浅谈医疗器械产品中刀片锋利度试验影响因素
2016-11-07杜珩秦黎江苏省医疗器械检验所南京210012
杜珩 秦黎 江苏省医疗器械检验所 (南京 210012)
浅谈医疗器械产品中刀片锋利度试验影响因素
杜珩秦黎江苏省医疗器械检验所(南京210012)
内容提要: 锋利度检测是刀片物理检验中的关键项目,本文介绍了我国行业标准有关刀片锋利度检测相关试验方法,指出了方法的差异,分析了影响医疗器械产品中刀片锋利度的因素,以期引起检测人员的关注,并对生产企业进货和过程检验提供参考。
刀片锋利度影响因素
0.概述
医疗器械产品中的刀片在外科手术中用于破皮和切割软组织,根据临床用途区分,刀片产品可分为手术刀片、眼科用刀、吻合器切割刀、穿刺刀。根据刃口形状来分,刀片可分为直刀、环形刀、弧形刀、V字形刀等。
目前行业标准和部分企业产品技术要求中锋利度试验是夹持刀片垂直切割缝合线,通过切割力来评价刀片切割性能。我国现行医疗器械行业标准中包含刀片锋利度试验方法的行业标准有YY0174-2005《手术刀片》、YY/T0072-2010《眼用刀通用技术条件》、YY0876-2013《直线型切割吻合器及组件》。三者的试验原理相同,测量刀片垂直切割缝合线,直至缝合线断裂,记录切割过程中的最大力值,但在缝线线径要求、试验速度、结果表示上存在差异。
a.YY0174-2005《手术刀片》锋利度试验方法中规定缝线线径为0.21mm~0.22mm,试验速度≤10mm/s,刀片的锋利度值取刃部前、中、后3点的算术平均值。
b.YY/T0072-2010《眼用刀通用技术条件》锋利度试验方法规定缝线线径为0.20mm~0.249mm,试验速度600mm/min±60 mm/min,刀片的测量点根据刃口长度选取,刃部长度大于5mm测前、中、后3点,刃部长度小于5mm测前后2点,最后结果取算术平均值。
c.YY0876-2013《直线型切割吻合器及组件》锋利度试验方法规定缝线线径为0.21mm~0.22mm,试验速度10mm/min,切割刀锋利度值取刃部前、中、后3点的算术平均值。
1.锋利度试验注意点和因素分析
1.1设备要求
锋利度试验设备对试验结果有着直接的影响,在购置设备时需考虑以下几点:
(1)设备量程和计量点选择,量程的选择首先应满足行标试验方法对于测量范围的要求。其次,应根据传感器的有效测量范围选择量程,锋利度试验测量力值较小,应尽量选取小量程传感器测试,才能保证测量的精度和准确性。力值测量设备还需要定期进行计量,对于计量点的选择十分关键,刀片的切割力值一般在0.3N~1.3N之间,因此计量点应考虑在这个范围内选取。由于行标规定刀片锋利度值应不大于0.8N,还应对0.8N这个力值点进行计量,考察判定边界值的准确性,企业应通过砝码等方式定期进行期间核查与验证。
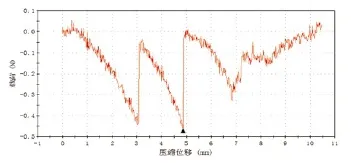
图1. 刀片锋利度试验曲线(试验速度:10mm/min)
(2)设备试验速度的设定,切割速度对切割力值的影响较大,目前锋利度试验最小速度一般选取10mm/min,最大速度一般选取600mm/min,因此,设备的切割速度应能满足不同检测方法的要求,并进行过相关验证工作。
(3)设备夹具的要求。仪器需配套刀片夹具和绕线夹具,刀片夹具应能稳固夹持刀片,可调节刀片切割角度,使刀片刃部与缝线保持垂直。绕线夹具应保证缝线夹持牢固,还需配套100g砝码。绕线夹具还应保证刀片夹具中心和缝线中点在同一轴线上,形成良好的同轴度。
1.2切割用缝线的选择
行业标准锋利度检测方法中要求的缝线是3-0真丝捻制不涂层缝合线,捻制线结构松散,手感较软,刀片切割捻制线时,能清晰观察到捻制线被分离成三股,分别断裂。从试验曲线上观察,对应有3个切割力峰值点,曲线成锯齿状。锋利度的试验曲线如图1所示。
采购试验用缝线时应对缝线进行验证工作,需要特别注意的是,采用YY0174和YY0876标准方法检测时,缝线的线径应在0.21mm~0.22mm之间。
2.影响刀片锋利度的因素分析
缝线、刀片刃口、切割速度是直接影响刀片锋利度试验中的三个重要参数。
2.1缝线对刀片锋利度的影响
试验用缝线选取不同制造商的3-0真丝捻制不涂层缝合线,缝线线径和抗张强度不同。检测结果见表1。
同种刀片切割不同线径的缝线,采用线径值较大的缝线试验时,刀片锋利度结果较大。在试验时应选择规定线径的缝合线,建议企业在内部质量控制时采用线径较大的缝线试验,对产品进行加严检测。
2.2刀片刃口硬度对刀片锋利度的影响
试验刀片选取不同制造商生产的吻合器环形切割刀,检测结果见表2。
刃口硬度对刀片锋利度检测结果影响较大,对于相同刃口类型刀片,提高刃口硬度可使刀片锋利度测试值变小,提升刀片的锋利程度。
2.3试验速度对刀片锋利度的影响
试验速度分别选择10mm/min、150mm/min、300mm/min、600mm/min,试验结果见表3。
切割速度越快,刀片锋利度值越小。试验速度也是影响刀片锋利度试验结果的因素之一。目前现行行业标准中对于锋利度试验速度的要求,仅有YY0876规定为定速,而YY0174规定均为速度范围值,因此企业在引用这两个标准时需要注明试验速度。

表1. 缝线对刀片锋利度影响比对试验结果

表2. 刃口硬度对刀片锋利度影响比对试验结果

表3. 试验速度对锋利度影响试验结果
3.讨论
3.1锋利度试验注意事项
为确保试验结果的准确性与可靠性,应确认试验仪器量程和精度、试验用缝线的规格、材质和线径满足检测要求,试验前注意保护刀片刃口,刀片装夹时保持刀刃面与缝线的垂直方向。
3.2讨论与建议
医疗器械产品中刀片种类繁多,用途广泛,但目前关于刀片锋利度检测的标准方法较少,目前锋利度检测方法中均规定缝线为被切割材料,但在临床上刀片切割的材料很多,用缝线模拟所有刀片临床切割材料的合理性有待进一步验证。目前各检测机构锋利度试验用缝线参数存在差异,会造成刀片切割力检测结果不一致,建议对锋利度试验用缝线进行验证,选取合适缝线。同时企业在采购缝线时应加强进货检验,确保刀片锋利度试验的稳定性和可靠性。
[1] YY0174-2005《手术刀片》
[2] YY/T0072-2010《眼用刀通用技术条件》
[3] YY0876-2013《直线型切割吻合器及组件》
Analysis for the Influence Factors of the Blade Sharpness in Medical Device
DU HengQIN LiJiangsu Medical Devices Testing Institute(Nanjing210000)
Sharpness testing is a key project in the physical inspection of blade. This thesis introduced relevant experimental methods for blade sharpness testing in China's industrial standards. In addition, it pointed out the differences between each methods and analyzed factors that can affect blade sharpness of medical equipment products, so as to raise concerns from inspectors and provide manufacturing enterprises with a reference for procurement and process inspection.
balde,sharpness,infuence factors
1006-6586(2016)09-0063-03
TH777
A
2016-08-09
