProvince(KGLD13055,KJLD12074)
2016-01-11;退修日期2016-01-27;录用日期2016-03-02; < class="emphasis_bold">网络出版时间
时间:2016-03-111610
www.cnki.net/kcms/detail/11.1929.V.20160311.1610.004.html
国家自然科学基金 (51265043,51265042); 江西省高等学校科技落地计划 (KJLD13055,KJLD12074)
*
.Tel.:0791-83863015E-mailliming_ke@126.com
毛育青, 柯黎明, 刘奋成, 等. 铝合金厚板FSW焊缝成形及金属流动行为分析J. 航空学报,2016,37(11):3546-3553.MAOYQ,KELM,LIUFC,etal.WeldformationandmaterialflowbehaviorinFSWthickaluminumalloyplatesJ.ActaAeronauticaetAstronauticaSinica,2016,37(11):3546-3553.
http://hkxb.buaa.edu.cnhkxb@buaa.edu.cn
10.7527/S1000-6893.2016.0061
V252.2
A
1000-6893(2016)11-3546-08
