聚合物微纳制造技术
2016-11-18孙靖尧吴大鸣刘颖庄俭许红郑秀婷赵中里
孙靖尧,吴大鸣,,刘颖,庄俭,许红,郑秀婷,赵中里
(1. 北京化工大学,北京 100029;2. 有机无机复合材料国家重点实验室,北京 100029)
聚合物微纳制造技术
孙靖尧1,吴大鸣1,2,刘颖2,庄俭1,许红1,郑秀婷1,赵中里1
(1. 北京化工大学,北京100029;2. 有机无机复合材料国家重点实验室,北京100029)
微纳制造技术属国际前沿技术,作为未来制造业赖以生存的基础和可持续发展的关键,其研发和应用标志着人类可以在微、纳米尺度认识和改造世界。以聚合物为基础材料的微纳系统在整个微纳系统中占有极其重要地位,是最具产业化开发前景的微纳系统之一,聚合物微纳制造技术也已经开始得到应用并具有极大的发展空间。本文集中介绍了多种典型聚合物微纳器件及系统,并对微注塑成型、微挤出成型和微纳压印成型等聚合物微纳制造技术进行了系统的阐述,比较了各种聚合物微纳制造技术的优缺点和使用条件。最后,结合国内外研究人员的研究成果,对聚合物微纳制造技术的未来发展做出展望。
聚合物;微纳器件;微纳制造;等温热压印;模具制造
微纳制造技术一般是指微米、纳米级的材料、设计、制造、测量控制和产品的研发、加工、制造以及应用技术。微纳制造技术是继IT、生物技术之后,21世纪最具发展潜力的研究领域和新兴产业之一。
微纳制造技术最早是由加工精度研究的角度延伸出来的。伴随着科技进步和制造业的快速发展,人们对加工精度的要求越来越高,传统加工方式的加工精度越来越难以满足诸多领域的应用和研究需求。这一需求促使人们投入到更高精度加工技术的研发上。从最初的毫米级(10-3m)到微米级(10-6m)和纳米级(10-9m),人类的制造水平逐步由宏观尺度向微观尺度迈进,“微纳制造技术”的概念也应运而生。
微纳制造的加工材料多种多样,相对金属材料与硅和玻璃等无机材料而言,聚合物基材廉价易得且具有更好的生物兼容性、电绝缘隔离性、热隔离性等性能。近年来,基于聚合物的微加工制造技术已成为微细加工中的又一研究热点[1]。大量学者对基于聚合物的微加工技术如微注射成型技术[2~3]、微铸造技术[4~5]及微压印技术[6~8]进行了深入的研究。由于聚合物材料提供了相当广泛的物理及化学性质,同时具有成本低及适用于大批量制造等众多优点,因而随着微纳米技术的不断发展,聚合物材料在光学、化学、生物及微机电领域中获得了越来越广泛的应用,不同微纳结构制品具有不同的性能与应用场合。微光学方面:绕射组件(DOE)[4]、光波导组件(waveguide)[9]、微透镜阵列(Micro lens array)[10~11]、光纤连接器(optical coupler)、LCD[12];生物医学方面:生物芯片(biochip)、PCR扩增、DNA测序与检测器等[13];化学方面:毛细管电泳(CE)、芯片实验室(lab on a chip)、微流控芯片、微混合器(micromixer)等[14],及纳米生物医学材料。
微纳制造技术,尤其是以聚合物为加工对象的微纳制造技术在创新应用中正变得越来越重要,世界各国和地区都非常重视其发展,纷纷启动研究计划、创立技术平台,对微纳制造技术的研发和产业化予以资金支持和技术支撑。在我国,微纳制造技术同样是重点发展方向之一。国务院最新公布的《国家中长期科学和技术发展规划纲要(2006~2020)》中指出,制造业是国民经济的物质基础、国家安全的主要保障和国家竞争力的重要体现。《纲要》将“微纳制造”技术确立为引领未来产业发展的22项前沿技术之一。在科技进步的推动作用下,以微纳制造为代表的先进制造技术必将向“信息化、极限化和绿色化”的方向发展,最终成为“未来制造业赖以生存的基础和可持续发展的关键”。
1 典型聚合物微纳器件及系统
通过在聚合物表面构造微纳米尺度结构及其阵列,可以得到聚合物微纳结构制件,不同种类的微纳结构赋予聚合物制件许多特殊的功能。如具有微槽流道的微流控生物芯片;具有微纳透镜阵列的光学元件,如导光板、偏光板等;具有仿生微结构的疏水薄膜以及具有高深宽比V槽结构的微结构换热器等。上述微结构制件在生物医学分析、药物开发、无痛给药、微反应过程、LCD显示器关键光学材料、高效换热等场合发挥了重要的作用。随着聚合物成型方法的不断成熟与发展,聚合物微结构器件的种类和应用范围也随之丰富与扩大。
1.1聚合物微流控芯片
微流控芯片是在普通毛细管电泳的基本原理和技术的基础上,利用微加工技术在硅、石英、玻璃或高分子聚合物基质材料上加工出各种微细结构,如管道、反应池、电极之类的功能单元,完成生物和化学等领域中所涉及的样品制备、生化反应、处理(混合、过滤、稀释)、分离检测等一系列任务,具有快速、高效、低耗、分析过程自动化和应用范围广等特点的微型分析实验装置。目前已成为微全分析系统(micro total analysis systems, μ-TAS)和芯片实验室(lab on a chip)的发展重点和前沿领域[15~17]。
如图1所示为常见的聚合物微流控芯片形式。近年来,由于生化分析的复杂性和多样性需求,微流控芯片技术的发展愈发趋于组合化和集成化[18~20],在一块芯片基片上集成多种功能单元成为一种常见形式,广泛应用于医学诊断、医学分析、药物筛选、环境监测和燃料电池技术等诸多领域。基于高通量快速分离的需要,多通道阵列并行操作是微流控芯片的发展的趋势,芯片微通道数量已从最初的12通道[21]、96通道[22],发展到现在的384通道[23]。
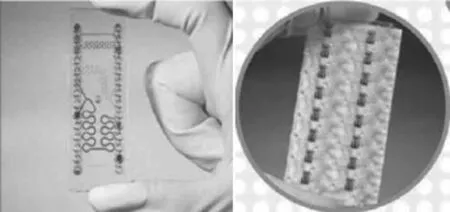
图1 常见聚合物微流控芯片(左)与高集成度芯片实验室(右)
1.2聚合物微针
以微针为媒介的经皮给药技术[24]作为药物导入技术的一种,能够透过皮肤进行给药。药物从皮肤的角质层进入,通过人体表皮、到达真皮,最终被真皮层中的血管网络吸收。20世纪70年代,人们第一次提出微针的概念,但当时的生产工艺达不到制作微针的精度要求。直至90年代微机电系统(MEMS)及其制造工艺得到快速发展时,微针的加工与应用才再一次进入研究人员的视线。由于微针给药具有快速、高效、无痛和药物利用率高等诸多优势,美容行业对专用美容微针强烈的市场需求也成为了驱动微针研究快速发展的动力[25],图2所示即为一种常见的商品化聚合物美容微针。

图2 一种常见的商品化聚合物美容微针
微针针体是空心或实心的微米级结构,类似于常用的医用注射针头,并按照一定的排列方式分布于基板上。可用于制造微针的材料多种多样,其中聚合物微针以其优异的生物相容性、可降解性能、稳定的力学和化学性能及相对于硅和金属等传统微针材料更加低廉的成本而受到人们的亲睐[26]。就给药结构而言,微针主要分为实心和空心两大类,图3展示了几种不同结构形式的医用聚合物微针。
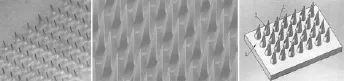
图3 不同结构形式的医用聚合物微针
1.3聚合物仿生功能材料
仿生学是近年来发展起来的一门工程技术与生物科学相结合的交叉学科。仿生学研究生物体的结构、功能和工作原理,并将这些原理移植于工程技术之中,试图在技术上模仿植物和动物在自然中的功能,发明性能优越的仪器、装置和机器,创造新技术。就聚合物仿生功能材料而言,在聚合物材料表面加工出不同形式的微纳结构就会赋予材料不同的性能。
1962年C.G.Bernhard与W. H. Miller等人发现[27],自然界中一些昆虫的复眼结构使其具有减反射的性质。研究发现,飞蛾的复眼由六角形排列有序的纳米陈列构成,凸起的微结构相当于一个折射系数连续变化的介质层,从而使其具有良好的抗反射性能,这种小于可见光波长的结构能在较宽的光谱范围内抑制反射光的损失[28]。图 4所示为聚合物仿蛾眼结构及抗反射效果示意图。聚合物减反射制品可广泛应用于显示屏、太阳能集热系统和太阳能发电系统等场合,大大减少背光反射、提升屏幕清晰度并减少光损。
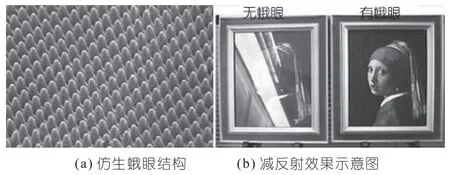
图4 聚合物仿蛾眼结构及抗反射效果示意图
超疏水表面是指水滴在表面的接触角大于150°,同时滚动角小于10°的一种特殊表面。在过去的20年里,超疏水表面诱人的潜在应用价值已经引起了科学家们极大的兴趣[29~30]。自然界中,荷叶表面是超疏水的典型代表,其表面的接触角高达160°。图5展示了荷叶的超疏水效果及其表面微观结构。荷叶表面的这种超疏水特性是由微米乳突和低表面能的蜡状晶体共同引起的。通过在聚合物材料表面构建类荷叶状的周期性微纳米结构可以获得具有优异超疏水性能的聚合物制品,可用于汽车后视镜等有防水防雾需求的场合。
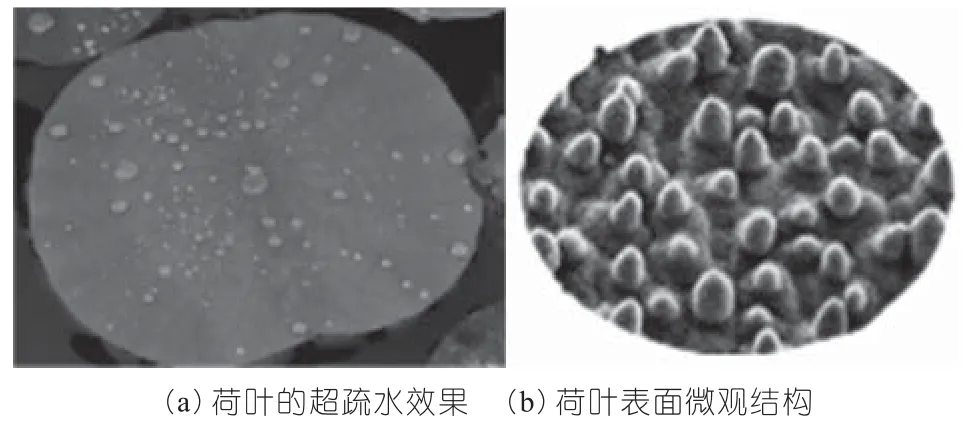
图5 荷叶的超疏水效果及其表面微观结构
除去以上提及的聚合物仿生减反射材料和超疏水材料外,人们还陆续研发出了多种聚合物仿生功能材料,如仿鲨鱼皮表面微脊状结构的抗菌表面、仿壁虎脚表面微凸块结构制得的生物胶带以及超疏(亲)油材料等。
1.4微结构换热器

图6 聚合物微结构换热器
北京化工大学提出了一种以金属基底为导热单元,以具有微结构的聚合物材料为散热单元的新型复合微结构换热器(国家发明专利CN102109291A)[32~33]。这种微结构换热器充分利用了金属导热速度快、聚合物散热效率高的特点,使金属的导热能力与聚合物的散热能力相匹配,可以显著提高换热器的换热效率,在有限的空间内解决散热问题,大幅度降低微结构换热器的加工成本,在空调电子元器件散热等方面具有良好的发展和应用前景[34]。
2 聚合物微纳制造技术
聚合物微纳系统是最具应用前景的微纳机电系统之一,按照微纳制品的空间结构形式可以分为一维、二维和三维微纳制造。
一维微纳制造:微流控芯片、导光板、纳米薄膜、微纳过滤材料、微纳复合材料及器件等;
二维微纳制造:纳米纤维、纳米中空纤维等;
三维微纳制造:微泵、微换热器、微型减速器、微型按插件等。
聚合物是许多微纳米系统的基础材料,聚合物微纳系统是最有希望在近期实现实际应用的系统之一,聚合物微纳尺度制造科学与技术在微纳制造技术中占有极其重要的地位。聚合物微加工工艺除了LIGA加工、准LIGA加工、小机械加工、超声波加工、等离子体加工、激光加工、离子束加工、电子束加工和快速成形等工艺外,还包括微注塑成型、微挤出成型以及微压印成型等。本文将分别对以上几种聚合物微纳制造技术的工艺过程及其研究现状进行简要说明。
在对新生儿展开的护理期间,临床医护人员所服务的是被家庭给予厚爱、关爱却无法表达自我情感的生命,发育的不完全使其生理功能处于调节适应阶段,加上免疫功能的发育不成熟,这在很大程度上增加了护理不安全因素的几率,因此新生儿的护理工作仍在现阶段医患纠纷中表现高发[1]。本文选择2016年1月——2017年12月于我院分娩的100例新生儿作为研究对象,总结新生儿护理中存在的不安全因素与防护措施,为临床提供参考。
2.1微注塑成型
随着微电子、微机械、微光学、介入医学等领域的发展,微型零件的需求量不断增加。微注射成形作为一种微成型工艺,具有制品材料、几何形状和尺寸适应性好、成本低、效率高,以及可连续化、自动化生产等一系列优点,因此越来越受到人们的重视,成为当前研究的热门课题[35~39]。1985年,世界上第一台专门用于加工微型塑件的注射装置Micromelt在德国问世,其它国家紧随其后,先后开发出了各种不同类型的微注塑成型机,这为发展微注塑成型技术以及实际生产微小塑件都提供了强有力的支持和最有效的保证,微注塑成型技术进入了发展的黄金时期。
微注塑成型工艺是一门新兴先进制造技术,同传统的、常规的注射成型技术相比,对成型设备提出了更高的要求:
(1)高注射速率:传统的液压驱动式注射机的注射速度为200 mm/s,电气伺服马达驱动式注射机的注射速度为600 mm/s,而微注射成型工艺通常要求聚合物熔体的注射速度达到800 mm/s以上;
(2)精密注射量计量:微注塑机需要具备精密计量注射过程中一次注射量的控制单元,其质量控制精度要求达到毫克级,螺杆行程精度要达到微米级。
(3)快速反应能力:微注射成型过程中注射量相当微小,相应注射设备的螺杆/柱塞的移动形成也相当微小,因此要求微注塑机的驱动单元必须具备足够快的反应速度,从而保证设备能瞬间达到微注射加工所需的注射压力。
微注塑成型机按塑化和注射单元机构种类可分为以下三大类[40]:
(1) 螺杆式:微注射成型机的塑化、计量和注射均由一组螺杆完成,各单元回转和直线运动均在一条轴线上,构造简单,容易控制。具有代表性型号有德国Dr.BOY公司的BOY12A和日精树脂的HM72DEN KEY等。
(2)柱塞式:包括单一柱塞型和柱塞-柱塞型两种,单一柱塞型将粒状或粉状的塑料向前推送,绕经一鱼雷类状分流梭,经由喷嘴注入模腔,分流梭的功能为将塑料分散于管内部表层,使塑化料管更容易塑化材料;而柱塞-柱塞型则是由两组柱塞分别完成塑化和计量注射功能。代表性型号为西班牙Cronoplast的Babyplast 6/10及美国Medical Murray公司的Sesame等。
(3)螺杆柱塞混合式:以螺杆作为塑化单元,完成混料与塑化;以小直径柱塞配合伺服马达和控制器作为微注射单元,完成精密计量与注射。通常情况下,螺杆柱塞混合式微注塑机的结构较为复杂,控制和维护较柱塞式和螺杆式更为繁琐。代表性型号为日本Sodick公司的TR18S3A。
2.2微挤出成型
随着聚合物精密挤出成型技术和现代纳米技术的发展,聚合物制品逐渐向微型化发展,传统挤出成型也朝着微型化发展,出现了微挤出成型技术。如今,微挤出成型技术常应用于纳米介入导管、微型光纤和微细齿轮等的制备[41]。在聚合物熔体微挤出成型的过程中,机头流道结构直接影响到熔体流动的流场分布与稳定性。不合理的机头结构参数,将导致制品尺寸误差、形状误差和机械性能不足等问题的出现,出现诸如壁厚不均、开裂、蜜鱼皮和翘曲等缺陷。
国内外学者对基于微尺度条件下的聚合物流动行为进行了大量有意义的尝试和研究,主要研究内容包括微细流道聚合物溶体流动[42~43]、表面张力[44]、壁面滑移现象[45]、微挤出机头设计[46]等。为更深入、系统的微挤出成型研究奠定了理论基础。
2.3微纳压印技术
微纳压印技术主要分为热压印法和紫外压印法两大类。按设备结构形式不同,两者又都包含平板对平板(plate-to-plate, P2P)、辊对平板(Roll-to-plate, R2P)和辊对辊(Roll-to-roll, R2R)三大类,如图7所示。

图7 三种不同结构形式的微纳压印设备原理图
1995年,美国普林斯顿大学的Chou S. Y.等人首次提出高温下压印固态聚合物的方法,并在聚合物基片上制造出特征尺寸为25 nm和100 nm的沟槽[47~48]。如图8所示是平板对平板式热压印技术的加工原理图,该技术是将聚合物基板加热到玻璃化转变温度(Tg)或结品型聚合物熔点(Tm)以上,通过对具有微结构的模具施加垂直指向聚合物基板的压力使模具微结构复制到聚合物基板表面的过程。相比于微注塑成型过程,热压印过程中聚合物温度变化范围较小而使制品在冷却成型后受收缩的影响较小,因此热压印成型技术在提高聚合物微结构形状与尺寸精度方面有着很大的提高[49]。由于热压印技术具有低成本、高产量和高分辨率的特性,故其一经面世便受到世界各国研究人员的关注[50~53]并成为新的聚合物微纳制造研究热点。
紫外压印技术最早由德克萨斯州立大学的Grant Wilson于1999年提出[54]。紫外固化法微结构成型是在模具上附有一层感光材料并以感光性高分子材料用作压印材料。压印过程中,模具施加较小压力于感光性高分子阻剂,同时以紫外光对阻剂进行照射固化,从而使模具压印出的微结构固化成型。如图8所示为一种R2P紫外压印技术的加工原理图。紫外光固化压印过程不需要对模具和成型材料进行升降温,故可避免因模具和成型材料热变形而影响微结构的成型精度。

图8 一种R2P紫外压印技术加工原理图
为了便于读者对以上几种聚合物微纳制造技术产生较为全面的理解与认识,笔者列出了每种微纳制造技术对应的加工温度区间与优缺点,见表1。

表1 几种微纳制造技术加工温度与优劣对比
3 北京化工大学吴大鸣教授研究团队关于微纳制造技术的最新研究进展
就热压印技术而言,平板对平板(P2P)热压印技术起步最早,且利用该技术制备的微纳结构器件具有精度高、微结构复制率高、结构一致性好、压印过程可控等优点[10],因而在工业生产中应用最广。国内外一些研究机构和公司均拥有成熟的P2P热压印技术。德国的Jenoptik Mikrotechnik 公司、Temicon公司、Karlsruhe研究所(Karlsruhe Institute of Technology ,KIT)[55]、WICKERT Press tech公司,奥地利的EVGroup[56]等一些国家的公司可以提供不同规格的压印设备和模具。美国俄亥俄州立大学[57]、国立台湾大学[58]、大连理工大学[59]、浙江大学[60]等高校和研究团队有较多先进的研究成果。
聚合物热压印的加工温度是在聚合物结晶熔点或黏流温度以下,属固态压印成型方法。在合适的温度和压力窗口,模具上的微纳结构可以高精度地复制到热塑性聚合物表面上,得到与模具表面图案相反的微纳结构制件。整个P2P热压印过程共分为五步:①将聚合物基片放在模具与衬板之间;②在一定的压力条件下,将模具和聚合物片材加热到合适的压印温度;③持续对模具施加压力进行压印,此过程需保证聚合物充分填充到微结构模腔中;④在脱模前将模具和聚合物降温到Tg以下,使压印得到的微结构定型同时防止最后脱模时聚合物粘附模具;⑤脱模,得到表面带有微纳结构的聚合物片材制品,完成压印过程。
P2P热压印方法的一个潜在的应用是制造超薄大尺寸导光板,目前这种超薄导光板主要全部采用超高速微注射或注射压缩方法加工,目前的超薄导光板的厚度下限为0.28 mm。若采用P2P热压印方法,则可以加工更薄、面积更大的超薄导光板,国内外一些实验室已经成功地用该方法制备出超薄导光板,证明了P2P热压印方法的可行性。之所以P2P热压印方法加工超薄导光板至今没有得到工业化应用,主要是因为P2P热压印过程,压印模具要经历升温—保温—降温三个过程,一个周期需要300~600 s。P2P的长加工周期使得其无法与超高速微注射或注射压缩方法相竞争。
为了缩短P2P热压印过程模具升温和降温时间,国内外的研究人员做出了许多努力。XIE[61]等人在硅模具上涂覆一层45 nm厚的石墨烯涂层,利用石墨烯的高电导率和低表面电阻大幅度缩减模具的加热和冷却周期,从而将整个压印周期缩短至25 s;董毓才[62]利用超声波对热压印过程进行辅助加热,由于超声波会使热压印的模具和聚合物界面间产生分子间的摩擦,从而对表面迅速加热并形成表面熔融层,同样缩短了压印周期。尽管以上方式在一定程度上解决了P2P热压印工艺周期过长的问题,但由于均引入了新的辅助设备和方法,故而大幅度提升了制造成本且存在不可忽视的寿命问题。
为突破传统P2P热压印成型过程成型周期长,效率低的瓶颈问题,北京化工大学吴大鸣教授团队经过3年多的基础研究和技术创新,提出了聚合物等温微纳米热压印技术,并在实验室试验装备上(见图9)成功地制备出特征尺寸为25 μm左右的微结构阵列,包括微透镜导光板和V-cut(微型槽)阵列,如图10所示。

图9 等温微纳米热压印实验平台
聚合物等温微纳米热压印技术与传统P2P热压印方法相比,最重要的不同就是传统P2P热压印过程模具的温度先升后降,而等温微纳米热压印技术在整个加工周期内模具温度恒定不变。从变温到等温,完成了从缩短加热-冷却周期到直接去除反复加热-冷却过程的转变,在源头上解决了传统热压印技术加工周期长的问题。同时,在充分的理论验证和数值模拟等一系列准备工作基础上,吴大鸣教授研究团队在聚合物等温微纳米热压印加工中大胆选用较低的模具温度,利用聚合物在类固态状态下的塑性变形能力完成微纳结构成型的填充行为。一字之差,突破了传统P2P热压印的技术瓶颈,打破了微纳米热压印的工艺禁区,下移了微纳米压印的工艺窗口。一字之差的背后,是北京化工大学吴大鸣教授研究团队多年来潜心开展基础研究,勇于创新,敢为人先的结果。采用聚合物等温微纳米热压印技术,不仅压印周期缩短至20 s左右,同时模具无需进行复杂的涂层处理,使得热压印方法从微纳结构复制质量到加工效率和成本,都能够和目前普遍采用的超高速微注射或注射压缩方法相媲美并显示出技术和成本上的优势[63]。而对超薄、大尺寸(甚至连续尺度)微纳结构制件,超高速微注射或注射压缩方法加工是无能为力的,而聚合物等温微纳米热压印技术则可一展身手。
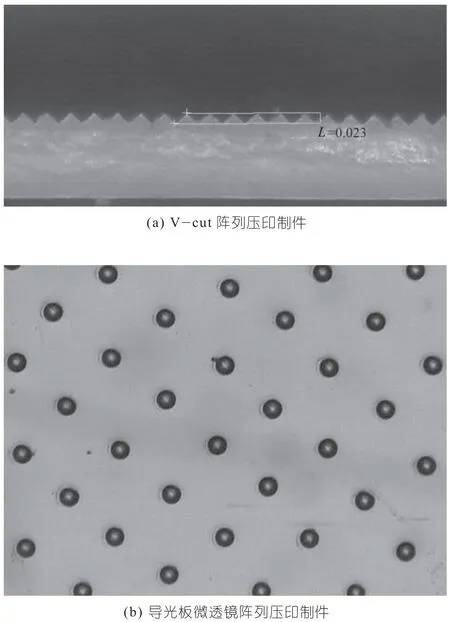
图10 利用聚合物等温微纳米热压印技术制备的微结构制件显微照片
聚合物等温微纳米热压印技术同时适用于结晶型聚合物和非晶型聚合物,研究人员分别选用PP和PMMA作为两类聚合物的代表,对最优加工工艺及其内在成型机理展开探索。结果表明,对PMMA等非晶型聚合物而言,模具温度设定在Tg附近即可获得成型效果优异的微纳结构制品;在加工PP等结晶型聚合物时,模具温度则应设置在Tm以下40~60℃的温度区间内。利用聚合物等温微纳米热压印技术制得的微纳结构制品结构稳定,微纳结构一致性高且成型效率高。目前,聚合物等温微纳米压印方法的相关核心技术已申请国家发明专利和PCT国际专利。相信在全球范围内的微纳制造技术研发大潮中,聚合物等温微纳米热压印技术的出现会为研究人员提供新的灵感和动力。
4 微纳成型模具制造技术
微成型模具是成型上述微制品的重要装备,其设计的合理性和加工质量直接决定了微制品的成型质量。聚合物微成型模具的型腔或流道尺寸跨越宏—微观尺度范围,受到尺度效应的影响,成型过程中熔体的流动、传热都与宏观尺度大不同;对模具型腔的通气、排气、微小制品的脱模取件等有特殊要求,传统的模具设计理论和方法在微成型模具设计中不再完全适用,因此微成型模具的设计已成为国内外研究的热点和难点[64]。
微成型模具的精密制造是成型高质量聚合物微制品的技术保证。传统加工方法可以实现微成型模具部分零部件的加工,但难以加工具有微细三维结构的成型零件,而微细加工技术为微成型模具微细结构的加工提供了条件。微细加工技术是指制造微小尺寸制品或结构的生产加工技术,可以分为以下3种类型[65]:
(1)在传统加工方法上发展起来的微机械加工技术,如微车削、微铣削、微磨削技术等。
(2)在特种加工方法上发展起来的微细特种加工技术,如微细电火花加工、微细电化学加工、微细高能束加工、微细电铸加工、水射流微细切割技术等。
(3)基于LIGA的加工技术,如LIGA、UVLIGA、电子束LIGA和激光LIGA技术等[66~67]。微细加工技术的选择主要取决于加工尺寸、表面质量、深宽比和经济条件等。微成型模具存在跨尺度的几何尺寸,局部特征尺寸微小,几何精度和装配精度要求极高,因此制造微成型模具关键零部件可能需要结合多种微细加工技术。
表2列出了几种最具代表性的微纳成型模具制造技术,并从机构尺寸、可加工深宽比和加工材料三方面入手对其进行了简单对比。
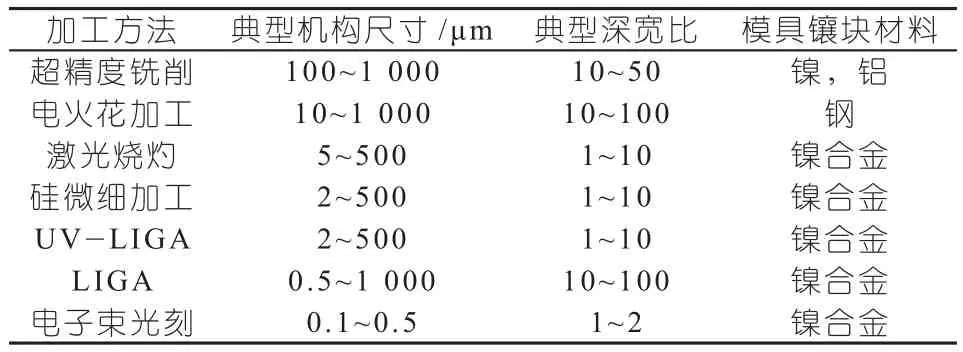
表2 几种典型微纳成型模具制造技术对比
5 总结与展望
微纳米科技发展迅速,是多学科交叉应用的前沿科学技术。微机电系统(Micro Electro Mechanical System, MEMS )、微光电系统(Micro Optic Electro Mechanical System, MOEMS)、生物微机电系统(Bio Micro Electro Mechanical System, BioMEMS)等是微纳米技术的重要应用领域。微纳结构器件是系统重要的组成部分,其制造的质量、效率和成本直接影响着行业的发展。在微纳结构器件制造中,聚合物材料具有成本低,机械性能优、加工效率高,生物兼容性好等明显优势,以热塑性聚合物为基材开发微纳结构器件是微纳米技术的研究热点和重要发展方向之一。
聚合物微纳制造技术,集现代超精密加工、MEMS技术、NAMS技术、微纳测量技术、智能控制技术等尖端技术之大成,赋予人类在微纳米尺度对聚合物制件进行设计,并批量制备特征尺寸在数十纳米到数十微米的微纳几何结构及其阵列的能力。聚合物微纳米制造技术,不仅是对传统塑料加工方法的挑战,也是对传统机械加工方法和测控技术极限的挑战,属聚合物加工领域的技术前沿,值得广大从事聚合物加工的科研人员共同付出努力。
[1]Heckele M, Schomburg W K. Review on micro molding of thermoplastic polymers[J]. Journal of Micromechanics and Microengineering, 2003, 14(3): R1.
[2]Hanemann T, Heckele M, Piotter V. Current status of micromolding technology[J]. Polymer News, 2000, 25(7): 224~228.
[3]McCormick R M, Nelson R J, Alonso-Amigo M G, et al. Microchannel electrophoretic separations of DNA in injection-molded plastic substrates[J]. Analytical Chemistry,1997, 69(14): 2 626~2 630.
[4]Gale M T. Replication techniques for diffractive opticalelements[J]. Microelectronic Engineering, 1997, 34(3): 321~339.
[5]Duffy D C, McDonald J C, Schueller O J A, et al. Rapid prototyping of microfluidic systems in poly(dimethylsiloxane)[J]. Analytical chemistry, 1998, 70(23): 4 974~4 984.
[6]Becker H, Dietz W. Microfluidic devices for μ-TAS applications fabricated by polymer hot embossing[C]// Micromachining and Microfabrication. International Society for Optics and Photonics, 1998: 177~182.
[7]Abraham M, Ehrfeld W, Hessel V, et al. Microsystem technology: Between research and industrial application[J]. Microelectronic engineering, 1998, 41: 47~52.
[8]Kopp M U, Crabtree H J, Manz A. Developments in technology and applications of microsystems[J]. Current Opinion in Chemical Biology, 1997, 1(3): 410~419.
[9]Ulrich R, Weber H P, Chandross E A, et al. Embossed optical waveguides[J]. Applied Physics Letters, 1972, 20(6): 213~215.
[10]Schulze J, Ehrfeld W, Mueller H, et al. Compact selfaligning assemblies with refractive microlens arrays made by contactless embossing[C]//Optoelectronics and High-Power Lasers & Applications. International Society for Optics and Photonics, 1998: 22~32.
[11]Sankur H O, Motamedi M E, Hall R L, et al. Fabrication of refractive microlens arrays[C]//Photonics West'95. International Society for Optics and Photonics, 1995: 179~183.
[12] Lin L, Skia T K, Chiu C J. Fabrication and characterization of IC-processed brightness enhancement films[C]//Solid State Sensors and Actuators, 1997. TRANSDUCERS'97 Chicago., 1997 International Conference on. IEEE, 1997, 2: 1 427~1 430.
[13] Swanson P, Gelbart R, Atlas E, et al. A fully multiplexed CMOS biochip for DNA analysis[J]. Sensors and Actuators B: Chemical, 2000, 64(1): 22~30.
[14] Wallace G G, Smyth M, Zhao H. Conducting electroactive polymer-based biosensors[J]. TrAC Trends in Analytical Chemistry, 1999, 18(4): 245~251.
[15] Becker H, Locascio L E. Polymer microfluidic devices[J]. Talanta, 2002, 56(2): 267~287.
[16] Reyes D R, Iossifidis D, Auroux P A, et al. Micro total analysis systems. 1. Introduction, theory, and technology[J]. Analytical chemistry, 2002, 74(12): 2 623~2 636.
[17] Auroux P A, Iossifidis D, Reyes D R, et al. Micro total analysis systems. 2. Analytical standard operations and applications[J]. Analytical chemistry, 2002, 74(12): 2 637~2 652.
[18] 刘军山. PMMA集成毛细管电泳芯片制作工艺研究[D]. 大连理工大学,2005.
[19] Thorsen T, Maerkl S J, Quake S R. Microfluidic large-scale integration[J]. Science, 2002, 298(5593): 580~584.
[20] Burns M A, Johnson B N, Brahmasandra S N, et al. An integrated nanoliter DNA analysis device[J]. Science, 1998,282(5 388): 484~487.
[21] Woolley A T, Sensabaugh G F, Mathies R A. High-speed DNA genotyping using microfabricated capillary array electrophoresis chips[J]. Analytical Chemistry, 1997, 69(11): 2 181~2 186.
[22] Shi Y, Simpson P C, Scherer J R, et al. Radial capillary array electrophoresis microplate and scanner for highperformance nucleic acid analysis[J]. Analytical Chemistry,1999, 71(23): 5 354~5 361.
[23] Emrich C A, Tian H, Medintz I L, et al. Microfabricated 384-lane capillary array electrophoresis bioanalyzer for ultrahigh-throughput genetic analysis[J]. Analytical Chemistry, 2002, 74(19): 5 076~5 083.
[24] Joshi A, Raje J. Sonicated transdermal drug transport[J]. Journal of controlled release, 2002, 83(1): 13~22.
[25] 郑秀婷, 张亚军, 李慧中, 等. 医用聚合物柔性皮肤给药微针的研究进展[J]. 塑料, 2011, 6: 031.
[26] 薛领. 美容用微注塑成型聚合物微针的研究[D]. 北京化工大学,2013.
[27] Bernhard C G, Miller W H. A corneal nipple pattern in insect compound eyes[J]. Acta Physiologica Scandinavica,1962, 56(3 4): 385~386.
[28] Watson G S, Watson J A. Natural nano-structures on insects-possible functions of ordered arrays characterized by atomic force microscopy[J]. Applied surface science,2004, 235(1): 139~144.
[29] Feng L, Li S, Li Y, et al. Super hydrophobic surfaces: from natural to artificial[J]. Advanced materials, 2002, 14(24): 1 857~1 860.
[30] Fürstner R, Barthlott W, Neinhuis C, et al. Wetting and self-cleaning properties of artificial superhydrophobic surfaces[J]. Langmuir, 2005, 21(3): 956~961.
[31] Brandner J J, Anurjew E, Bohn L, et al. Concepts and realization of microstructure heat exchangers for enhanced heat transfer[J]. Experimental Thermal and Fluid Science,2006, 30(8): 801~809.
[32] 蒋金云. 聚合物微型换热器传热机理研究[D]. 北京化工大学,2011.
[33] 侯立军, 吴大鸣, 庄俭, 等. 基于正交实验的微型换热器微注射成型工艺[J]. 塑料, 2012, 41(3): 77~79.
[34] 姜辉, 吴大鸣, 庄俭, 等. 微结构换热器的研究进展[J]. 塑料,2013, 42(6): 31~34.
[35] Zhao J, Mayes R H, Chen G E, et al. Effects of process parameters on the micro molding process[J]. Polymer Engineering & Science, 2003, 43(9): 1 542~1 554.
[36] Knights M. Micromolding: sizing up the challenges[J]. Plastics Technology(USA), 2001, 47(4): 54~62.
[37] 张攀攀, 王建, 谢鹏程, 等. 微注射成型与微分注射成型技术[J]. 中国塑料, 2010 (6): 13~18.
[38] 蒋炳炎, 汤美林, 尹湘林, 等. 热塑性塑料微注射成型的关键技术[J]. 中国塑料, 2006, 20(10): 13~17.
[39] 庄俭, 于同敏, 王敏杰. 微注塑成形中熔体充模流动分析及其数值模拟[J]. 机械工程学报, 2008, 44(9): 43~49.
[40] 吴波, 王保山, 李合增, 等. 微注射成型技术的现状与发展[J].机电产品开发与创新, 2008, 21(4): 17~18.
[41] 罗新桃. 聚合物微挤出变形数值模拟与实验研究[D]. 中南大学,2012.
[42] Chan W L, Fu M W, Lu J. Experimental and simulation study of deformation behavior in micro-compound extrusion process[J]. Materials & Design, 2011, 32(2): 525~534.
[43] Yao D, Kim B. Simulation of the filling process inmicro channels for polymeric materials[J]. Journal of micromechanics and microengineering, 2002, 12(5): 604.
[44] 刘志伟. 高聚物熔体表面特性测试及对微注塑影响研究[D].大连理工大学,2009.
[45] Granick S, Zhu Y, Lee H. Slippery questions about complex fluids flowing past solids[J]. Nature Materials, 2003, 2(4): 221~227.
[46] 赵丹阳. 塑料异型材挤出模CAD系统关键技术的研究[D]. 大连理工大学,2003.
[47] Chou S Y, Krauss P R, Renstrom P J. Imprint of sub 25 nm vias and trenches in polymers[J]. Applied physics letters,1995, 67(21): 3 114~3 116.
[48] Chou S Y, Krauss P R, Zhang W, et al. Sub-10 nm imprint lithography and applications[J]. Journal of Vacuum Science & Technology B, 1997, 15(6): 2 897~2 904.
[49] 孟利民. 聚合物挤出微压印过程表面微结构成型机理研究[D].北京化工大学,2014.
[50] Le NV, Dauksher WJ, Gehoski KA, Nordquist KJ, Ainley E, Mangat P. Direct pattern transfer for sub-45 nm features using nanoimprint lithography[J]. Microelectron Eng, 2006,83: 839~842.
[51] Häffner M, Heeren A, Fleischer M, Kern D, Schmidt G, Molenkamp L. Simple high resolution nanoimprintlithography[J]. Microelectron Eng, 2007, 84: 937~939.
[52] Lan HD, Ding Y, Liu H. Nanoimprint lithography: Principles processes and materials[M]. New York: Nova Science Publishers, 2011.
[53] Guo LJ. Nanoimprint lithography: methods and material requirements[J]. Adv Mater 2007, 19: 495~513.
[54] Colburn M, Johnson S, et al. Step and flash imprint lithography: an alternative approach to high resolution patterning [J]. Proc. SPIE, 1999, 3 676: 379.
[55] Guo L J. Nanoimprint lithography: methods and material requirements[J]. Advanced Materials, 2007, 19(4): 495~513.[56] Gale M T. Replication techniques for diffractive optical elements[J]. Microelectronic Engineering, 1997, 34(3): 321~339.
[57] Juang Y J, Lee L J, Koelling K W. Hot embossing in microfabrication. Part I: Experimental[J]. Polymer Engineering & Science, 2002, 42(3): 539~550.
[58] 郑芳松. 气体辅助PDMS模具压印制程开发研究[D]. 国立台湾大学工学院机械工程学研究所,2007.
[59] Yin Z, Cheng E, Zou H, et al. Analysis of polymer viscoelastic properties based on compressive creep tests during hot embossing for two dimensional polyethylene terephthalate nanochannels[J]. Polymer Engineering & Science, 2014, 54(10): 2 398~2 406.
[60] 贺永, 傅建中, 陈子辰. 微热压成型脱模缺陷分析及其脱模装置[J]. 机械工程学报, 2008, 44(11): 53~58.
[61] Xie P, He P, Yen Y C, et al. Rapid hot embossing of polymer microstructures using carbide-bonded graphene coating on silicon stampers[J]. Surface and Coatings Technology, 2014,258: 174~180.
[62] 董毓才. 超音波热压微结构加工参数影响之研究[D]. 台湾长庚大学,2004.
[63] 杨振洲. 聚合物微结构平板热压印成型工艺的研究[D]. 北京化工大学,2015.
[64] 徐斌. 微注塑充模流动尺度效应及其模具关键技术研究[D].大连理工大学,2010.
[65] 王敏杰, 赵丹阳, 宋满仓, 等. 聚合物微成型模具设计与制造技术[J]. 模具工业, 2015, 41(5): 7~16.
[66] 庄俭, 于同敏, 王敏杰, 等. UV-LIGA技术在微型模具型腔加工中的应用研究[J].哈尔滨工业大学学报, 2009(5): 106~109.
[67 杜立群, 莫顺培, 张余升, 等. UV-LIGA 和微细电火花加工技术组合制作三维金属微结构[J]. 光学精密工程, 2010,18(2): 363~368.
Polymer micro-nano manufacturing technology
Sun Jingyao1, Wu Daming1,2, Liu Ying2, Zhuang Jian1, Xu Hong1, Zheng Xiuting1, Zhao Zhongli1
(1. Beijing University of Chemical Technology, 100029 Beijing, China;2. State Key Laboratory of Organic-inorganic Composites, 100029 Beijing, China)
The micro-nano manufacturing technology is the international advanced technology. As the foundation of the future manufacturing industry and the key to sustainable development, its development and application marks that, human beings can understand and transform the world in micro and nano scale. Polymer-based micro-nano system occupies an extremely important position in entire micro-nano systems, is the one with most development prospects, polymer micro-nano manufacturing technology has begun to be applied and has great room for development. This paper focuses on the variety of typical polymer micronano devices and systems, systematically describes micro-injection molding, micro-extrusion molding and micro-nano embossing molding, and compares advantages and disadvantages of the various polymer micro-nano manufacturing technologies and their conditions of use. Finally, based on the achievements of domestic and foreign researchers, the paper prospects the future development of polymer micro-nano manufacturing technology.
polymer; micro-nano device; micro-nano manufacturing; isothermal heat embossing; mold manufacturing
TQ320.61
1009-797X(2016)10-0001-09
B
10.13520/j.cnki.rpte.2016.10.001
孙靖尧(1991-),男,在读博士研究生,主要从事聚合物微创的制造机理研究及设备开发。
2016-03-15
