热处理工艺对X100管线用无缝钢管组织性能的影响
2016-11-10黄电源张轶伦昝启飞
黄电源,张轶伦,昝启飞
(衡阳华菱钢管有限公司,湖南衡阳421001)
热处理工艺对X100管线用无缝钢管组织性能的影响
黄电源,张轶伦,昝启飞
(衡阳华菱钢管有限公司,湖南衡阳421001)
采用不同淬火和回火工艺,进行X100钢级管线用无缝钢管的系列热处理试验,研究淬火温度和回火温度对其组织性能的影响。试验结果表明:X100钢级管线用无缝钢管在930℃淬火时能够完全奥氏体化,并获得针状铁素体和板条贝氏体组织;随着回火温度的变化,试验管的组织和性能呈一定规律;采用930℃淬火+ 620℃回火热处理工艺,试验管可获得晶粒细小且分布均匀的针状铁素体,综合性能最佳。
管线用无缝钢管;X100钢级;淬火;回火;组织;性能;针状铁素体
随着石油天然气行业的深入发展,在确保油气输送管道安全性和可靠性的前提下,降低管道的建设成本是行业发展的必然趋势,管线钢管的升级换代也将朝着具有高强度、高韧性以及优良焊接性能的低碳贝氏体管线钢发展[1-3]。2013年,美国石油协会API Spec 5L《管线钢管规范》标准换版更新,新标准中对应管线用无缝钢管的最高钢级由X80升级为X100[4]。据测算,X100钢级管线钢的应用可使长距离油气输送管线钢管成本节约5%~12%[5],极大地降低工程造价,减少施工量。
目前,国内外各钢铁企业对X100钢级的板材研究较多,其生产通常采用控轧控冷工艺(TMCP)或高温轧制工艺(HTP)[6],而X100钢级管线用无缝钢管的生产工艺不同于板材,API Spec 5L—2013标准要求产品必须进行淬火+回火的热处理,其工艺参数将显著影响产品的组织和性能。因此,本文以衡阳华菱钢管有限公司(简称华菱衡钢)工业化生产的高强度X100钢级管线用无缝钢管为研究对象,通过系列淬火和回火热处理试验,重点分析淬火温度、回火温度对试验管组织和性能的影响,以期为确定合理的淬火和回火工艺提供试验依据。
1 试验材料和方法
1.1 试验材料
试验材料为华菱衡钢试生产的Ф323.85 mm× 28.58 mm规格X100钢级管线用无缝钢管,其化学成分见表1。该钢管的成分设计是在充分考虑API Spec 5L—2013标准要求低碳和低碳当量以及调质热处理工艺的基础上,以低C含Mn钢为基础,辅以微合金Nb元素强化,并适当添加Cr、Mo等合金元素。在Cr和Mn并存时,Mo能降低或抑制钢的高温回火脆性程度[7],获得高强高韧性能。Ф323.85 mm×28.58 mm规格X100钢级管线用无缝钢管的生产流程为:铁水→电炉炼钢→炉外精炼→弧形连铸→连铸圆管坯→环形炉加热→穿孔→连轧→再加热→定径→冷床冷却→定尺锯切→成品钢管。

表1 X100钢级管线用无缝钢管的化学成分(质量分数)%
1.2 试验方法
在实际生产中,采用淬火+回火的调质热处理工艺,才能使X100钢级管线用无缝钢管的性能达到API Spec 5L—2013标准及客户的要求。依据X100钢级试验管的化学成分及热处理工艺理论公式[8]:Ac3=910-320w(C)-14w(Ni)-12w(Cu)-10w(Mn)+ 5w(Cr)+14w(Mo)+18w(Si),确定试验管的奥氏体化温度Ac3为872℃。因此,将试验管置于箱式电阻炉中分别加热到870℃、900℃、930℃、950℃、980℃和1 000℃,均保温70 min以充分加热,淬火在浸入式水槽(槽内配备喷水均匀搅拌系统)中进行,介质为工业用水,冷却速度大于40℃/s。淬火试验完成后,对每个淬火试样进行打磨、抛光、侵蚀处理,使用ZISS Axio Imager.M1m型光学显微镜观察微观组织,随后用FV-700数字式维氏硬度计进行硬度测试,每个试样的中部分别测取3点并取其平均值。
从930℃淬火的钢管上截取6段长300 mm的X100钢级试验管,在箱式电阻炉中进行回火试验,回火温度分别为560℃、580℃、600℃、620℃、640℃、660℃,回火时间为90 min。
回火热处理试验完成后,参照ASTM A 370—2014《钢制品力学试验的标准试验方法和定义》对回火后的试验管进行组织和性能检测。拉伸试验采用Φ12.5 mm圆棒试样,在电液伺服万能试验机进行拉伸试验。冲击试验在配有低温槽的冲击试验机上进行,冲击试样为横向V型缺口的全尺寸试样(10 mm×10 mm×55 mm),试验温度分别为-40℃和-60℃。金相试样经研磨、抛光后采用4%的硝酸酒精溶液腐蚀,使用ZISS Axio Imager.M1m型光学显微镜进行微观组织观察。
2 试验结果与分析
2.1 淬火温度的影响
X100钢级试验管在不同淬火温度下的微观组织如图1所示。从图1可以看出:6个淬火温度下的晶粒均较为细小,晶粒度超过9级,其主要原因是X100钢级试验用钢进行了良好的微合金化设计,Nb、V、Ti元素可以形成碳、氮化物,通过质点钉扎晶界机制阻止了奥氏体晶粒的粗化过程[9]。
在870℃和900℃温度下淬火,试验管的微观组织主要以残余奥氏体和板条贝氏体为主,同时夹杂有少量准多边形铁素体和多边形铁素体;同时,晶粒大小均匀性比较差,部分奥氏体晶粒保留非等轴状态,组织中存在一定量的铁素体相。由于奥氏体化温度较低,存在一定量的未溶碳化物,阻碍了奥氏体晶粒的长大,奥氏体晶粒长大不充分。因此,在淬火快速冷却过程中,奥氏体晶粒内部形成针状铁素体、板条贝氏体等混合组织。
当淬火温度高于930℃时,试验管中轧制状态的组织特征则完全消失,获得了以针状铁素体和板条贝氏体为主的微观组织,同时夹杂有少量的准多边形铁素体[10],针状铁素体晶粒大小比较均匀。随着淬火温度的升高,微合金元素的扩散能力增强,导致晶界的迁移加速,原始奥氏体晶粒充分长大,奥氏体稳定性增加,产生粗大的贝氏体铁素体等非平衡组织。
X100钢级试验管在不同淬火温度下的硬度如图2所示。从图2可以看出:试验管的淬火硬度在950℃时达到最高,淬火温度在此基础上升高或降低,其淬火硬度都有下降趋势。在870℃和900℃淬火,由于加热温度偏低,材料未能完全奥氏体化,而保留下来部分的铁素体。铁素体是一种塑性相,随着其在组织中含量的增加,会增加材料的塑韧性,但也会导致材料强度的下降;因此,试验管在870℃和900℃淬火时,其硬度相对较低。而在930℃和950℃淬火时,试验管得到了以针状铁素体和板条贝氏体为主的微观组织,板条贝氏体的出现造成晶粒细化,材料淬火硬度明显上升。随着淬火温度的升高,奥氏体晶粒尺寸增大,相变后的贝氏体铁素体板条束尺寸增大[11],从而导致在980℃和1 000℃淬火时,试验管的淬火硬度降低。
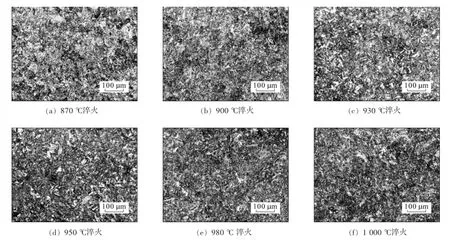
图1 X100钢级试验管在不同淬火温度下的微观组织

图2 X100钢级试验管在不同淬火温度下的硬度
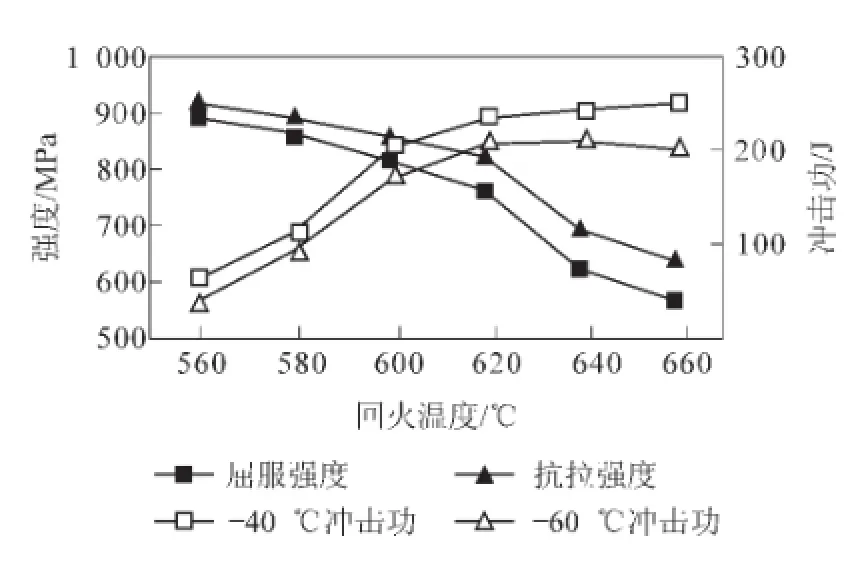
图3 X100钢级试验管在不同回火温度下的力学性能和冲击性能
2.2 回火温度的影响
X100钢级试验管在不同回火温度下的力学性能和冲击性能如图3所示。
从图3可以看出:随着回火温度的升高,试验管的屈服强度、抗拉强度以及屈强比均发生明显降低;在640℃温度以下回火,其变化趋势比较平缓;当回火温度在640℃以上时,强度数据变化较为剧烈;在回火温度同样升高20℃的情况下,屈服强度和抗拉强度分别降低了141 MPa和130 MPa。因此,在640℃及以上温度回火时,X100钢级试验管的屈服强度指标低于标准对X100钢级要求的下限值;而在600℃以下温度回火,试验管的屈服强度指标高于标准对X100钢级要求的上限值。
从图3还可以看出:不同回火温度下,试验管在-40℃的低温冲击性能均高于-60℃的低温冲击性能,并且随着回火温度的升高,冲击性能明显改善;回火温度在620℃以下时,由于回火温度相对较低,贝氏体组织仍然保留了板条贝氏体的组织特征,冲击功相对较低,但随回火温度的升高,冲击性能提升速度较快;当回火温度在620℃以上时,-40℃和-60℃冲击吸收功均达到了200 J以上,但上升速度较为平缓。可见,X100钢级试验管在回火温度为620℃时具有最佳的综合性能。
X100钢级试验管在不同回火温度下的微观组织如图4所示。回火温度较低时(560℃),试验管中的合金元素会导致材料在回火过程中组织分解和转变速度减慢,回火抗力增加,回火稳定性增强,从而使试验管的强度随回火温度的升高而下降的程度减弱[12]。回火温度较低时,贝氏体分解不完全,此时仍处在贝氏体回火的第一阶段,所以试验管强度较高,但冲击性能差;随着回火温度升高,软化效果比较明显,贝氏体分解加速,在相同时间内有更多的贝氏体分解[13],并且贝氏体板条逐渐合并到一起,过渡到完全粒状贝氏体,这种组织可以钝化裂纹尖端,阻碍裂纹扩展,因此材料强度下降,但冲击性能提高。当回火温度上升至620℃时,贝氏体组织基本分解完全,并形成平行排列的铁素体板条束,此时回火温度继续升高对于冲击性能的改善并不明显,但由于碳化物会聚集长大,温度越高,聚集越强烈[14],因此材料的强度明显下降。
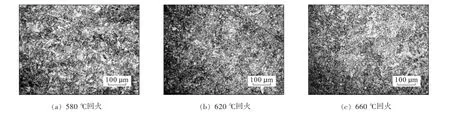
图4 X100钢级试验管在不同回火温度下的微观组织
3 结论
(1)基于API Spec 5L—2013标准要求设计的X100钢级管线用无缝钢管钢种,采用调质热处理工艺,产品的力学性能完全能满足标准要求。
(2)X100钢级试验管在930℃时已经能够完全奥氏体化,并获得针状铁素体和板条贝氏体组织;在930℃淬火温度下,随着回火温度的升高,X100钢级试验管的强度逐渐降低,低温冲击性能逐渐提升,930℃淬火和620℃回火可以使X100钢级试验管获得最佳综合性能。
(3)回火温度的升高,可以促进贝氏体的分解速度和程度;但当回火温度高于贝氏体完全分解所需温度时,回火温度的升高对改善冲击性能的作用并不大,反而造成强度的大幅降低。
[1]张伟卫,熊庆人,吉玲康,等.国内管线钢生产应用现状及发展前景[J].焊管,2011,34(1):5-8.
[2]肖英杰,孙常全.X100/X120管线钢的研发和生产[J].焊管,2010,33(5):67-71.
[3]许莹.衡阳华菱钢管有限公司Φ720 mm周期轧管机组成功生产X100Q管线管[J].钢管,2013,42(6):4.
[4]美国石油学会.API Spec 5L—2013管线钢管规范[S]. 2013.
[5]王路兵,任毅,张鹏程,等.高级别管线钢X100的试验研究[J].钢铁,2008,43(1):80-84.
[6]王国栋.控轧控冷技术的发展及在钢管轧制中应用的设想[J].钢管,2011,40(2):1-8.
[7]孙珍宝.合金钢手册[M].北京:冶金工业出版社,1984:75.
[8]崔忠圻.金属学与热处理[M].北京:机械工业出版社,1989:243.
[9]李鹤林,郭生武,冯耀荣,等.高强度微合金管线钢显微组织分析与鉴别图谱[M].北京:石油工业出版社,2001:3-10.
[10]牛靖,刘迎来,齐丽华,等.奥氏体化温度对X80管线钢组织和力学性能的影响[J].材料热处理学报,2010,31(5):96-101.
[11]黄少文,陈爱娇,霍孝新,等.高钢级X100管线钢的韧性和显微组织[J].金属热处理,2014,39(10):96-100.
[12]黄少文,周平,霍孝新.回火热处理对X100管线钢组织和冲击断裂行为的影响[J].材料热处理学报,2013,34(增刊):122-127.
[13]杨浩,李玉藏,曲锦波.EQ70海洋平台用钢回火后的组织与性能[J].金属热处理,2015,40(2):131-134.
[14]李立科,郑茂盛,孙利军,等.热处理对X80管线钢组织性能的影响[J].焊管,2010,33(4):18-21.
Influence by Heat Treatment on Microstructure and Properties of X100 Seamless Steel Linepipe
HUANG Dianyuan,ZHANG Yilun,ZAN Qifei
(Hengyang Valin Steel Tube Co.,Ltd.,Hengyang 421001,China)
A series of heat treatment tests are conducted to the X100 seamless steel linepipe via different quenching and tempering processes in a bid to study the influence by quenching and tempering temperatures on the microstructure and properties thereof.The test results show that the said pipe can be fully austenitized,and both the acicular ferrite and lath bainite structures can be obtained as well when the quenching temperatures reaches at 930℃and above.Along with the change of the tempering temperature,the microstructure and properties of the X100 steel pipe as tested present certain regularities.After quenched at 930℃and tempered at 620℃,acicular ferrites as in fine grains and uniformly distributed are obtained in the tested pipe,and the pipe also has the best comprehensive performance.
seamless steel linepipe;X100 grade;quenching;tempering;microstructure;property;acicular ferrite
TG156;TG113.25
B
1001-2311(2016)04-0023-04
2016-05-05)
黄电源(1982-),男,硕士,工程师,从事管线用无缝钢管的热处理工艺、新品种开发和技术创新工作。
