大型数控切点跟踪曲轴磨床的研发和应用
2016-11-16上海机床厂有限公司王汪学栋
上海机床厂有限公司王 瑞 汪学栋 何 楠
大型数控切点跟踪曲轴磨床的研发和应用
上海机床厂有限公司王 瑞汪学栋何 楠
一、概述
随着我国船舶、汽车等工业的发展,各种发动机、内燃机的产量越来越大,质量要求也越来越高。曲轴是汽车发动机和船舶、机车等内燃机上的关键零件,需求量大,要求的加工精度高。加工精度对发动机、内燃机的性能起决定性作用。传统的曲轴连杆颈磨削常采用偏心装夹法:用偏心夹具装夹曲轴,使曲轴绕连杆颈中心线旋转来磨削连杆颈。虽然偏心装夹方法易于实现,但在磨削不同类型的曲轴时,需对偏心夹具分度头进行调整或更换偏心夹具。这种调整过程比较费时费力,影响加工效率和机床的加工柔性且调整的重复精度也很难得到保证。
切点跟踪磨削技术是一种通过工件旋转运动和砂轮横向进给的联动控制来实现轴颈的偏心磨削以及非圆表面加工的新型磨削技术。它作为曲轴连杆颈高效高精度的磨削方法,一经出现,就立刻引起国内外众多科研机构的关注。目前,在大型曲轴切点跟踪数控磨床研发方面,能够代表国际制造技术前沿的典型产品主要有:德国NAXOS-UNION的PMS465、美国LANDIS的LT3、捷克TOS的BK140。它们垄断了大部分市场。近年来,国内也针对切点跟踪磨削技术开展了一定的探索与实践。其中,上海机床厂、北京第二机床厂、上海交通大学、上海大学、北京航空航天大学、湖南大学等各自在不同领域做了一定探索。但对于切点跟踪磨削产品方面除了上海机床厂、北京第二机床厂以及湖南大学海捷公司开发的切点跟踪磨床外,国内其他机构均没有切点跟踪磨床产品推出。但在大型曲轴加工方面,没有公司有产品产出投入市场。为了扭转这样的局面,需要加快我国大型曲轴高精加工装备的研制,突破我国大型曲轴制造瓶颈。上海机床厂有限公司申请了国家科技重大专项课题——“大型数控切点跟踪曲轴磨床”就是针对船舶曲轴、机车曲轴等制造企业大型曲轴的磨削加工的需求设计开发的。
通过构建关键部件的试验台以及对大型数控切点跟踪曲轴磨床总体构型设计优化与动态性能分析、大型曲轴磨削过程中随动刚性支撑与多轴同步驱动、砂轮架驱动系统的随动特性及其控制方法、切点跟踪磨削工艺与精度控制、在线测试系统与切点跟踪磨削控制软件开发、大型数控切点跟踪曲轴磨床的制造装配与系统测试和曲轴磨削的精度稳定性和曲轴磨床的整机可靠性等核心研究任务的攻关,上海机床厂有限公司完成了MK8280/SD-H数控切点跟踪曲轴磨床的设计与制造。这一方面改善了采用国产传统结构磨床进行加工时加工效率低、精度稳定性差的缺点,另一方面打破了船舶曲轴和机车曲轴相关行业所需大型、高精度、高性能曲轴依赖进口或采用十分昂贵的进口机床加工而导致的对大型切点跟踪数控曲轴磨床的垄断和制约,填补了国内该领域的空白,提升了我国高档数控机床的竞争力。在大型数控切点跟踪曲轴磨床设计、大型曲轴磨削工艺以及精密测量与测试等方面,上海机床厂有限公司获得了国家发明专利3项和实用新型专利1项权,完成了企业标准“砂轮架移动式 数控切点跟踪曲轴磨床”的编制。MK8280/SD-H数控切点跟踪曲轴磨床在2012年(第十四届)中国国际工业博览会上出展,取得了良好的反响,大大提升我国曲轴生产的技术水平,具有广阔的市场前景。目前该机床已经实现了产品的示范性应用,可磨削加工各类型大型曲轴。图1为MK8280/SD-H数控切点跟踪曲轴磨床外观图。

图1 MK8280/SD-H数控切点跟踪曲轴磨床外观图
二、产品性能介绍
MK8280/SD-H数控机床能在一次装夹下实现曲轴的主轴颈和连杆颈的外圆磨削。一方面,在工件回转的过程中砂轮需要以高动态响应特性随动进给磨削;另一方面,在重型曲轴磨削过程中,还要保证头架与尾架的驱动同步,并基于高精度的伺服托架技术,减少工件挠曲变形,实现高精度磨削。
为了确保机床的加工精度和提高工作的安全性,开发了专利技术的头尾架的高精度驱动和可靠定位装置(ZL201010597617.8),形成了头尾架同步驱动技术。运用含有TRAILON、 TRAILOF指令的程序,利用高精度回转编码器闭环控制头架和尾架所在的力矩电机,实现了头尾架的数控轴C1和C2的同步。为了提高曲轴磨削过程中工件的刚度,开发了具有专利技术的可对曲轴主轴颈进行随动支撑的装置(ZL201020671048.2),采用伺服电机控制两点式支承中心架的垂直和水平的支承头,确保了在磨削过程中使工件的回转中心与机床的回转中心保持一致,提高了加工精度,也有利于曲轴磨削时的托持稳定。为了很好地满足曲轴磨削加工,开发了具有专利技术的曲轴测量方法和速度控制方法(ZL201110055011.6、ZL201110058262.X)。
主要技术指标为:磨削回转直径Φ1000mm;最大工件长度8000mm;砂轮线速度125m/s;磨削轴颈圆度≤0.010mm;圆柱度≤0.013mm;外圆表面粗糙度Ra≤0.32μm;砂轮直径>1600mm。该磨床突破了大型曲轴切点跟踪数控磨床的总体设计方法与性能保证技术、曲轴变速回转驱动磨削工艺方法、高随动特性的砂轮架驱动系统设计、磨削过程中的随动支撑技术以及曲轴尺寸、位置与变形量的在线检测与控制等多项关键技术,开发了以Fenar L 专用曲轴在线测量装置为核心,由Marposs 测量软件及机床自动控制的在线测量与误差补偿系统。
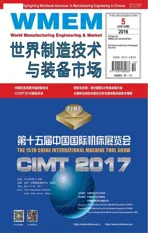
由表1和表2可见,本公司所开发的大型数控切点跟踪曲轴磨床,在磨床功能、曲轴规格尺寸、磨削加工质量等主要指标方面,达到了上述三个国际前沿产品的技术水平。
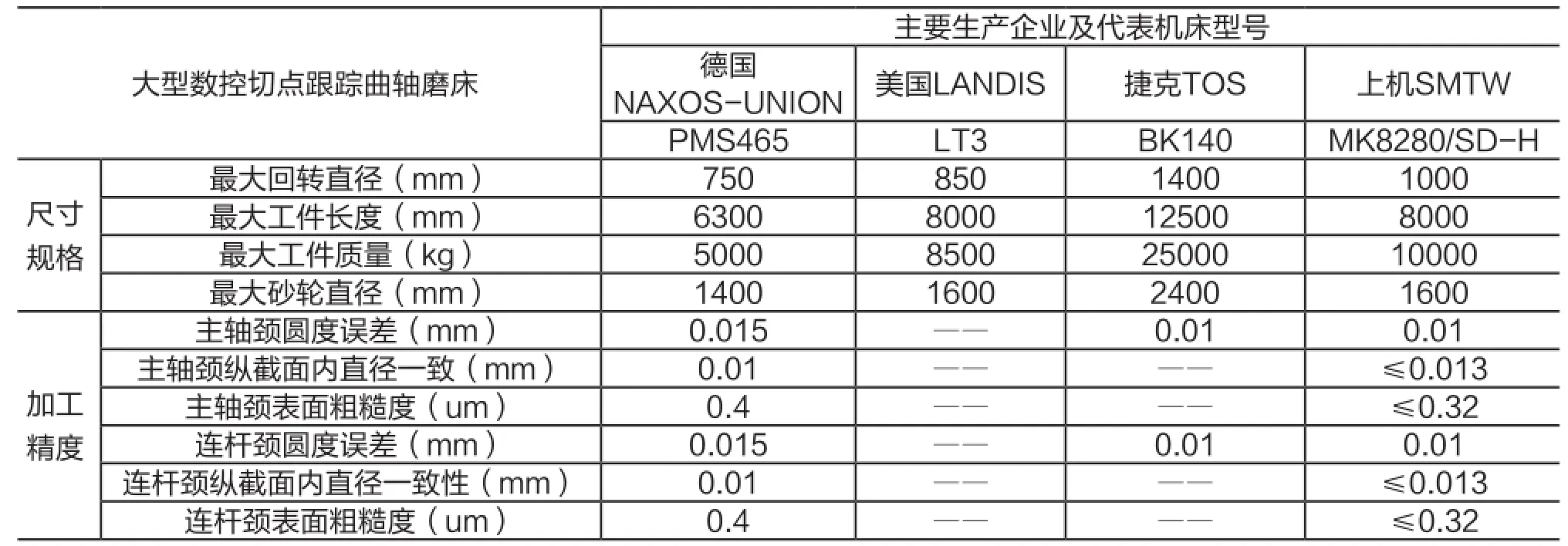
表1 技术指标对照

表2 主要功能及部件对照
为满足高效率、高精度、操作方便,在研发数控切点跟踪曲轴磨床时,采取了以下几个主要措施:
①前、后床身采用分离结构。移动式砂轮架置于后床身上,提升了机电系统的动态性能。
②头尾架采用了静压轴承技术和体壳分层技术。静压轴承主轴柔性好,便于调整;体壳分层,有利于工件的安装调整。
③中心架采用了伺服电机控制。伺服中心架可在随动磨削中有效地支承其曲轴,提高磨削加工的精度。
三、关键技术应用情况
船用大型曲轴切点跟踪数控磨床的技术难点主要体现在两大方面:
一方面,船用曲轴重量大、跨距长、多轴段、多相位、轴段尺寸与轮廓精度要求高,为磨床设计带来三个方面的特殊要求:①大型曲轴磨床长度大、结构复杂,需要采用高性能的导轨和主轴系统;②需要对曲轴定位尺寸、轴颈尺寸、挠曲变形进行在线检测与误差补偿;③在磨削过程中需要用伺服托架对曲轴的主轴颈进行随动支撑。
另一方面,采用切点跟踪磨削工艺,可以避免传统磨削中使用专用的分度与偏心夹具多次定位,减少定位误差和调整工时,降低劳动强度,但是由于砂轮架在切点跟踪磨削过程中的随动要求,同时带来三个技术难点:①要求砂轮架具备高动态随动响应特性;②要求砂轮架与曲轴回转驱动轴进行数控联动,增加了砂轮架的运动维数,也提高了对整机动力学性能的要求;③切点跟踪磨削由于磨削去除率随着砂轮架-工件相对位置的变化而变化,使磨削力的大小和方向具有时变性,从而影响磨削温度和磨削工件表面完整性,因此需要开发大型曲轴切点跟踪磨削工艺数据库并建立专家系统,为切点跟踪磨削过程的参数控制提供依据。
1.大型曲轴磨床总体构型设计优化与动态性能分析
(1)概要
船舶曲轴重量大、跨距长的结构特点,切点跟踪磨削过程的工艺复杂性和高柔性以及曲轴高精度磨削质量要求等,决定了船舶曲轴磨床具有体积大、结构复杂、整体动态性能要求高等特点。本课题将按照机床的整体性能与技术指标要求,进行机床主要部件的功能分解,确定部件间连接与支撑方式,砂轮架、头架和尾架等关键部件的技术指标,为开展大型曲轴磨床整机与关键功能部件的详细设计提供依据,从而确定船舶曲轴磨床的整体布局和结构设计。基于动力学分析与数字化仿真,对大型曲轴切点跟踪数控磨床的动态性能进行系统研究。建立曲轴磨床整机的动力学模型,通过研究磨床的固有振动特性,确定曲轴磨床结构中的刚度薄弱环节;同时,根据大型曲轴类典型零件磨削加工工艺需求,综合考虑磨削效率、磨削精度和制造成本,对大型曲轴磨床整体布局和结构进行优化设计。由于篇幅原因,本文重点介绍装在砂轮架体壳上的大跨度悬臂测量装置的结构优化与动态性能分析。
MARPOSS FENAR-L在线量仪,其支架安装在砂轮架体壳上,通过一个特殊的旋转臂设计自动转入和转出,测量头可以跟随连杆颈旋转移动而移动。测量装置结构为大跨度悬臂结构,需要对其动态性能进行分析,通过结构优化,保证稳定测试。 图2为原测量悬臂装置三维模型图,图3为原测量悬臂装置有限元分析模型及伸展状态静力学分析结构变形云图。

图2 原测量悬臂装置三维模型图

图3 原测量悬臂装置有限元分析模型及伸展状态静力学分析结构变形云图
分析发现原方案关键点变形过大,为了提高结构刚度,对测量装置多种结构进行对比分析,分析支架高度及结构对变形、重量等的影响,最终确定了测量装置的优化方案,并通过了验证。图4为最终测量悬臂装置三维图。
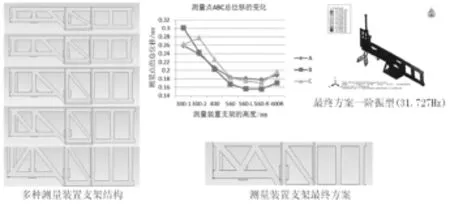
图4 最终测量悬臂装置三维图
(2)技术创新点及特点
设计方面:通过试验研究、数字仿真、性能衰变控制,保证磨床的精度稳定性和整机可靠性。重点开展数字化设计与动力学性能仿真、基于试验台测试数据分析的优化设计、关键部件性能衰变规律与精度稳定性控制方法研究。
制造方面:通过材料性能检测分析、结构件的性能检测、运动副配合面性能匹配,形成产品制造质量检测规范。通过结合面接触刚度控制、运动轴相对位置检测、关键部件运转试验,形成磨床装配工艺规范。
测控方面:利用驱动力、磨削力、支撑力、温度场等物理量以及尺寸、位置和变形等几何量在线测量数据,通过误差分离与补偿、多轴联动控制等技术,实现机床精度的稳定与可靠。
(1)当发电机出现定子绕组单相接地故障时,需要对其进行深入的分析,如果发电机电压网络接地电容电流≥5A时,需要装设动作于跳闸的零序电流保护;反之接地电容电流<5A时,需要装设作用于信号的接地保护。由于发电机外壳都是接地的,定子绕组绝缘破坏引起的单相接地故障出现的频率较高,基于此发电机容量在100MW以上的,往往应该转设保护区为100%的定子接地保护。
系统集成:通过大型船用曲轴切点跟踪磨削工艺规范构建、整机动态性能测试、机床性能衰变监测,实现整机的结构设计参数、加工工艺参数以及运动控制参数的优化。

图5 整机三维模型
2. 大型曲轴磨削过程中随动刚性支撑与多轴同步驱动
(1)概要
为了提高曲轴磨削时的工作刚度,开发了在磨削过程中可对曲轴主轴颈进行随动支撑的装置,如图6所示。该中心架为两点式支承中心架,垂直和水平支承头均采用伺服电机控制,使其能使用于不同轴颈的曲轴,保证曲轴磨削时的托持稳定,在磨削过程中使工件的回转中心与机床的回转中心始终保持一致,提高加工精度。
图6 随动支承中心架
该技术已获得了国家实用新型专利授权,其名称为“曲轴加工随动支撑装置”(专利号ZL201020671048.2)。
为了确保机床的加工精度和提高工作的安全性,开发了头尾架的高精度驱动和可靠定位装置(如图7所示),形成了头尾架同步驱动技术。

图7 头尾架结构
头架为旋转轴C1,尾架为旋转轴C2,均为数控轴,运用含有TRAILON、 TRAILOF指令的程序实现头尾架的同步运动。相关技术获得国家发明专利,专利名称“机床头和尾架精密驱动定位装置”(专利号ZL201010597617.8)。
(2)技术创新点及特点
为了防止曲轴产生挠曲变形导致各档连杆颈相位角位置误差。头尾架采用力矩电机驱动,嵌装高精度回转编码器,结合静压主轴支撑与高精度角度编码器监测,通过数控程序实现头尾架的同步运动,达到了角秒级的同步精度。
3. 大型曲轴切点跟踪磨削运动控制
(1)概要
在开展的切点跟踪磨削运动分析及磨削控制方法、大型曲轴辅助支撑技术、切点跟踪磨削中曲轴角向定位策略及大型曲轴连杆颈圆度误差在线检测与补偿技术等研究工作的基础上,自主开发了大型曲轴切点跟踪磨削控制软件,有效地提高了大型曲轴磨削加工效率及磨床的自动化水平。曲轴切点跟踪磨削的主要特征是砂轮在磨削连杆颈圆柱面时,随着连杆颈的偏心回转,砂轮架进行横向动态进给运动。砂轮架的横向进给与曲轴回转的同步运动精度影响着连杆颈轴段的尺寸精度和轮廓精度;砂轮架的随动特性决定了颈轴段的表面质量。
随动磨削的运动过程非常复杂,磨削点的运动由4个部分组成:曲轴绕主轴颈轴线的回转运动、磨削切点绕连杆颈轴线的回转运动、砂轮架(X轴)周期性的往复直线运动以及切点沿砂轮表面往复的圆周运动。对连杆颈进行随动磨削的最终目的是要使其表面形成一个符合要求的圆柱面,同外圆磨削的目的是一致的。所以,不妨将其转化为外圆,磨削来比对分析,如图8所示。
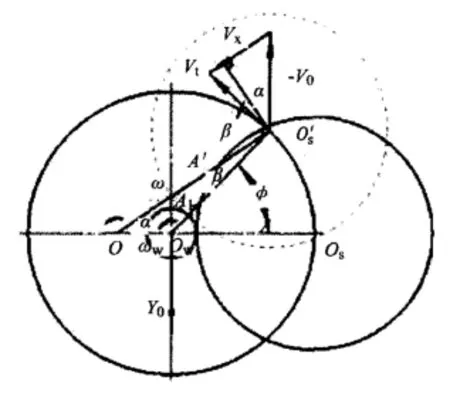
图8 换一视角的切点跟踪磨削运动模型
在图8中,OS为砂轮中心位置;O为主轴颈中心位置;Ow为连杆颈中心位置。将砂轮与连杆颈的连心距OSOw看成是不变的,砂轮中心OS绕连杆颈中心Ow旋转,则容易得到切点绕连杆颈中心Ow回转的工件速度VW为:

上式中,ωW为切点相对于连杆颈中心Ow沿连杆颈外缘运动的角速度。
从图8中的矢量三角形中可以看出,砂轮中心的速度Vt是由C轴和X轴的运动产生的两速度矢量VO和VX之和。曲轴绕0点旋转时,连杆颈中心点的速度为 VO(在图示位置中方向向下),根据相对运动原理,转换到砂轮中心OS时,等价于砂轮中心获得一方向向上的速度为-VO。此时砂轮中心为保持磨削点的轨迹, 轴沿OOS方向的运动速度为VX。VX与-VO的合成速度即为Vt。X轴随动速度为
当曲轴以角速度ω回转时,砂轮中心的速度为

砂轮架X轴随动速度又可表示为:
Vx=Vo×sinα+ Vt×sinβ= ωR (sinα+ cosα×tgβ)
对于一般的外圆磨削,砂轮线速度VS、工件回转速度VW和磨削深度ap是恒定值,所以精度和圆度容易得到保证。但切点跟踪磨削就不同了,在磨削时很难控制VS、VW和ap使之同时恒定。然而在控制好恒磨除率之后,这个问题就能迎刃而解。
(2)技术创新点及特点
船用大型曲轴切点跟踪磨床砂轮进给系统结构尺寸大、整体质量大、系统惯量大,要满足切点跟踪磨削对砂轮架的高随动响应特性,给砂轮架系统的设计带来较大的技术困难。
在结构设计方面,研究砂轮进给系统采用闭式静压导轨实现精确横向进给、精准重复定位及载荷平衡控制。在驱动性能方面,采用大推力高分辨率直线电机驱动技术及伺服电机加滚珠丝杠两种技术同步研究,并通过闭环控制技术提高砂轮进给系统的运动精度和动态响应特性。切点跟踪磨削通过控制X轴与C轴的联动,实现对曲轴连杆颈的随动切点跟踪磨削,比较研究并选择适合大型曲轴的磨削控制方法。
在测控技术方面,通过对曲轴轴颈加工误差的在线测量,对砂轮的随动进给进行精确补偿,以提高曲轴轴颈的磨削精度。在动态性能分析方面,建立“砂轮及轴系-横向进给系统-大型曲轴”组成系统的多体动力学模型,揭示砂轮进给系统与工件旋转系统联动的动力学特性,优化砂轮架驱动系统的结构设计参数和运动控制参数。直线或圆弧逼近精度难以满足曲轴切点跟踪磨削中轨迹逼近精度要求,比较研究轨迹逼近及插补方法,提高切点跟踪磨削运动插补精度,达到工件精度要求。
四、成果应用及推广情况
近年来,我国船舶、机车、发电设备以及重型机械制造业快速发展,市场对大型曲轴的需求旺盛;然而大型曲轴国产化率并不高,例如船舶中速柴油机用曲轴国产化率仅为30%,相当一部分高精度大型曲轴仍然需要长期依赖进口,其价格昂贵、交货期长且数量上有所限制。上海机床厂有限公司研发的大型切点跟踪曲轴磨床——MK8280/SD-H数控切点跟踪曲轴磨床,属于国内第一台,填补了国内大型数控切点跟踪曲轴磨床方面的空白,打破国外对大型切点跟踪数控曲轴磨床的垄断和制约,提升我国高档数控机床的竞争力。
MK8280/SD-H数控切点跟踪曲轴磨床,能在一次装夹下实现曲轴的主轴颈和连杆颈的外圆磨削,效率高,自动化程度高,大大提高了生产效率。从精度上看,经过该磨床加工的曲轴,具有精度高、可靠性好、稳定性和精度保持性俱佳的特点。此外该机床外形美观大方,各类操作机构和开关等布置合理,其人性化的设计,良好的易用性也得到了现场操作人员的肯定。
本课题研发的大型数控切点跟踪曲轴磨床,已成功用于广州柴油机厂和镇江中船设备有限公司多种型号大型船用柴油机曲轴的随动磨削加工,精度均达到大型船用曲轴产品的技术要求。
通过本课题的研究,推动了我国大型曲轴切点跟踪磨削加工的技术突破,增强了我国大、精、尖装备的创新能力。同时,本课题所开发的技术,将为今后其他切点跟踪磨床的开发提供技术支撑。作为新一代的切点跟踪曲轴磨床,以专利新技术代替传统的曲轴磨床技术,产品的通用性好,从而进一步提高了上海机床厂有限公司的技术创新能力及市场竞争能力。□
行业资讯
日发精机意大利子公司获空客公司1.5 亿订单
9月2日,浙江日发精密机械股份有限公司(日发精机)公告,公司之控股子公司意大利Machining Centers ManufacturingS.p.A(以下简称“意大利MCM公司”)近日与Airbus (空客公司)签订设备销售合同,交易标的为六台五轴翻板铣及选配附件,金额折合人民币约1.5亿元。
公司表示,Airbus 作为全球知名的飞机制造商,其向意大利MCM 公司分批采购多台翻板铣,充分证明意大利MCM 公司在航空设备领域的技术领先性,具有良好的示范效应,有利于意大利MCM 公司以及公司在国际航空航天领域的市场拓展。协议均采用分批交货的方式,合同分四年交货,将对意大利MCM 公司以及上市公司未来经营业绩产生积极影响。
公司认为,依托意大利MCM 公司在航空领域的先进技术,结合公司在国内军机及民机市场的布局,随着双方技术上的进一步融合,也将对公司未来经营业绩产生积极影响。
(日发精机)