07MnCrMoVR钢制氮气球罐返修案例*
2016-11-15杨博黄奕昶宋盼王少军
杨博 黄奕昶 宋盼 王少军
化机制造
07MnCrMoVR钢制氮气球罐返修案例*
杨博**黄奕昶宋盼王少军
(上海市特种设备监督检验技术研究院)
某650 m3氮气球罐在全面检验期间,在上极纵缝内表面发现横向裂纹。球罐本体材料为07MnCrMoVR,属高强度调质钢,具有再热裂纹敏感性。根据现场调查及以往经验,制定了返修方案,对该球罐裂纹进行了科学合理的修复,并经无损检测确认合格后投入运行。
球罐焊接裂纹修复无损检测07MnCrMoVR
0 基本情况
某公司一台650 m3氮气球罐,设计压力为2.9 MPa,板厚为42 mm,材质为07MnCrMoVR。该设备属于Ⅲ类压力容器,于2005年7月出厂。
1 球罐检验发现的缺陷及原因分析
1.1检验发现的缺陷
在开罐全面检验时,经磁粉检测发现在上极纵缝内表面有一长18 mm、深15 mm的横向裂纹,如图1所示。为保证球罐的运行安全,需清除裂纹并进行修补。

图1 球罐返修部位
1.207MnCrMoVR钢的焊接性能分析
07MnCrMoVR是合金化调质高强钢,此种钢强度较高,硬度较大,已广泛地应用于氧气、氮气、天然气等球罐。这种钢其合金元素较多,能使晶内发生沉淀硬化,当在热敏温度区停留时间过长时,会引起沉淀相析出,造成晶内二次硬化。同时其在熔炼结晶过程中,杂质会在晶界析出,造成晶界本身的弱化和脆化[1]。采用该材料中厚板制造球罐时,有可能残余应力较大,使用时因残余应力较大而形成表面裂纹或小裂纹扩展的可能性较高[2]。此外,由于球罐整体热处理时,上部热量聚集较多,高温停留时间相对较长,所以上极板纵环焊缝再热裂纹出现的情况比较多[1]。
2 返修方案
2.1返修方案编制依据
根据TSG R0004—2009《固定式压力容器安全技术监察规程》,GB 150—2011《压力容器》,NB/ T 47013—2015《承压设备无损检测》,GB 12337—2014《钢制球形储罐》,GB 50094—2010《球形储罐施工规范》,NB/T 47014—2011《钢制压力容器焊接工艺评定》,NB/T 47015—2011《钢制压力容器焊接规程》的有关规定,使用单位和原制造单位制定了返修方案。
采取局部修补、检测合格后再进行局部热处理和水压试验的返修方案。
2.2返修步骤
(1)消除缺陷
通过无损检测确定具体返修部位,根据裂纹位置确定于球罐内侧返修。返修深度要大于15 mm。先从球罐内侧用磨光机或碳弧气刨去除裂纹缺陷。打磨达到一定深度时,采用磁粉探伤(MT)进行检测,以确定裂纹缺陷是否清除。需要注意,返修深度不得超过板材厚度的三分之二。裂纹去除之后,对返修部位进行预热、焊接、后热。
待返修部位内侧焊接完成后(温度冷却至常温),再对返修部位另一侧(外侧)进行超声检测,以确定是否有焊接缺陷。如果有缺陷,就用碳弧气刨或砂轮磨光机逐层清除缺陷。在打磨过程中随时观察焊接缺陷去除情况,直至目测无焊接缺陷为止。然后,再进行磁粉探伤,进一步确认焊接缺陷完全清除后才能进入下道工序,即预热、焊接、后热、焊缝表面成型打磨。
(2)补焊
补焊采用焊条电弧焊,焊接规范见表1。
预热温度为50~100℃,预热宽度为150 mm,层间温度为50~100℃,后热温度为200~250℃,预热宽度为150 mm,保温时间为30 min。为了保证焊接质量,选择具有丰富经验的熟练焊工进行返修施焊。焊工须具有相关资质。在补焊过程中,每道焊缝均须测量道间温度,以保证符合工艺要求。
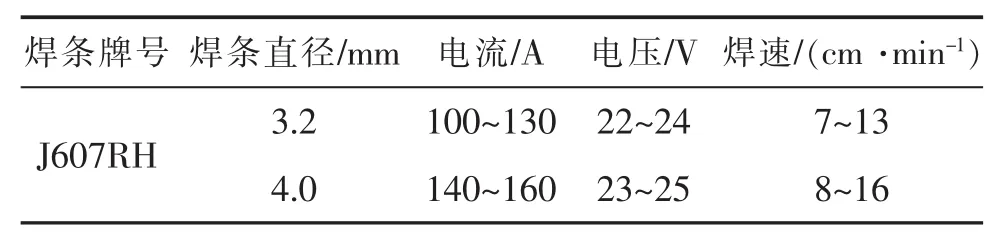
焊条牌号焊条直径/mm电流/A电压/V焊速/(cm·min-1)J607RH3.2100~13022~247~13 4.0140~16023~258~16
采用倒推法在坡口内引弧,严禁在坡口外引弧。若不小心碰伤球壳板,应作出记号,进行打磨,并作MT检测。
焊条摆动宽度为焊条直径4倍以下,每层(道)接头要错开。
每一层焊接完成后,应认真仔细清除焊渣,并用磨光机进行打磨,直到目视没有缺陷。
在修补焊道上应加一道回火焊道。回火焊道焊完后,再磨去多余的焊缝金属,使其与主体焊缝平缓过渡。
(3)探伤
对返修部位进行无损检测,执行100%RT、Ⅱ级合格及100%PT、100%MT、100%UT、Ⅰ级合格的标准。实际检测结果为合格。
(4)焊后热处理
球罐返修部位经RT、UT、MT检测合格后,按照设计要求在返修处采用电加热法进行热处理。热处理工艺参数如下:565±20℃,保温时间105 min[4]。注意温度的控制、热电偶的安装和保温层的铺设。热电偶采用焊条点焊在球壳板上。热处理完成后,点焊部位经打磨后要进行MT检测。
(5)压力试验
根据《固定式压力容器安全技术监察规程》,主要受压元件补焊深度大于二分之一厚度的压力容器,还应当进行耐压试验。该球罐进行1.25倍设计压力的水压试验,以无渗漏、无可见变形及试验过程中无异常的响声为合格标准[3]。
3 结论
分析出现缺陷的原因是制订返修方案的前提。通过该氮气球罐的返修监检案例,可从两个方面进行总结。
(1)焊接方面。在进行07MnCrMoVR钢的焊接时,钢材的化学成分和残余应力水平是产生再热裂纹的重要因素[5]。这就要求球罐在制造过程中,必须采用适合的焊接工艺及合理的热处理,这是防止产生再热裂纹的重要措施。
(2)使用管理方面。使用单位应建立科学合理的管理制度,落实日常检修、检查的管理要求,严格执行国家关于压力容器年度检验和定期检验的规定,及时发现隐患、缺陷,防患于未然,保证设备使用的安全;同时,进行压力容器重大维修的过程,必须经过具有相应资格的特种设备检验检测机构进行监督检验,未经监督检验合格的压力容器不得投入使用。
[1]赵德山,王春林.热处理对07MnCrMoVR钢球罐再热裂纹的影响[J].石油化工建设,2007,29(5):39-40.
[2]翁东山.07MnCrMoVR球罐焊缝裂纹成因分析[J].质量技术监督研究,2013(6):16-18.
[3]国家质量监督检验检疫总局.TSG R0004—2009固定式压力容器安全技术监察规程[S].2009.
[4]国家质量监督检验检疫总局.GB 12337—2014钢制球形储罐[S].北京:中国标准出版社,2015.
[5]董大文.07MnCrMoVR钢制2000 m3球罐再热裂纹分析及其修复工艺技术[J].化工设备与管道,2003,40(6):44-47.
超微粉碎设备行业结束无JB标准历史《机械冲击式超微粉碎设备试验方法》《流化床气流粉碎机》于2016年9月1日实施
最近,国家工信部发布2016年第17号公告批准587项行业标准,其中《机械冲击式超微粉碎设备试验方法》和《流化床气流粉碎机》两项标准位列第2、3序号上榜,从而宣告结束我国超微粉碎设备行业无JB标准的历史。
此次获批的《机械冲击式超微粉碎设备试验方法》(JB/T 12837—2016)规定了机械冲击式超微粉碎设备的试验条件和要求、试验准备、试验项目及方法;适用于机械冲击式超微粉碎设备及其系统。《流化床气流粉碎机》(JB/T 12838—2016)规定了流化床气流粉碎机的产品型号与基本参数、要求、试验方法、检验规则、标志、包装、运输及贮存等;适用于对莫氏硬度10级以下的干式物料进行超细粉碎的流化床气流粉碎机,也适用于包含分级一体化的气流粉碎机。
据了解,作为《机械冲击式超微粉碎设备试验方法》第一起草单位的浙江丰利粉碎设备有限公司,长期以来,一直注重标准的研究和制订工作。该公司制订有各类标准287项,覆盖生产、经营、管理等各方需要,并已于2005年通过标准化A级认定。该公司每年制定专门预算支持标准化工作开展,积极参加国标、行标的制修订工作。该公司作为第二起草单位参与制订了《流化床气流粉碎机》标准。
为了改变我国超微粉碎设备行业尚无统一的行业标准和国家标准的状况,提升行业竞争力和方便用户进行设备选型,作为我国粉碎设备行业龙头企业的浙江丰利率先发起、组建了全国颗粒表征与分检及筛网标准化技术委员会超微粉碎设备工作组,并经国家标准化管理委员会批复正式成立。该工作组秘书处设在浙江丰利,主要负责超微粉碎设备领域国家标准制修订工作。2009年9月初,在杭州召开了我国超微粉碎设备领域标准制订的首次工作会议,拟订目前行业急需的一批标准,并落实了第一牵头起草单位。
2013年6月,《机械冲击式超微粉碎设备试验方法》和《流化床气流粉碎机》列入工信部2013年机械行业标准项目计划表。在全国颗粒表征与分检及筛网标准化技术委员会的指导下,标准起草单位集聚了我国粉碎设备界行业巨头浙江丰利粉碎设备有限公司,昆山密友装备制造有限公司,以及中机生产力促进中心和中国计量学院等专业单位、业界同仁参与,经反复征集意见,几易其稿最终形成。
浙江丰利自担任超微粉碎设备秘书长单位,全国颗粒表征与分检及筛网标准化技术委员会第五届委员单位以来,积极开展工作,成效显著,荣获“浙江省标准创新型企业”称号。(吴红富)
The Inspection Case on Repair of 07MnCrMoVR Steel Nitrogen Spherical Tank
Yang Bo Huang Yichang Song Pan Wang Shaojun
The inspection was performed on the 650 m3nitrogen spherical tank and one horizontal crack was detected on internal surface of upper polar vertical weld.The spherical tank used 07MnCrMoVR as the base metal,which is high strength hardened and tempered steel.This steel has reheat cracking susceptibility.According to inspection spot survey and project experiences,repairing plan was formed,and then the repairing was conducted. The spherical tank passed the pressure and the non-destructive test,then it was put into use.
Spherical tank;Weld;Crack;Repair;Nondestructive testing;07MnCrMoVR steel
TQ 050.7
10.16759/j.cnki.issn.1007-7251.2016.10.013
2016-03-18)
*项目资助:上海市质量技术监督局系统项目No.2014-50。
**杨博,女,1983年生,硕士,工程师。上海市,200333。
