基于ALE方法的二维超声振动切削仿真*
2016-10-29宗昌生郑华林蒲新明
宗昌生,郑华林,蒲新明
(西南石油大学 机电工程学院,成都 610500)
基于ALE方法的二维超声振动切削仿真*
宗昌生,郑华林,蒲新明
(西南石油大学 机电工程学院,成都610500)
文章应用任意拉格朗日方法(ALE)建立超声椭圆振动切削有限元模型,模拟超声振动对切削加工的影响。同时还对钝圆半径对切削温度和残余应力的影响进行模拟研究。从结果可以看出:工件瞬时最高温度随着振动频率的增加先减小后增大,增大速率比减小速率快;振动频率只影响残余应力值大小,对应力层厚度影响较小;随着钝圆半径的增加,残余压应力层厚度基本不变,而拉应力层厚度减小,最大拉应力也随之减小。
ALE;椭圆振动;振动频率
0 引言
钛合金具有质量轻、强度高、耐腐蚀性好等优点,在汽车发动机系统中有着广泛应用,能够提高发动机转速和输出功率。但是其硬度高、导热系数小、切削温度高,属于典型的难加工材料。超声椭圆振动加工是一种新型加工技术,该技术由日本学者Moriwaki和Shamoto提出[1],通过超声振动系统在两个方向同时施加振动,使得刀具切削刃在切削加工中产生类似椭圆轨迹的振动。与传统切削加工相比,它具有切削力小、表面精度高、延长刀具寿命等优点。Maetal发现椭圆振动技术中吃刀抗力与传统的切削加工相比降低了1/50,而且加工表面的形状误差可以达20μm[2],而且椭圆振动加工能够有效抑制毛刺的产生[3]。王跃提出一种在两个相互垂直方向同时激励的新型超声椭圆振动切削结构,并分析了实现振动方式的转换机理[4]。何俊通过ABAQUS软件对超声椭圆振动进行有限元仿真,得出椭圆振动切削可以进一步改善切削条件,有利于实现TC4钛合金的高精度加工[5]。
以往大多数研究假设刀具是锋利的,忽略了钝圆半径的影响。最近几年把钝圆半径大小考虑其中,对有限元模拟切削加工进行了有效延伸。Kai Yang对微铣削过程进行模拟加工,得出随着钝圆半径的增加切削力降低,等效应力和温度小幅度降低,并证明钝圆半径对微切削温度分布有重要影响[6]。K.C. Ee在不使用切削分离准则条件下,分析了钝圆半径对残余应力的影响[7]。Zhang Xinquan分析了钝圆半径对椭圆振动过程表面形成过程影响,得出随着钝圆半径的增加,切削方向表面粗糙度降低[8]。但并不是钝圆半径越大越好,钝圆半径对温度和残余应力也有重要影响。
本文使用专业的金属切削软件-AdvantEdge,建立了弹塑性正交金属有限元模型,利用ALE技术对二维振动切削进行仿真模拟,研究了振动频率和钝圆半径对切削温度和残余应力的影响。
1 超声椭圆振动切削有限元模型
1.1有限元模型
本文建立的二维振动切削有限元模型如图1所示,工件以速度v沿x正向运动的同时,刀具分别在x和y向做高频振动。刀尖的运动轨迹如图2所示,刀刃在A点开始进入工件,通过最低点B,到C点切除的是上次切削遗留下的工件材料。当刀具的前刀面和上次形成的切屑接触时开始进入大切深切削,工件材料发生剪切变形形成切屑,E点刀具前刀面和切屑平行时刀具和工件开始分离[9]。

图1 振动切削有限元模型
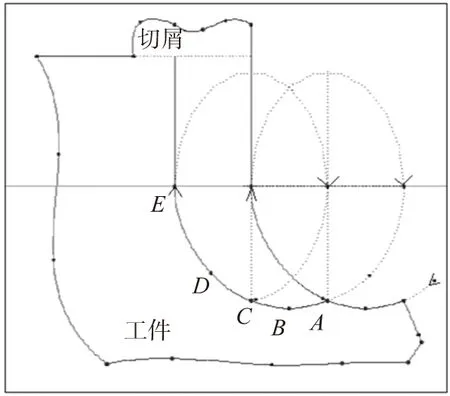
图2 刀尖的运动轨迹
1.2工件材料本构模型
金属切削属于大变形和大应变率的弹塑性问题,在这个过程中产生大量热,因此建立相对准确的流动应力模型是模拟切削的关键。本文采用J-C本构模型,该模型由Johnson and Cook提出的[10],其中包含温度、应变及应变率对材料流动应力的影响,广泛应用于瞬时动态模拟研究。流动应力表达式为:

1.3刀屑摩擦模型
刀屑接触区可分为粘结区和滑移区,在粘结区摩擦应力τp和刀屑接触面上平均剪切流动应力相等τp=kchip[12],在滑移区服从库伦摩擦定律,摩擦应力由摩擦系数确定。接触区法向应力和摩擦应力的分布如图3所示[13]。当前刀面上法向应力和摩擦系数确定,前刀面剪切应力可以通过以下两个区域确定:
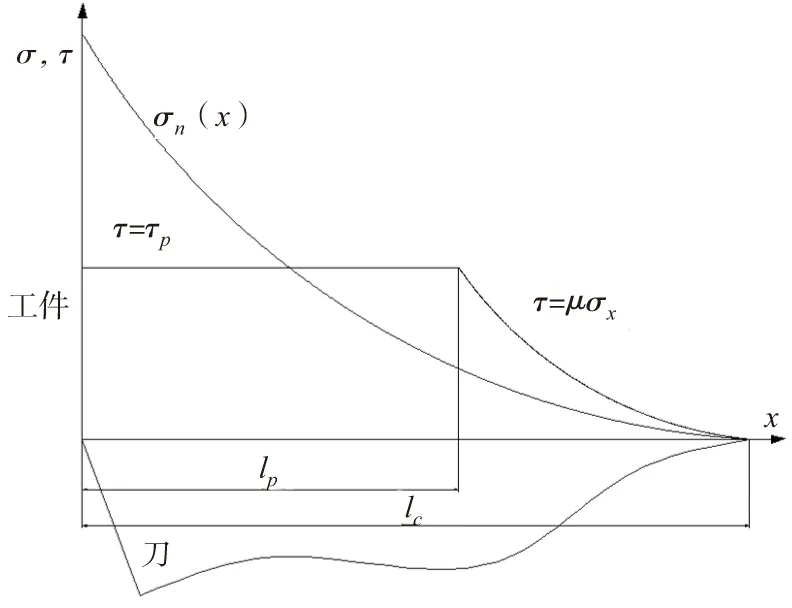
图3 前刀面和切屑摩擦应力模型
(1)在粘结区τ=τpμσ≥τplp为粘结区
(2)在滑移区τ=μσ μσ<τplc为摩擦区
式中,τ为摩擦应力;τp为切屑的剪应力;σ为法向应力;μ为摩擦系数。
1.4有限元模型和自适应网格
模拟金属切削过程所用的典型方法是拉格朗日算法和欧拉算法,采用拉格朗日算法常出现网格畸变,使计算结果不收敛。而采用欧拉算法虽然可以避免因网格畸变产生不收敛现象,但是需要通过实验方法来确定切屑几何形状及剪切角[13]。
本文采用任意拉格朗日-欧拉自适应网格(ALE)技术,不用设定分离准则通过自适应网格技术模拟材料塑性流动过程。ALE方法是一种具有Lagrange方法和Euler方法两者优点的自适应网格技术,它在物质边界运动的处理上融合了Lagrange方法的特点,因此能够有效地追踪物质边界的运动;在内部网格的划分上,又吸取了Euler方法的长处,但又不完全和欧拉网格相同,内部网格单元即可以独立于物质而存在,又可以在求解过程中根据定义的参数适当调整位置,从而避免网格发生严重畸变,适于模拟切削加工大这种大变形问题。
2 超声椭圆仿真与结果分析
2.1切削温度的分析
采用切削速度为6m/min,振动频率为20kHz,两个方向的振幅分别为6μm和4μm,进给量0.04mm/r,采用的钝圆半斤为0.02mm,切削深度为0.1mm条件下,得到加工稳定后一个切削过程中工件和刀具温度变化情况如图 4所示。由图可以看出在刀进入工件后刀具和工件温度迅速升高,在切削厚度达到最大时工件和刀具温度达到最大值,由于刀具和工件分离作用,使散热条件得到改善,进而温度最大值迅速降低,有利于切削加工的进行。由于工件中存在晶体缺陷,在刀具挤压作用下内部晶体产生滑移,在晶体内部挤出半层多余的原子面形成刃型位错,由于晶体滑移作用,大量位错逐渐在剪切区内部进行堆积,使工件温度最大值出现在第一变形区内部,而不是在刀具和工件接触的位置。

(a)t=(1/4)T (b) t=(2/4)T

(c) t=(3/4)T (d) d=(4/4)T
2.2振动频率对切削温度和残余应力的影响
图5是钝圆半径为0.02mm时振动频率为20、25、30、35和40kHz时对切削温度的影响规律,由图可以看出随着振动频率的增大切削温度先降低再增加,但是增加的速度比降低的速度快。从切削温度的角度看在整个过程中并不是频率越大越好,要选择合适的振动频率。
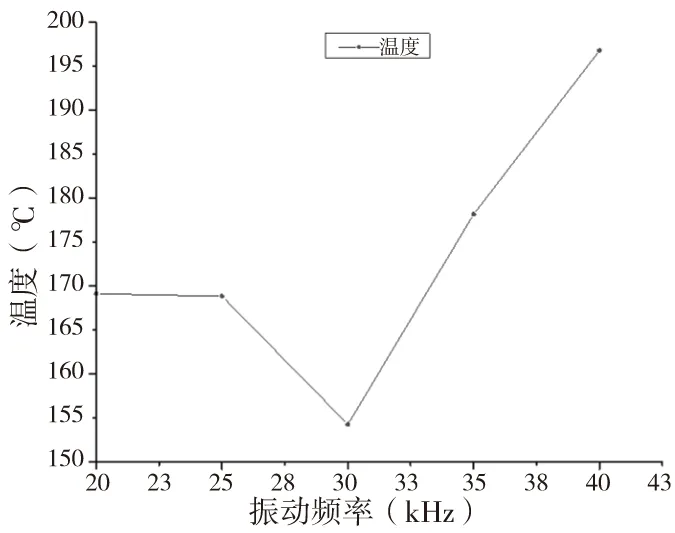
图5 振动频率对温度的影响
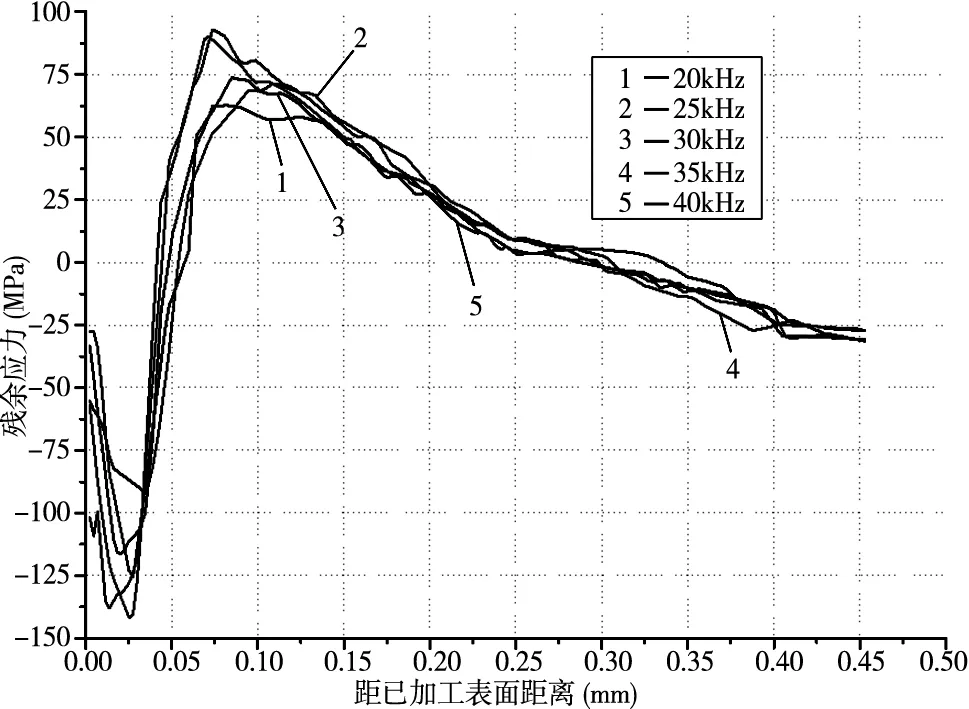
图6 振动频率对残余应力的影响
加工表面残余应力的状态影响工件尺寸精度和加工稳定性,加工表面的残余应力促进疲劳裂纹的形成与扩展,是衡量加工表面质量的主要标志。因此对已加工表面残余应力的研究具有重要意义。图6为下不同振动频率下的残余应力大小变化曲线。由此图可以看出椭圆振动加工后,工件表面为压应力且变化趋势较快,在深度为0.025mm时达到最大值,随着深度增加压应力逐渐减小,逐渐转化为拉应力,在深度约为0.075mm达到最大值。随着深度的继续增加,残余拉应力值逐渐减小,最后在小范围内波动趋于平衡。从图中还可以看出改变振动频率残余压应力和残余拉应力最大值随着改变,但是残余应力层厚度基本上保持不变。
2.3钝圆半径对残余应力的影响
由图7和8可以看出,经过超声椭圆振动加工后的工件表面残余拉应力和压应力的最值比普通加工中相对应的残余应力最值要小,由此可见超声振动能够改善加工表面的加工性能。在无振动时随着钝圆半径的增加,加工表面由压应力变成拉应力。残余应力的最值随着钝圆半径的增大而增大,拉应力层的厚度随着钝圆半径的增大而减小。在椭圆振动加工中随着钝圆半径的增加残余压应力层的厚度几乎不变,拉应力层的厚度逐渐减小。残余拉应力的最大值随着钝圆半径的增加而减小。

图7 无振动时的残余应力分布
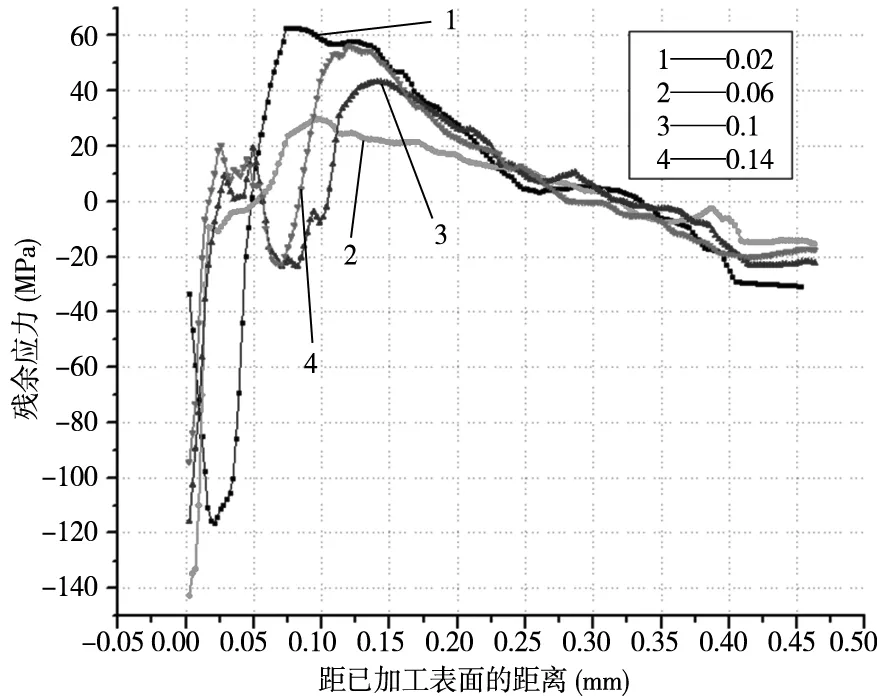
图8 有振动时残余应力分布
3 结论
本文主要利用任意拉格朗日有限元法,采用网格自适应划分技术,不使用切屑分离准则,对椭圆振动正交金属切削有限元模型进行模拟,研究了振动频率和钝圆半径对温度和残余应力的影响。得出以下结论:
(1)随着振动频率的增加,切削温度先减小后增大,且增大的速度比减小的速度快。
(2)振动频率只改变残余应力最值大小,对残余应力层厚度影响较小。
(3)在相同切深条件下钝圆半径从0.02mm增加到0.1mm,温度值增加了31%。钝圆半径不仅影响残余应力最值的大小,而且随着钝圆半径的增大,拉应力层厚度减小。
[1] Shamoto E, Moriwaki T. Elliptical vibration cutting[J].Annuals of CIPR 1994,43(1):35-38.
[2] Ma C , Shamoto E , Moriwaki T.Study of machining accuracy in ultrasonic elliptical vibration cutting[J]. Int.J.Mach.Tools Manuf.,2004(44):1305-1310.
[3] Ma C, Shamoto E,Moriwaki T,et al. Suppression of burrs in turning with ultrasonic elliptical vibration cutting[J] .Int.J.Mach.Tools Manuf.,2005(45):1295-1300.
[4] 王跃,轧刚,王翠英.超声波椭圆振动切削研究[J].电加工与模具,2010(3):38-40.
[5] 何俊,夏斌.TC4钛合金超声波椭圆振动切削仿真研究[J].组合机床与自动化加工技术,2013(11):17-19.
[6] Kai Yang. Tool edge radius effect on cutting temperature in micro-end-milling process[J].Int.J.Adv.Manuf.Technol,2011(52):905-912.
[7] K C Ee. Finite element modeling of residual stresses in machining induced by cutting using a tool with finite edge radius[J]. INT.J.MECH.SCI.,2005(47):1611-1628.
[8] Xinquan Zhang. Modeling of the effect of tool edge radius on surface generation in elliptical vibration cutting[J]. Int.J.Adv.Manuf.Technol,2013(65):35-42.
[9] Shamoto E, Suzuki N, Hino R. Analysis of 3D elliptical vibration cutting with thin shear plane model[J]. CIRP Ann.,2008(57):57-60.
[10] Johnson GR, Cook WH.A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures[J]. In: Proceedings of the 7th International Symposium on Ballistics, The Hague, The Netherlands, April 1983:541-547.
[11] 杨勇.基于正交切削理论的航空钛合金切削加工本构模型构建[J].中国有色金属学报,2014,24(5):1259-1267.
[12] Özel T, Altan. Determination of workpiece flow stress and friction at the chip-tool contact for high-speed cutting[J]. Int J Mach Tools Manuf.,2000,40(1):133-152.
[13] Ted Belytschko,Wing Kam Liu ,Brian Moran. 连续体和结构的非线性有限元[M] . 庄茁,译. 北京: 清华大学出版社,2002.
(编辑赵蓉)
Two-dimensional Ultrasonic Vibration Cutting Simulation Based on the ALE Method
ZONG Chang-sheng ,ZHENG Hua-lin, PU Xin-ming
(School of Mechanical and Electrical Engineering, Southwest Petroleum University, Chengdu 610500,China)
This article , using the Arbitrary Lagrangian-Eulerian method,develops the finite element model of ultrasonic elliptical vibration cutting, to simulating the effect of ultrasonic vibration on cutting. Meanwhile study the influence of the round radius on the cutting temperature and the residual stress. We can conclude from the results that the instantaneous maximum temperature of the workpiece increases with the increase of vibration frequency increase with the decrease of the first.increase faster rate than the rate of decrease.The Vibration frequency affects only the size of the residual stress value,less influence the stress layer thickness;The thickness of the residual comprehensive stress remain constants with the increase of the round radius ,tensile stress in the layer thickness decreases,the maximum tensile stress is reduced.
arbitrary lagrangian-eulerian method; elliptical vibration; vibration frequency
1001-2265(2016)04-0072-04DOI:10.13462/j.cnki.mmtamt.2016.04.020
2015-06-04
四川省教育厅自然科学基金重点项目(13ZA0178)
宗昌生(1987—),男,山东菏泽人,西南石油大学硕士研究生,研究方向为特种加工与精密加工技术研究,(E-mail)moon_cs@sina.cn。
TH166;TG659
A