基于UG复杂曲面模具型腔数控编程与加工工艺优化
2016-11-16威海职业学院柳鹏
威海职业学院 柳鹏
基于UG复杂曲面模具型腔数控编程与加工工艺优化
威海职业学院柳鹏
以游戏机手柄模具型腔加工编程为例,针对复杂曲面模具型腔的结构特点,利用UG软件的CAM编程模块,通过选用合理的加工类型、优化加工参数对模具型腔进行数控编程以及加工工艺参数优化。最终提高了模具型腔的表面加工质量和加工效率。
手柄模具型腔;数控编程
随着模具工业的进一步发展,市场对模具产品成型的表面质量要求也越来越高。目前,UG软件已经普遍应用于模具零件的数控加工编程中。对于复杂曲面的模具型腔数控编程,利用UG软件的CAM模块,通过对加工类型的合理选用以及刀具轨迹和加工参数优化设置,能够提高模具型腔的表面加工质量。
本文通过对塑料游戏手柄模具型腔进行数控加工编程。综合应用多种加工方法,提高了该零件曲面的加工质量。
1 游戏手柄外壳模具型腔加工工艺分析
游戏手柄外壳模具型腔毛坯尺寸设计为:200×160×74 mm。六面精加工磨平。
CAM加工工艺如表1所示。
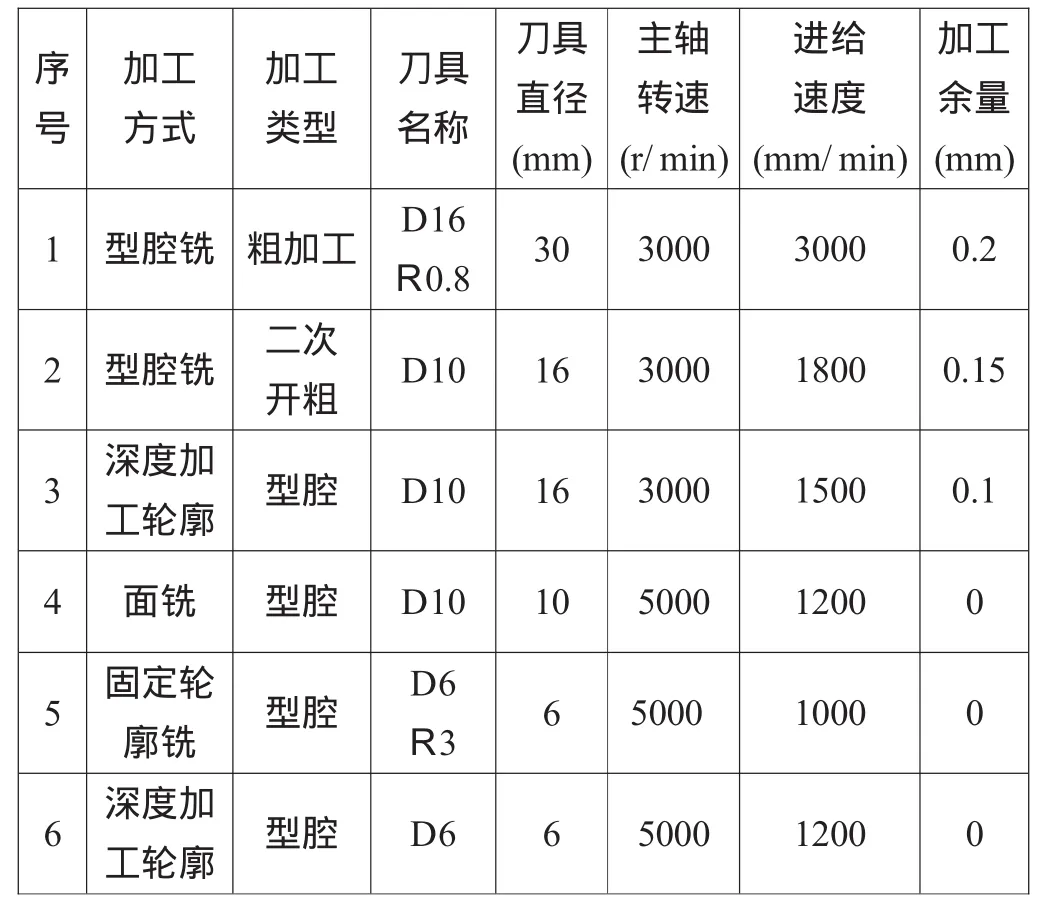
表1 CAM加工工艺表
2 UG软件游戏手柄外壳模具型腔数控编程
2.1模具型腔粗加工
模具型腔的粗加工策略选择“型腔铣”操作,该操作可以对毛坯的大量材料进行快速去除,缩短加工时间。生成的型腔铣粗加工刀路如图2所示。

图2 型腔铣粗加工刀路
2.2模具型腔二次开粗
在型腔铣粗加工中由于刀具直径的限制,在模具型腔的部分狭窄区域会出现加工不到的情况。UG软件可通过参考粗加工刀具,将剩余材料作为二次开粗的切削区域进行加工。二次开粗刀路如图3所示。

图3 二次开粗刀路
在二次开粗中,经常会发生残料过多而使刀具断裂的情况,通过切削模式选择跟随部件,改变切削参数中的空间范围的参数设置,另外把连接中的开放刀路选项改为“变换切削方向”,可以有效避免碰撞,并且减少过多的抬刀。
2.3模具型腔半精加工
为保证加工精度,需要对开粗完成后的模具型腔的陡峭区域进行半精加工,为后续精加工做准备。半精加工策略选择“等高轮廓铣”,生成的刀路如图4所示。

图4 等高轮廓铣半精加工刀路
2.4模具型腔精加工
对于模具型腔的精加工分三个部分:精加工平面、精加工陡峭面、精加工曲面。平面的精加工采用“平面铣”操作,陡峭面的精加工采用“等高轮廓铣”操作,曲面的精加工采用“固定轴轮廓铣”操作。
针对精加工过程中陡峭面与曲面产生的接刀痕现象,可以通过更改角度参数进行约束,在深度轮廓铣削中陡峭角度赋予一个数值,大于这个值才进行铣削;在固定轮廓铣削中,赋予一个非陡峭的角度,这个角度要与深度轮廓铣削中的角度重合,或大于深度轮廓铣削的角度,这样可以避免接刀痕的产生,提高加工质量。
2.5刀具路径3D动态仿真以及程序后置处理
通过UG的刀路3D动态仿真功能可以对前期编程刀轨进行切削仿真检查,从而验证刀路轨迹的可行性。
通过UG编程生成的刀路要想用于加工,需要通过UG的后处理程序将编程刀路转换为NC代码。UG的后置处理根据用户要求,能够生成满足不同数控机床以及不同操作系统的NC加工代码,如通过UG后处理程序生成的Fanuc系统的加工代码。
3 结语
通过UG软件对游戏手柄外壳型腔零件进行CAM编程加工,大大提高了加工效率,通过对编程过程中的加工工艺参数进行优化,提高了零件的加工质量。
