PVD涂层刀具铣削天然砂岩的表面形貌分析*
2016-10-29张啸飞
张啸飞,陆 峰
(沈阳建筑大学 机械工程学院,沈阳 110168)
PVD涂层刀具铣削天然砂岩的表面形貌分析*
张啸飞,陆峰
(沈阳建筑大学 机械工程学院,沈阳110168)
为了研究砂岩材料的切削机理及其已加工表面形貌,通过PVD刀具对干式切削和乳化剂冷却液浇注冷却的湿式切削两种切削条件下的高速铣削实验进行分析。实验结果表明,当对石英颗粒密度较大的砂岩材料表面进行高速铣削时,湿式切削在已加工表面形貌和切屑形成及形貌上,都可以比干式切削获得更佳的表面质量。
PVD涂层刀具;砂岩;高速铣削;表面形貌
0 引言
天然砂岩属于沉积岩,主要由沙粒胶结而成,结构稳定,通常呈淡褐色或红色,主要化学成分含硅、钙、粘土和氧化铁。砂岩是使用最广泛的一种建筑用石材。几百年前用砂岩装饰而成的建筑至今风韵犹存,如巴黎圣母院,罗浮宫,英伦皇宫,美国国会,哈佛大学等,砂岩的高贵典雅的气质以及其坚硬的质地成就了世界建筑史上一朵朵奇葩。最近几年砂岩作为一种天然建筑材料,被追随时尚和自然的建筑设计师所推崇,广泛地应用在商业和家庭装潢上。
PVD涂层刀具是一种新型刀具,以硬质合金刀具为基体,通过物理气相沉积的方法,在刀具表面镀上一层薄膜,以提高刀具表面的硬度和耐磨性。刀具表面的涂层材料具有很高的硬度、较低摩擦系数、以及较低的热导率等优良的切削性能,PVD涂层可以明显提高刀具的加工精度和加工效率,相对延长刀具的使用寿命,因此对于加工天然花岗岩这种难切削材料,PVD涂层刀具当之无愧的排在了前列。
由于砂岩自身特殊的物理性质,以及其致密性的不稳定,极易造成石材成品的表面形貌参差不齐的现象,基于砂岩特殊的结构成分组成,在切削的过程中,由于加工参数和外界因素的影响,会导致有部分含金属矿物颗粒和大块颗粒物杂质被整体的切除下去,而有的部分则会有砂岩颗粒被延切削轨迹切断出现截面的现象发生。本实验基于对PVD涂层刀具切削天然砂岩的研究,针对加工参数和冷却方式对于涂层刀具切削砂岩表面形貌质量的影响,分析不同加工条件与砂岩表面形貌的相关性规律,及对已加工砂岩表面形貌的影响研究。
1 实验部分
1.1加工设备及实验材料

图1 异性石材车铣加工中心(HTM50200)
加工设备:异性石材车铣加工中心(HTM50200),如图1所示,加工中心能方便、准确地设定工艺参数,容易实现不同工艺参数组合下的铣削加工。加工中心加工精度高,整体结构强度高,震动小,能保证实验结果的准确性。
实验刀具:实验使用直径为6mm的PVD涂层铣刀,如图2所示,切削部分已镀有TiN涂层。
实验试件:采用天然树纹黄砂岩,岩石密度为2.27g/cm3、吸水率:3.39%、抗压强度:71.3MPa、抗弯强度:4.55MPa、肖氏硬度:52。材料成分如表1所示。

图2 PVD涂层刀具

成分质量分数石英65%粘土12%针铁矿13%其他物质10%
1.2切削实验方案

图3 铣削示意图
所有切削实验在HTM50200异性石材车铣加工中心进行,切削方式为顺铣。在累积行程的情况下,按照干式和湿式两种切削方案对砂岩进行切削实验,切削参数为:v=1800m/min,切削深度ap=1.0mm,进给量=0.5mm。切削过程中采用含油乳化剂作为冷却液,每进行一组切削实验后,将各组砂岩样品编号,其中湿式切削的砂岩试件要进行烘干处理,为后续观测其表面形貌做准备(见图3)。
2 实验数据处理

图4 日立S4800扫描电镜
首先用清水清洗已加工表面冷却液和砂岩粉末的混合液,随后放入干燥机中把砂岩中的水分去除掉,再用抽真空机对样件进行抽真空处理,除尽砂岩内部的空气残余,由于砂岩不导电,需进行喷金导电处理,然后用银导电胶将试件粘在样品拖上,经真空转换后方可放入检测设备中。利用日立S4800扫描电子显微镜(如图4所示)对各组切削后的砂岩样件进行观测,在显微镜下对切削后的砂岩表面逐次放大倍数,观察其切削表面形貌颗粒脱落等情况。
3 实验结果与分析
3.1加工表面形貌及其形成机理
砂岩材料的主要成分是石英,粘土和针铁矿的总含量比石英要小很多,前者和后两者在物理性能和力学性能上有着很大的区别,石英具有较高的硬度和耐磨性,而针铁矿具有可塑性和较高的脆性。因此,在切削力和切削热的作用下,存在着两种不同物质相互影响的变形问题,可能产生特殊的已加工表面结构。在切削的过程中,砂岩的材质不均匀性使得在切削至具有高硬度和耐磨性的石英处时,容易在已加工表面出现颗粒凸起和凹陷等现象。凸起的颗粒部分会导致对经过该加工表面的切削刃造成微小的崩刃。
图5为干式切削和湿式切削时砂岩已加工表面形貌的低倍SEM照片。砂岩湿式切削的表面形貌(图5b)要好于干式切削的表面形貌(图5a)。这是因为干式切削时,刀具切削产生的高切削热量会使针铁矿变软,使其硬度降低,随着刀刃在待加工表面的运动,会发生金属氧化物的塑性流动,致使其对石英颗粒的紧固作用减弱,会有更多的石英颗粒凸起和位移,导致刀刃划擦和崩刃的现象愈发严重,从而给切削带来更大的难度。湿式切削时,PVD刀具切削的过程中,有冷却液不断的对切削表面进行浇注冷却,由于有石英颗粒的凸起,冷却液可以沿着刀刃与石英的间隙流入到切削表面,对加工表面进行冷却,使得针铁矿在将要发生滑移时能够迅速的冷却下来,从而对于石英颗粒不发生滑移、旋转等现象提供了重要的保证,同时有效减少了PVD刀具由于切削热带来的刃切部分的变形现象。冷却液使加工时脱落和破碎的针铁矿和石英颗粒大部分从切削表面脱离出去,不会由于切削热和摩擦力的作用留在加工表面,对已加工的表面形貌造成二次破坏。
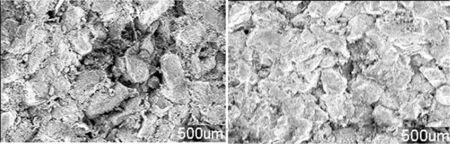
(a)干式切削 (b)湿式切削
图6为砂岩已加工表面的形貌的高倍SEM照片。从照片中不难看出,砂岩的已加工表面存在着各种表面缺陷,例如刀刃切削时在已加工表面形成的切痕、石英颗粒破碎和脱落留下的不规则凸起和凹坑等。实际加工中,有些针铁矿由于其成分特殊,在切削热的影响下,有一部分会残留在切断的石英颗粒表面上,同时还会有一些杂质和石英小颗粒随着刀刃的挤压在石英颗粒的切断面(图6a)上留下犁沟。在PVD刀具高速铣削的情况下,干式切削状态下的已加工表面存在较多由于石英颗粒脱落和针铁矿滑移现象(图6b)造成的表面缺陷,缺陷数量比较多,对整体的加工形貌造成很差的影响。原因在于,在没有切削液的情况下,切削时的高温使作为连接石英颗粒的针铁矿变软,使石英颗粒更容易从加工表面脱落和位移,从而造成对已加工表面质量的影响。
石英颗粒的大小和形状,尤其是颗粒大小对于砂岩的表面形貌影响非常大,石英颗粒大的砂岩表面质量粗糙。石英颗粒的表面去除方式主要有脱落、破碎和切断等,石英颗粒的含量越多,平均颗粒尺寸越大,其脱落和破碎现象就越明显,砂岩获得的已加工的表面质量也越差,当在切削过程中,石英颗粒主要以切断的方式被去除时,有较大可能得到含颗粒凸起和凹陷等其他缺陷较少的已加工表面。此外,由于针铁矿对于石英颗粒的连带作用,所以在刀刃切削石英颗粒时的切削过程有着很大的影响,石英的含量越多,颗粒间的连接作用就越小,随之暴露在切削过程中的缺陷增多,致使已加工表面的质量变差。

(a)石英颗粒切断面 (b)表面缺陷
3.2切屑形成机理及切屑形貌分析
砂岩颗粒主要由二氧化硅和金属氧化物构成,其中二氧化硅的含量比较高,致使其内部组织具有不均匀性,在切削的过程中,与一般金属有着很大的不同,切削特征有其自身的特点。由于两种主要组成材料在物理和化学性质上的极大不同,导致在加工的过程中,砂岩内部各处的应力和应变分布呈现出不均匀的现象,石英颗粒由于坚硬、耐磨的物理特性,通常会承受较大的应力,而针铁矿的主要组成成分是水合铁氧化物,硬度较低,脆性较大,因此在切削的过程中,会承受较大的应变,针铁矿处于塑性状态时,石英颗粒则可能出现脱落和破碎的现象。当PVD刀具刚切入砂岩待加工表面时,可能会遇到石英小颗粒和针铁矿的粘结物,刀刃的切削力会转化为石英颗粒间的集中应力,当集中应力大于颗粒间的粘结力时,石英颗粒会随着刀刃的运动而脱落,而针铁矿会在切削刃经过的时候产生弹性形变,在刀刃切入处产生裂口,当裂口贯穿整个切削厚度时,随之产生针铁矿的不规则颗粒。如遇到较大的石英颗粒时,石英颗粒与切削刃接触的地方会发生弹性形变,并产生细小的裂纹,随后裂纹迅速扩展至整个切削截面,截面以上的部分变为崩碎的切屑。有的石英颗粒形状十分的不规则,在切削平面以上凸起的体积非常大,而在平面以下的部分非常小,当切削刃与颗粒接触产生应力时,在没有达到颗粒的剪切极限力时已经达到石英颗粒与针铁矿间的粘结力,颗粒在没有切断的情况下直接随着刀刃运动而从待加工表面脱落下来。这种现象也是影响表面形貌质量的主要因素。
在切削砂岩材料时,一般产生的切屑多为粉末状和细小颗粒状,粉末状切屑主要成分多为针铁矿和其他杂质,颗粒状切屑主要成分多为石英颗粒和部分硬度高难切削的杂质,而砂岩中石英颗粒的大小和体积含量也对切屑的形成和形态起着重要的影响,当待加工表面的颗粒密度较小时,相邻石英颗粒间的空隙较大,切削时产生的切屑会随着刀刃的运动带入到颗粒间的空隙中,而后对相邻的颗粒进行切削,这样既减小了切削刀刃面的磨损,对于刀具连续切削石英颗粒也有一定的缓冲作用。同时对已加工的表面质量也是有益的。当颗粒的密度较大时,相邻颗粒间的空隙变小,有些颗粒甚至紧密的挨在一起,在进行表面加工时,刀刃在切削完一个颗粒后马上就对下一个颗粒进行切削,靠在一起的颗粒由于剪切应力使颗粒间的压迫力变的更大,在刀具高转速的条件下,对于刀刃和颗粒的冲击力都非常大,由于同时受剪切应力和压应力作用,易造成颗粒的切断面非常粗糙,同时由于连续切削,刀刃处的应力比较集中,得不到释放,容易导致出现崩刃的现象,而起伏不平的石英颗粒切断面凸起会在靠近切削表面一侧的刀刃面上形成划擦和犁沟。
从图7可以看出,湿式切削砂岩材料时获得的切屑(图7b)比干式切削时(图7a)的体积更小,在石英颗粒表面留下的犁沟也更加的均匀平顺,原因在于砂岩颗粒切屑是伴随着石英颗粒破碎和切断在已加工表面形成的。干式切削时,在刀刃切断石英颗后,包裹在颗粒周边和颗粒间隙中的针铁矿及一些其他杂质在切削热高温下发生变形,而后被靠近加工表面的刀刃面熨压在颗粒表面,其中难熔的切屑在颗粒表面形成较深的犁沟,待冷却后,这些切屑就粘结在颗粒的表面,从而恶化加工表面的质量。湿式切削时,当刀刃切断石英颗粒时,冷却液的浇注使刀刃周围的针铁矿及其他杂质能够迅速的冷却下来,形成小颗粒切屑,伴随着刀刃的运动在颗粒表面形成较细小的划痕,其中有较软的切屑被靠近加工表面的刀刃面熨压在划痕处,间接的提高了石英颗粒的表面质量。综合比较两种产生切屑的已加工表面质量,湿式加工的表面质量比干式加工要好一些。

(a)干式切削 (b)湿式切削
4 结论
(1)与干式铣削相比,湿式铣削更可以获得表面相对完整性较好的已加工表面形貌,砂岩材料在湿式切削时,存在较高的切削热,有乳化剂不断的对正在加工的表面进行冷却,由于有石英颗粒的凸起,冷却液可以沿着刀刃与石英的间隙,及时的对加工表面进行冷却,能够迅速冷却将要发生滑移的针铁矿,进而确保石英颗粒不发生相对滑移、旋转等现象。干式切削时,刀具切削产生的高热量会首先达到针铁矿的熔点,使其变软,导致其硬度降低,随着刀刃在待加工表面的运动,会发生金属氧化物的塑性流动,致使其对石英颗粒的束缚力变小,从而会有更多的石英颗粒凸起和位移,造成更多的加工缺陷。
(2)湿式切削可以比干式切削获得更好的表面质量,湿式切削时,冷却液能促使切削温度迅速的降下来,从而使表面切屑形成细小颗粒,在表面形成较细小的划痕,其中较软切屑被熨压在划痕处,还可以间接提高颗粒的表面质量。干式切削时,在刀刃切削后的已加工表面,有较大和难熔的切屑在颗[参考文献]
粒表面形成较深的犁沟,待表面冷却后,有些熔点低的粗大切屑就粘结在颗粒的表面,从而恶化加工表面的质量。
[1] 李迎.硬切削加工技术的研究现状与发展趋势[J].组合机床与自动化加工技术,2011(6):107-111.
[2]杜随更,汪志斌,吕超,等.高温合金高速铣削表面形貌及组织研究[J].航空学报,2011,32(6):1156-1163.
[3]张政梅.基于分形理论花岗岩异形面高效磨削关键研究[D].济南:山东大学,2012.
[4]韩文梅.岩石摩擦滑动特性及其影响因素分析[D].太原:太原理工大学,2012.
[5]张耕培.基于表面形貌的滑动磨合磨损预测理论与方法研究[D].武汉:华中科技大学,2013.
[6]黄美发,程雄,刘惠芬,等.表面形貌评定方法对比分析[J].机械设计,2012,29(5):6-9,20.
[7]杨本杰,刘小君,董磊,等,表面形貌对滑动接触界面摩擦行为的影响[J].摩擦学学报,2014,34(5):553-560.
[8]连峰,谭家政,张会臣.表面形貌对润湿性及抗附着性能的影响[J].功能材料,2014,45(2):2105-2109.
[9]董永亨,李淑娟,李言,等.球头铣刀姿态对铝合金工件表面形貌影响的试验研究[J].制造技术与机床,2014(5):101-103.
[10]杨星宇,张智艳,郑景珍,等.复合材料表面形貌和粗糙度的测量和评价研究[J].制造技术与机床,2015(5):76-79.
(编辑赵蓉)
Analyze on the Surface Topography of PVD Coating Tools Milling Natural Sandstone
ZHANG Xiao-fei,LU Feng
(School of Mechanical Engineering,Shenyang Construction University,Shenyang 110168,China)
In order to research the cutting mechanism and machined surface topography of sandstone material, analyzing on the high-speed milling experiments under the two conditions of Dry-cutting and Wet-cutting by PVD coating tools. The results show that,when milling the surface of sandstone materials in a large grain density of quartz at a high-speed,on the machined surface morphology and chip formation and its topography of Wet-cutting,it can get better surface quality than Dry-cutting.
PVD coating tools; sandstone; high-speed milling; surface topography
1001-2265(2016)04-0143-03DOI:10.13462/j.cnki.mmtamt.2016.04.038
2015-06-03;
2015-07-05
辽宁省高校创新团队支持计划(LT2014011);辽宁省自然科学基金项目(2014020069)
张啸飞(1990—),男,沈阳人,沈阳建筑大学硕士研究生,研究方向为硬脆性材料加工技术,(E-mail)oliverjustdoit@sina.com。
TH140;TG506
A