蓖麻籽冷榨制油过程压缩比与残油率关系拟合模型
2016-11-16刘汝宽许方雷张爱华肖志红李培旺李昌珠
刘汝宽, 许方雷, 张爱华, 肖志红, 李培旺, 李 力, 李昌珠
(1.湖南省林业科学院 生物能源研究所, 湖南 长沙 410004; 2.中南大学 化学与化工学院, 湖南 长沙 410083;3.中南大学 机电工程学院, 湖南 长沙 410083)
蓖麻籽冷榨制油过程压缩比与残油率关系拟合模型
刘汝宽1, 2, 许方雷3, 张爱华1, 肖志红1, 李培旺1, 李 力1, 李昌珠1
(1.湖南省林业科学院 生物能源研究所, 湖南 长沙 410004; 2.中南大学 化学与化工学院, 湖南 长沙 410083;3.中南大学 机电工程学院, 湖南 长沙 410083)
应用双视窗单轴压榨试验装置,开展不同压榨速率、物料形态、压榨次数和压榨方式等条件下的蓖麻籽一维压榨试验,研究不同压榨条件下的压缩比与榨饼残油率的关系。结果表明:多次压榨较单次压榨可以达到更大的压缩比,进而降低压榨后的饼粕残油率。同时,采用Kawakita方程,建立压缩比-残油率关系拟合模型,应用最小二乘法对试验数据进行参数反演,求得模型参数,并进行误差分析。建立的压缩比-残油率关系拟合模型为W=a1+a2ea3εn。该模型平均误差e相差不大,在5.08%~6.67%,模型参数准确。
蓖麻籽; 压缩比; 残油率; 最小二乘法
蓖麻籽是一种重要的特种工业油料,其籽中蓖麻油含量为46%~55%[1],主要采用机械压榨法和溶剂浸出法制备[2-3]。溶剂浸出法一次性投入大,能耗高,多用于规模化批量处理大宗油料,如大豆、菜籽等;机械压榨法操作简便[4],投资成本低,多用于特种油料的压榨制油。蓖麻籽油中富含羟基脂肪酸和蛋白质,具有重要的工业应用价值[5-8],对这些温敏性基团的保质分离要求开发新型的原生态提取技术[4]。作者自制微型压榨试验装置,基于对油料压榨过程中拖拽流动[9-10]、压缩比 — 应力[11]、应力 — 应变[12]等的前期研究,重点研究压缩比与榨饼残油率关系,以期为原生态冷榨装备的研制提供基础数据。
1 材料与方法
1.1试验材料、试剂与设备
材料: 湘蓖1#蓖麻籽,含水量6.8%。
试剂: 乙醚(AR),国药集团化学试剂有限公司(上海)。
设备: 脂肪测定仪(SZF — 06A),浙江托普仪器有限公司生产;液压加载保压试验机(WEW),上海和晟仪器科技有限公司生产;微型压榨试验装置(带压力采集系统,套筒内径39 mm,图1),自制。
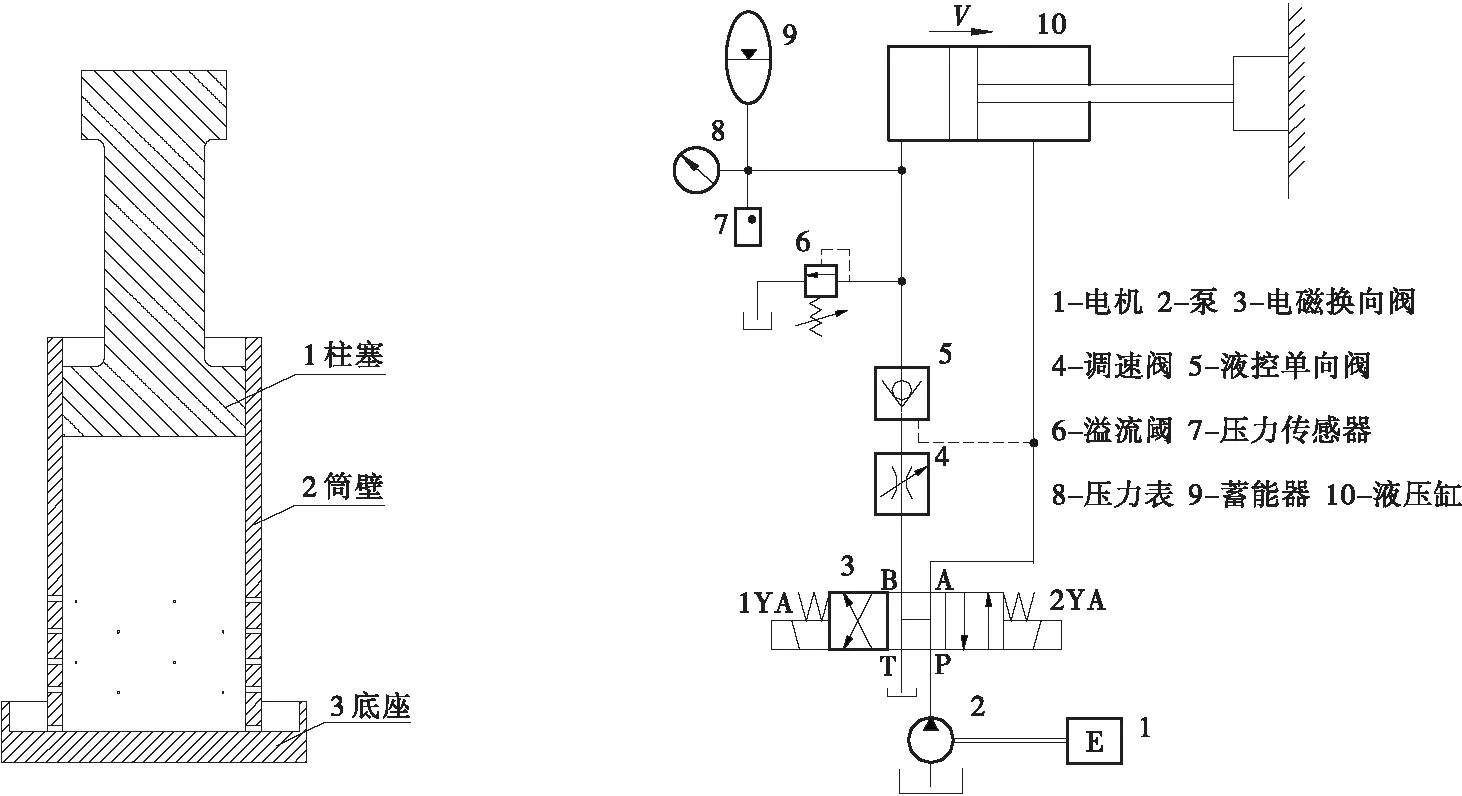
图1 微型压榨装置榨筒结构(左图)和液压加载装置数据采集系统(右图)Fig.1 Experimental device and data collecting system
1.2试验方法
试验于湖南省林业科技示范园内进行。称取一定量的蓖麻籽,装于微型压榨试验装置的榨筒内,控制合适的加载速度进行液压加载试验[12],其加载条件见表1。
表1 液压加载试验条件的设置Tab1 Experimentalconditionforpress因素水平设置水平设置压榨速率(mm/min)20、35、50形态完整、碾碎压榨次数单次、多次 注:表中多次压榨是指在单次压榨的基础上进行的搅松重复压榨。
1.3压缩比计算
根据压榨压缩比εn的定义:

(1)
式中:H0、H分别为榨料起始高度、压榨后榨饼的高度(mm);V0、V分别为榨料起始体积、压榨后榨饼的体积(mm3)。
2 结果与分析
2.1油料形态对压榨压缩比-残油率关系的影响
蓖麻籽压榨时,随着压缩比的增大,油脂逐步析出,榨饼残油率降低,其相互间的变化曲线见图2。
由图2知: 压榨初期,榨饼残油基本无变化,这是由于蓖麻籽散粒体减小大,压缩比的增大只是实现了物理间隙的缩小,对油料细胞并未产生实质性影响。无论是完整蓖麻籽还是碾碎蓖麻籽,在压缩比较小时,均不出油。单次压榨时,2种形态油料的残油率均随着压缩比的增大呈现快速降低并逐渐趋于平缓,油料形态对榨饼的残油率影响不显著。实际生产中,多直接进行压榨而不进行碾碎预处理。
2.2压榨级数对压缩比-残油率关系的影响
由图3可知,相同压缩比、相同压榨速率,多次压榨得到的榨饼残油率比单次压榨得到的榨饼残油率低,但差别不大。但是多次操作明显增加了操作成本,因此,在实际生产中宜采用单次压榨操作[13]。
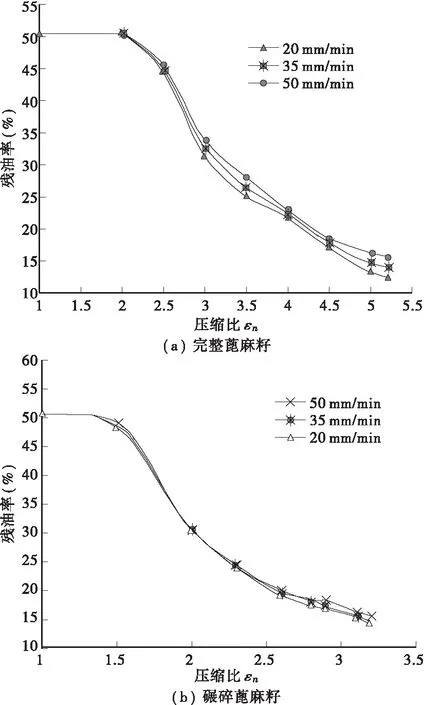
图2 单次压榨压缩比与残油率关系曲线图Fig.2 Relationship between compression ratio and residual oil and its curve fitting
2.3压缩比-残油率关系拟合模型
在实际生产中,多采用单次直接压榨,忽略压榨初期不能出油的压缩段,建立如下压缩比-残油率的经验模型[14-15]:
W=a1+a2ea3εn
(2)
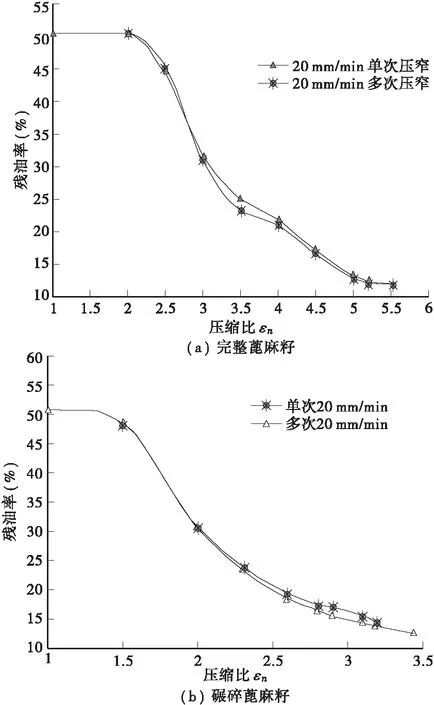
图3 单次与多次压榨的残油率对比 Fig.3 Comparison of single and multiple press and curve fitting
式中:a1、a2和a3为模型参数,通过数据拟合确定;e为自然常数,其值为2.71828。
应用最小二乘法对试验数据进行参数反演,求得模型参数a1、a2和a3,结果见表2。

表2 压缩比—残油率数学模型参数Tab3 Parametersformodelofcompressionratio⁃residualoilanditserroranalysis轴向加载速度(mm/min)模型参数误差分析(%)a1a2a3sθe20-051821257925-04409149901966253535045571205058-04277140251721050850147641153304-041521499017644521
为验证模型参数的准确性,采用残差标准差s和残差平方和均值θ进行误差分析。结果显示:模型平均误差e相差不大,在5.08%~6.67%,模型参数准确。
3 结论与讨论
(1) 通过开展不同压榨速率、物料形态、压榨次数和压榨方式等条件下的蓖麻籽单轴压榨试验发现:残油率随着压缩比的增大呈现快速降低并逐渐趋于平缓,油料形态对榨饼的残油率影响不显著;多次压榨较单次压榨可以达到更大的压缩比,进而降低压榨后的饼残油率。单轴压榨是开展螺旋压榨设备的基础。这些关键数据的获得有利于丰富蓖麻籽专用型榨油机的设计与制造。
(2) 建立的压缩比-残油率关系拟合模型为W=a1+a2ea3εn。该模型平均误差e相差不大,在5.08%~6.67%,模型参数准确。目前对于制油过程中压缩比-残油率的研究,多是集中在建立两者之间的相互关系,缺少量化模型。本研究采用Kawakita方程,基于压缩比-残油率关系的试验数据,应用最小二乘法进行参数反演,求得模型参数,并进行误差分析,深化了对蓖麻籽压榨制油过程中压缩比与残油率关系的认识,为相关研究提供参考。
[1] 张良波, 刘汝宽, 廖博爱, 等. 蓖麻籽含油率测定的近红外模型[J]. 农学学报, 2014, 4(7): 78-81.
[2] 刘汝宽, 施亮林, 肖志红, 等. 压榨时间和压力对蓖麻籽压榨性能的影响及其数学拟合研究[J]. 中国粮油学报, 2014, 29(10): 51-55
[3] 李昌珠. 工业油料植物资源利用新技术[M]. 北京:中国林业出版社, 2014.
[4] Liu Rukuan, Xu Fanglei, Xiao Zhihong, et al. Model of Plug Flow and Equivalent Friction Coefficient in Process of Castor Beans by Single Screw Press[J]. Journal of Bioprocess Engineering and Biorefinery, 2014, 3(3): 227-231.
[5] 刘汝宽,肖志红,李昌珠,等. 正交法优化植物油脂调配润滑防锈油[J]. 粮油加工, 2008(2):68-69
[6] 何亚鑫, 李国明, 刘星. 环氧化蓖麻油的合成与表征[J]. 应用化学, 2010, 27(1): 27-31.
[7] 黄晓义, 路遥. 蓖麻油及其衍生物的制备与应用研究进展[J]. 中国油脂, 2011, 36(3): 52-56
[8] 蒋洪权, 宋湛谦, 商士斌. 蓖麻油及其衍生物在聚氨酯中的应用研究进展[J]. 高分子通报, 2009(8):44-48
[9] 刘汝宽, 许方雷, 肖志红, 等. 基于摩擦拖拽理论的油料单螺旋压榨塞流体输送模型[J]. 湘潭大学自然科学学报, 2016, 38(2): 113-116.
[10] 李昌珠, 刘汝宽, 杨星星, 等. 油料冷态压榨过程中油脂迁移速率影响因素分析[J]. 湖南林业科技,2015,42(2): 1-3.
[11] 黄志辉, 许方雷, 李昌珠,等. 蓖麻籽不同状态不同压榨方式下压缩比与轴向应力关系的研究[J]. 华南农业大学学报,2015,36(1):31-33.
[12] 刘汝宽, 杨星星, 肖志红, 等. 蓖麻籽直筒式冷态压榨过程中出油应力应变试验[J]. 中国油脂, 2015, 40(7): 83-85.
[13] 许方雷. 蓖麻籽螺旋压榨机理研究与螺旋榨油机双螺杆结构设计[D]. 长沙:中南大学, 2014.
[14] Kawakita K, Lüdde K H. Some considerations on powder compression equations[J]. Powder technology, 1971, 4(2): 61-68.
[15] 葛荣德. 川北公夫粉末压制方程应用中的几个问题及方程的修正[J]. 粉末冶金技术, 1993, 11(2): 90-94.
Curvefittingandmodelofcompressionratio-residualoilforcastorbeansbasedononedimensionalcoldpressforoil
LIU Rukuan1,2, XU Fanglei3, ZHANG Aihua1, XIAO Zhihong1,LI Peiwang1, LI Li1, LI Changzhu1
(1.Institute of Bioenergy, Hunan Academy of Forestry, Changsha 410004, China; 2.College of Chemistry and Chemical Engineering, Central South University, Changsha 410083, China; 3.College of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
In this paper,the relationship of compression ratio-residual oil was studied using the experimental equipment under conditions of pressing speed,pressing time, pressing manners and oilseed forms.The results showed that the more pressing times can get lower residual oil of castor cake.The mathematical model was built by Kawakita equation and parameters were obtained by the least square procedure.The model of compression ratio-residual oil was expressed by formulaW=a1+a2ea3εn.The average errors for model range from 5.08% to 6.67%, showing an accuracy of model parameters.
castor bean; compression ratio; residual oil; least square procedure
2016-06-01
国家重点研发计划(2016YFD0600802);长沙市科技计划项目(k1508130-61)。
刘汝宽(1981-),男,博士,副研究员,研究方向为工业油料资源利用。
肖志红,研究员;E-mail:xzhh1015@163.com。
TQ 641
A
1003 — 5710(2016)04 — 0040 — 04
10.3969/j. issn. 1003 — 5710.2016.04.009
(文字编校:唐效蓉)
