桤木旋切单板以及用于制造细木工板的工艺研究
2016-11-17邓腊云陈泽君范友华
邓腊云, 陈泽君, 王 勇, 范友华
(湖南省林业科学院, 湖南 长沙 410004)
桤木旋切单板以及用于制造细木工板的工艺研究
邓腊云, 陈泽君, 王 勇, 范友华
(湖南省林业科学院, 湖南 长沙 410004)
通过设置不同的旋切厚度对不同树龄的桤木原木进行单板旋切试验,分析单板厚度和背面裂隙率,探讨桤木单板旋切的适应性和制造细木工板的工艺,并采用正交法优选最佳制造细木工板的热压工艺参数。结果表明:当杉木板芯厚度为12 mm、桤木单板厚度为2.8 mm时,热压温度为125 ℃、热压压力为1.3 MPa、热压时间为8 min、施胶量为220 g/m2时,横向静曲强度最大。
桤木单板; 细木工板; 热压工艺
四川桤木(AlnuscrematogyneBurk.),桦木科,桤木属植物[1]。北美的红桤木与我国的四川桤木是同种树种,材质相近,北美红桤木木材颜色偏浅红色[2],四川桤木颜色偏淡黄色。北美红桤木(商品名:Red Alder)是重要的用材用树种,生产的红桤木薄木广泛应用于人造板及家具表面装饰。桤木木材材质轻软,硬度居中,旋切加工性能良好[3]。目前,我国湘西的退耕还林四川桤木林地有10万hm2左右,大多为8~15年生树木,胸径约12~26 cm。近年来,我省的细木工板产业发展迅速,用于细木工板的中板主要采用广西的桉木单板[4]。由于桉木的供应日益紧缺[5],开发其他可代替的木材原料已成为细木工板产业急需面临的问题。桤木单板用于细木工板的制造还未见报道,本文通过对桤木的单板旋切工艺和进行细木工板制造的热压工艺进行研究,探讨桤木用于细木工板的中板以代替现在使用的桉木单板,为实现桤木资源的高价值利用提供技术支撑[6-8]。
1 材料与方法
1.1试验材料
桤木原木产自湖南吉首市,分别为6年、7年、8年、9年生不同的树龄,胸径120~160 mm,桤木生材含水率70%~80%;杉木芯板产自湖南桃江,采用宽度40~60 mm、长度400~800 mm的杉木条指接涂胶拼板而成,经砂光后的厚度为12 mm,含水率8%~12%;杨木单板产自山东,厚度0.5 mm;脲醛胶黏剂产自桃江县福森木业有限公司;面粉购自京山金玉面麦有限公司。
1.2试验设备
BQ18型数控无卡轴单板旋切机(福州三森机械有限公司制造)、单层热压机(青岛国森机械有限公司制造)、力学试验机、空气对流干燥箱、针插式含水率测定仪、电子秤、涂胶棍、砂光机等。
1.3试验方法
1.3.1 桤木旋切方法 新采伐的桤木原木从根部开始截取两段长度为1300 mm的木材,在无卡轴旋切机上固定两端的中心位置进行旋切加工,旋切时木材的含水率在70%~80%,旋切线速度为35 m/min,切削后角为40′~1°,先旋切掉树皮和尖削部分,待木材圆整后进一步旋切桤木单板[9-11]。
1.3.2 桤木单板制造细木工板方法 杉木芯板经砂光后两面均匀涂胶,胶黏剂为脲醛树脂加入22%的面粉调制而成,在杉木芯板的两面贴合桤木单板进行冷压,冷压时间为40 min,压力为1.2 MPa。冷压后再进行热压试验,本试验对该热压试验进行正交试验。对热压后的板坯进行修补,存放4天使含水率平衡后进行砂光[12]。
芯板与桤木单板胶合后的板坯由于表面颜色较深[13],不利于后续的表面装饰,需要再胶合一层颜色较浅的杨木单板,并提高板面的平整度。杨木单板采用厚度为0.5 mm的旋切单板,含水率为12%。板坯经过两面涂胶,涂胶量为160 g/m2,在芯板的两面贴合杨木单板进行冷压,冷压时间为6 min,压力为1.2 MPa。冷压后再进行热压,热压时间为4 min,温度115 ℃,压力1.6 MPa。对热压后的板坯进行修补,存放2天使含水率平衡后进行砂光。
板坯与杨木单板胶合后得到的板坯表面平整、颜色较浅,可以采用三聚氰胺浸渍胶膜纸进行热压饰面,得到可以直接用于室内装饰或家具材料使用的免漆细木工板[14]。桤木单板用于细木工制造技术路线图(见图1)。

图1 桤木单板用于细木工制造技术路线图Fig.1 Technical strategies of Alnus crematogyne veneer for application of blockboard
1.3.3 桤木旋切单板测试方法 在旋切的桤木单板上截取200 mm宽的单板条一块作为单板厚度检测试件,在距离单板两端100 mm处和板条中央分别测量单板的厚度。单板背面裂隙率检测是在连续单板带上每隔5圈取一次单板条,每次等距离截取200 mm宽的单板条,在单板条上截取大小100 mm×100 mm的试件各20块作为检测试件,单板在自然条件下干燥到含水率接近30%时,在单板背面均匀涂布绘图墨水,干后沿试件横纤维方向切开,观测裂隙的特征,用10倍放大镜测定30 mm长度范围内单板断面上的裂隙条数和深度,裂隙率是裂隙深度与单板厚度之比的平均值。
1.3.4 桤木单板旋切单因素试验 在桤木单板旋切工艺中,设计6年、7年、8年、9年生的不同树龄桤木木材;选2.2 mm,2.4 mm,2.6 mm,2.8 mm,3.0 mm的不同旋切名义厚度,按照1.3.3的方法测定单板厚度、裂隙条数、背面裂隙率。
1.3.5 桤木单板热压正交试验 桤木单板与杉木芯板热压试验中,采用8年生的桤木木材旋切成2.8 mm厚的单板,干燥至含水率12%后作为热压试验的单板,选择热压温度、热压压力、热压时间、涂胶量作为考察因素,按L9(34)设计四因素三水平热压试验(见表1),试验重复3次,以横向静曲强度为指标对热压工艺进行优化。
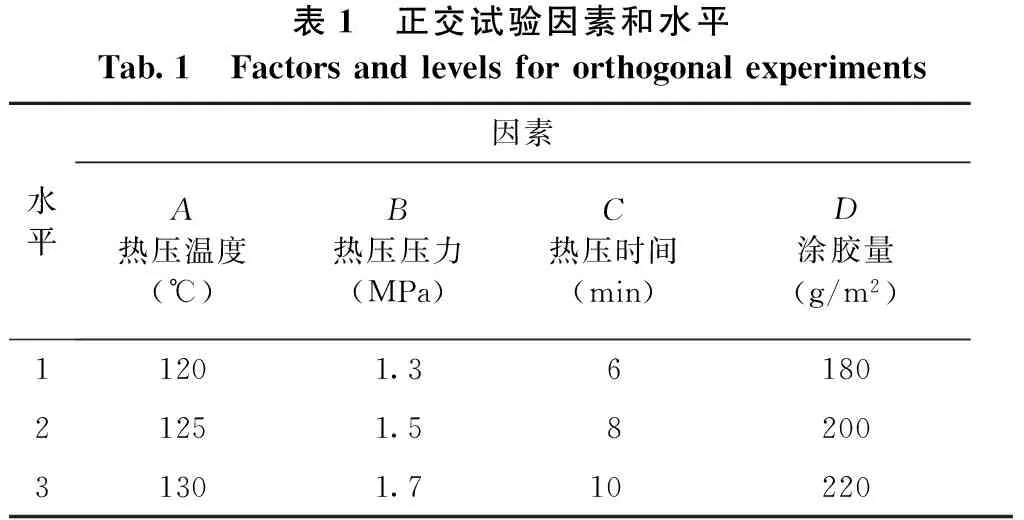
表1 正交试验因素和水平Tab.1 Factorsandlevelsfororthogonalexperiments水平因素A热压温度(℃)B热压压力(MPa)C热压时间(min)D涂胶量(g/m2)11201.3618021251.5820031301.710220
2 结果与分析
2.1桤木木材树龄对单板裂隙率的影响
从表2中可以看出,在旋切的名义厚度为2.6 mm时,随着树龄的增加,桤木单板的平均裂隙数增加,单板的背面裂隙率有所提高。这可能是因为桤木随着树龄的增长,木质构造越趋向紧密,硬度也会增加,木质较软的木材更适合旋切加工,软质木材旋切的单板质量更好[15],但在6~9年的树龄里变化并不显著。综合考虑桤木的单板质量和产出效益,采用8年生的桤木加工生产桤木单板综合效益较好[16]。

表2 不同树龄的桤木单板背面裂隙率Tab.2 CrackrateofthebackinAlnuscrematogyneveneeratdifferentage桤木树龄(年)名义厚度(mm)实际平均厚度(mm)平均裂隙数(条/cm)背面裂隙率(%)62.62.594.849.8172.62.585.153.6082.62.605.055.3692.62.615.262.65
2.2单板旋切厚度对单板裂隙率的影响
从表3中可以看出,在树龄为8年时,随着旋切厚度的增加,桤木单板的平均裂隙数减少,但单板的背面裂隙率随着提高。这可能是因为桤木木材在生材旋切条件下,在一定范围内桤木单板旋切厚度越大,越有利于单板旋切生产[17],但厚度增加会导致单板的脆性提高,容易使裂隙延伸,从而提高裂隙率。
2.3桤木单板热压正交试验分析
采用砂光厚度为12 mm的杉木芯板经两面均匀涂胶,与旋切厚度为2.8 mm的8年生桤木单板进行热压正交试验,正交试验的性能检测结果如表4所示。

表3 不同旋切厚度的桤木单板背面裂隙率Tab.3 CrackrateofthebackinAlnuscrematogyneveneerwithvariedthickness桤木树龄(年)名义厚度(mm)实际平均厚度(mm)平均裂隙数(条/cm)背面裂隙率(%)82.22.155.845.8682.42.375.351.5782.62.614.855.1282.82.794.259.6083.02.984.262.03
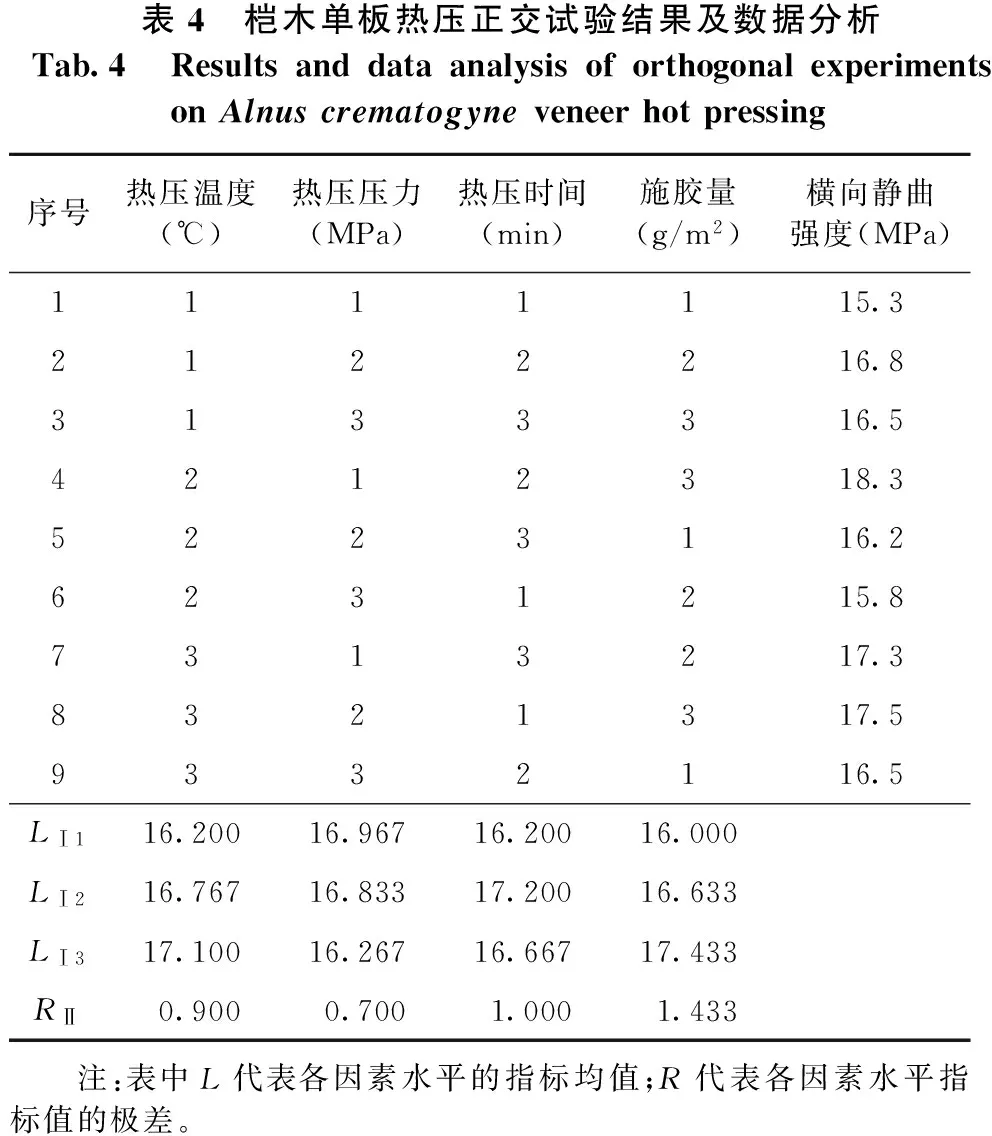
表4 桤木单板热压正交试验结果及数据分析Tab.4 ResultsanddataanalysisoforthogonalexperimentsonAlnuscrematogyneveneerhotpressing序号热压温度(℃)热压压力(MPa)热压时间(min)施胶量(g/m2)横向静曲强度(MPa)1111115.32122216.83133316.54212318.35223116.26231215.87313217.38321317.59332116.5LⅠ116.20016.96716.20016.000LⅠ216.76716.83317.20016.633LⅠ317.10016.26716.66717.433RⅡ0.9000.7001.0001.433 注:表中L代表各因素水平的指标均值;R代表各因素水平指标值的极差。
横向静曲强度是细木工板产品力学性能的重要指标,在生产实际中发现横向静曲强度与板材的胶合性能有很大关系[18-20]。表4结果表明: 当杉木板芯厚度为12 mm、桤木单板厚度为2.8 mm时,热压温度为125 ℃、热压压力为1.3 MPa、热压时间为8 min、施胶量为220 g/m2时,横向静曲强度最大;从极差分析结果可以看出,各因素对细木工板力学性能影响的主次为施胶量>热压时间>热压温度>热压压力。
3 结论与讨论
(1) 四川桤木旋切加工性能优良,可以进行生材旋切生产桤木单板。随着树龄的增加,旋切单板的平均裂隙数增加,背面裂隙率有所提高。综合考虑桤木的单板质量和产出效益,采用8年生的桤木原木加工生产桤木单板综合效益较好。
(2) 四川桤木在旋切工艺中,随着旋切名义厚度在一定范围内增加,桤木单板的平均裂隙数减少,但单板的背面裂隙率逐渐提高。
(3) 四川桤木旋切单板可用于细木工板的中板用以代替桉木单板利用。根据细木工板的产品厚度设计,可采用8年生的桤木生产旋切厚度为2.8 mm的桤木单板,用于细木工板的生产。当杉木板芯厚度为12 mm、桤木单板厚度为2.8 mm时,横向静曲强度达到最大值18.3 MPa,最佳的热压工艺参数为:热压温度为125 ℃、热压压力为1.3 MPa、热压时间为8 min、施胶量为220 g/m2,各因素对细木工板力学性能影响的主次为施胶量>热压时间>热压温度>热压压力。本试验只研究了厚型桤木单板的生产工艺,用于装饰贴面的薄型单板旋切工艺及刨切工艺还需要进一步研究。
[1] 文仕知,田大伦,杨丽丽,等. 桤木人工林的碳密度、碳库及碳吸存特征[J]. 林业科学,2010(6):15-21.
[2] 周小玲, 张旭东, 许忠坤,等. 北美红桤木引种的主要光合特性研究[J]. 湖南林业科技, 2006, 33(6):13-16.
[3] 周永丽,刘福云,万军,等. 四川桤木木材材性初步研究[J]. 四川林业科技,2003(1):75-78.
[4] 胡拉,陈志林,傅峰. 桉木与杨木阻燃胶合板的性能对比分析[J]. 木材工业,2015(3):43-46.
[5] 韦鸿彬. 南方桉材加工旋切单板综合利用探讨[J]. 南方农业, 2015, 9(3):114-115.
[6] 向仕龙,申明倩. 我国细木工板的生产现状及工艺改革[J]. 木材工业,2003(1):14-16
[7] 朱一军. 我国细木工板产品质量状况分析[J]. 中国人造板,2014(5):26-28.
[8] 杨越飞,司琳琳,李权. 福建省细木工板产品的质量现状与发展建议[J]. 福建林业科技,2011(1):147-149.
[9] 林幸燕. 无卡轴旋切机单板旋切厚度的研究[D].福州:福建农林大学,2005.
[10] 孙锋,周永东,贺志强. 我国单板干燥节能技术现状及发展趋势[J]. 木材工业,2012(6):35-38.
[11] 叶忠华. 桉树木材旋切单板质量以及制造胶合板工艺的研究[J]. 福建林业科技, 2012, 39(1):35-40.
[12] 沈哲红, 方群, 钱俊. 以杉木作芯板的细木工板制作工艺[J]. 浙江农林大学学报, 2002, 19(2):208-210.
[13] 罗玉华. 桉树木材表面性状的研究[D].长沙:中南林学院,2005.
[14] 池永亮.浸渍胶膜纸饰面细木工板生产工艺及影响质量的主要因素分析[J]. 中国人造板,2014(4):17-21.
[15] 杨霞, 杨雅铃, 高爽. 人工林杨木旋切单板背面裂隙率的研究[J]. 吉林林业科技, 2005, 34(3):34-36.
[16] 刘君,魏新莉,章松林. 提高竹材出材率和旋切单板利用率的方法[J]. 林产工业,2010(3):31-33.
[17] 孙锋, 周永东, 贺志强,等. 无卡轴旋切桉木单板出材率的研究[J]. 木材加工机械, 2012, 23(4):36-39.
[18] 申明倩, 向仕龙, 张昌富,等. 芯板材种与施胶量对细木工板横向静曲强度的影响[J]. 木材加工机械, 2004, 15(3): 11-13.
[19] 邓腊云,王金明,陈泽君,等. 无醛大豆基胶黏剂细木工板热压工艺研究[J]. 湖南林业科技,2015,42(1):23-26.
[20] 赵荣军,费本华,王喜明,等. 混凝土模板用桉木胶合板制造工艺及性能指标[J]. 林产工业,2003(5):42-44.
TechnologyofrotarycutAlnuscrematogyneveneerandmanufacturingblockboard
DENG Layun, CHEN Zejun, WANG Yong, FAN Youhua
(Hunan Academy of Forestry, Changsha 410004, China)
Setting up the experiments by cutting theAlnuscrematogyneBurk.logs at varied age with different rotary thickness, the measured veneer thickness and crack rate of the veneer back were analyzed to discuss the adaptability of theAlnuscrematogynerotary veneer and its technology of manufacturing blockboard. Also, the optimal hot pressing technological parameters of manufacturing blockboard were selected by the orthogonal test. The results showed that with thickness 12 mm of Chinese fir core, thickness 2.8 mm ofAlnuscrematogynerotary veneer, the optimal parameters were 125 ℃ for hot pressing temperature, 1.3 MPa for pressure ,8 minutes for the hot pressing time, 220 g/m2for adhensive amount, and the bending strength across grain had the best value.
AlnuscrematogyneBurk.veneer; blockboard; hot pressing technology
2016-7-25
2015年度湖南省林业科技计划项目(WLK201507)。
邓腊云(1982-),男,湖南省祁阳县人,工程师,主要从事木材深加工研究,deng269@163.com。
S 781.7
A
1003-5710(2016)05-0077-04
10. 3969/j. issn. 1003-5710. 2016. 05. 015
(文字编校:龚玉子)
