一种转台式多工位表面自动喷涂系统设计
2016-10-29童季刚罗良传廖菲
童季刚 罗良传 廖菲
(广东省智能制造研究所)
一种转台式多工位表面自动喷涂系统设计
童季刚 罗良传 廖菲
(广东省智能制造研究所)
为更好地解决工件表面喷涂不均匀、自动化程度较低及喷涂质量不稳定等问题,设计一种转台式多工位表面全自动喷涂系统。该系统由装有喷枪的六轴工业机器人、大转台和小转台组成的圆形12工位转台以及基于PLC的控制系统组成。系统可根据工件尺寸大小,调节大转台和小转台对于每一个工位的公转速度和转台合适的转动角度,设定合适的工位转台自转速度或角度和工业机器人喷枪移动速度,确保在设定时间内完成12个工件的表面喷涂。该系统采用模块化结构设计,可靠性高,应用前景广阔。
表面喷涂;多工位;工业机器人;转台
0 引言
随着社会发展和人民生活水平的提高,对工业用品和生活制品表面处理的要求也越来越高。喷涂作为制品表面处理的一种方法和手段,其发展方兴未艾[1]。近来喷涂除了在大气等离子喷涂、超音速火焰喷涂、冷喷涂等方面发展较快外,在低压等离子喷涂薄涂层、液体热喷涂技术的研究及应用方面也得到现代表面工程科学家的关注,具有较大的发展空间及应用前景[2]。随着喷涂技术的发展,全自动喷涂技术日趋成熟,也应用到各个行业。自动喷涂是汽车涂装的关键工艺技术,其特点是涂膜装饰性好、喷涂质量稳定、油漆利用率高、可用于喷涂水性涂料、利于环境保护等,已经被汽车制造业普遍采用[3-4]。目前,国内喷涂设备主要有水平往复自动喷涂机、垂直往复自动喷涂机、旋转喷涂机、多轴顶喷机、喷涂机器人等,可用于外表面较大物件的自动喷涂[5-7]。这些自动化喷涂设备都局限于单个工件、单种颜色的平面喷涂,产品生产周期长,自动化程度较低。伴随着工件种类的增多和工艺复杂性的提高,现有的喷涂设备已经无法满足行业需求[8]。
本文提出一种转台式多工位表面全自动喷涂系统,该系统由装有喷枪的六轴工业机器人、大转台和小转台组成的圆形12工位转台以及基于PLC的控制系统组成,可以根据工件尺寸大小,调节合适的大、小转台的公转速度和每个工位转台的自转速度,完成工件的全面喷涂,实现对工件的全自动360°转动连续喷涂。
1 系统整体结构
自动化喷涂系统总体框架如图1所示,由控制系统、IRB120工业机器人和工作转台构成。工作时,首先选择和输入控制转台的有关参数,然后系统根据要求自动按顺序控制工作转台运动,并控制IRB120工业机器人按要求自动对转台上的工件进行喷涂加工,直到转台上的工件加工完成。

图1 自动化喷涂系统总体框架
自动喷涂系统通过工控机与PLC组成一个控制网络,实现全自动控制与管理,即通过接入柔性生产线设备的数控自动调整技术,以生产过程控制系统为基础,通过对生产管理、过程控制等信息的处理、分析、优化、整合、存储,实现信息管理与控制一体化。系统通过集成多种过程控制单元与管理单元,实现数控自动调整功能,使生产线能够快速适应加工尺寸、加工形状等工艺的频繁变化,极大提高设备的生产使用效率,大幅减少出错率和残次品,缩短加工周期,实现喷涂系统的全自动控制与管理。转台整体结构如图2所示。

图2 转台
表面喷涂转台由大转台和均布于大转台上的12个小转台组成。大转台底部安装电机,用于驱动大转台的旋转运动;在大转台周向相隔90°均布4个小电机,分别用A1、A2、A3、A4标识。当需要某个编号的小转台旋转时,只需旋转大转台将待工作小转台转至邻近的小电机即可,并可根据要求控制4个小电机中的某一个或多个电机工作。大转台和小转台都具有恒速自转及定角度旋转2种工作模式。
在喷涂的过程中,可根据工件尺寸大小,选择合适的大转台、小转台的自转速度和相对于工件的公转速度;确定大转台、小转台的转动角度;调节工业机器人的喷枪移动速度,实现同时对12个工件的自动化喷涂。表1~表2所示为大转台、小转台的工作模式,可随时调节自转速度和角度,确保工件表面被均匀喷涂。表1与表2中所示为大、小转台转动速度与角度,可根据IRB120工业机器人喷涂运动速度与工件冷却速度调节转台转动速度与角度,同时可根据小转台不同工位选择合适的速度。
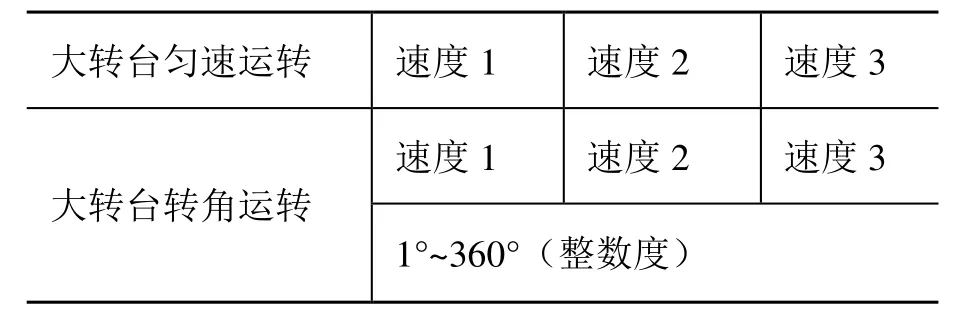
表1 大转台自转速度、角度

表2 小转台自转速度
2 六轴工业机器人
根据转台在喷涂过程中转动的角度,选择六轴IRB120工业机器人作为系统的喷涂工业机器人,如图3所示。IRB120六轴工业机器人由主体、驱动系统和控制系统3个基本部分组成。主体即机座和执行机构,包括臂部、腕部和手部,喷枪安装在手部;驱动系统包括动力装置和传动机构,用以使执行机构产生相应的动作;控制系统按照输入程序对驱动系统和执行机构发出指令信号并进行控制。六自由度的机器人保证了转台转动时喷枪能喷涂到工件的每一个喷涂面。

图3 六轴工业机器人
3 控制系统设计
自动喷涂系统采用基于开放的控制标准设计,采用PLC控制系统并预留通讯接口,将集成PLC、IRB120工业机器人和工作转台连接,并通过集成控制系统实现对IRB120工业机器人和工作转台控制,初步实现喷涂工件的自动化。控制系统整体框架如图4所示。

图4 控制系统框架
控制结构从系统组成的角度看,任何具有独立功能和智能监控系统的单元或设备,都可以集成到该系统中,在系统协调运行机制的约束下成为该监控系统中的成员。同时由这些监控子系统与管理器所构成的检测监控系统,在基于某种实现标准的前提下也可方便地集成到整个先进制造系统当中,使得系统具有极大的可扩展性,便于改造、升级,具有极大的灵活性和可伸缩性。为满足对工作台的控制要求,采用PLC伺服系统的结构来实现工作平台的自动控制。由FX3U-485控制模块控制整个工作台的转动状态,FX3U-4DA模拟输出模块将系统数字信号转换成模拟信号传输给MR-J4-70A伺服模块,MR-J4-70A伺服模块控制伺服电机工作确保每个工位转动精度,确保了整个控制系统的稳定性和准确性。控制系统的总体结构框图如图5所示。
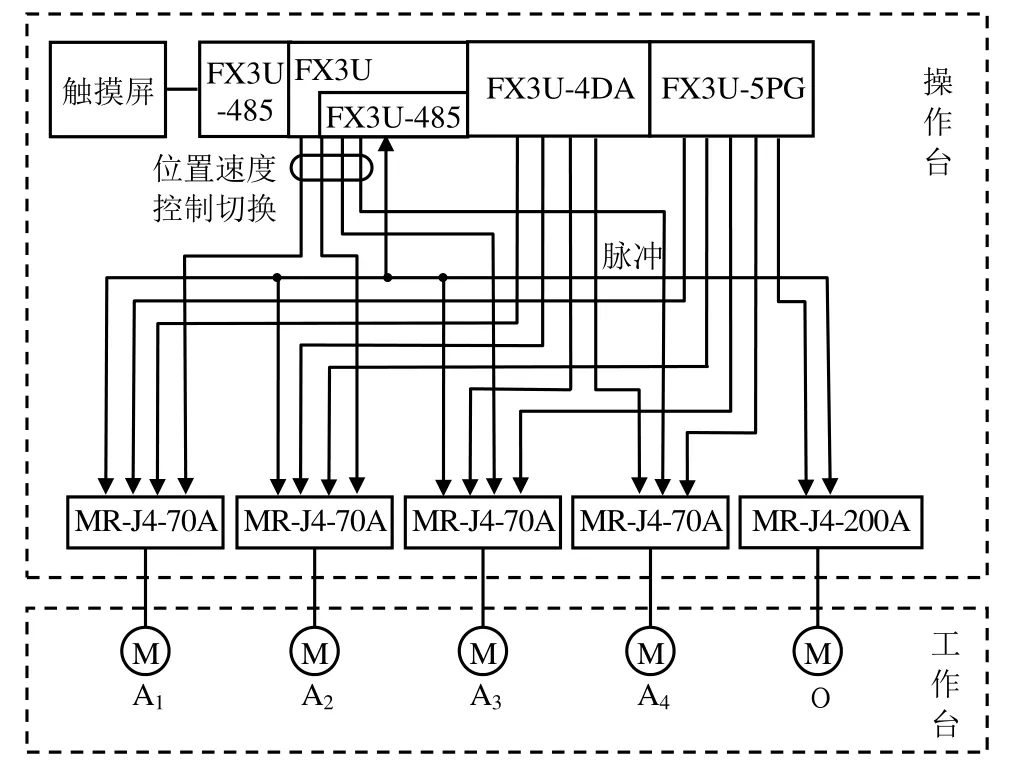
图5 控制系统总体结构框图
表面喷涂平台控制系统有4种常用功能:大转台恒速自转、大转台等角度转动、小转台恒速自转和小转台等角度旋转。系统控制界面图如图6所示。
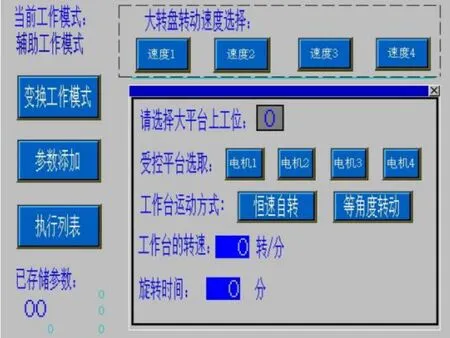
图6 系统控制界面图
4 试验分析
具有空间6自由度的六轴IRB120工业机器人可很好地随转台的转动而移动,完成每一个工件的全面喷涂。系统样机如图7所示。现对大小转台在不同转速下喷涂12个工件进行试验,试验数据如表3所示。

图7 系统样机
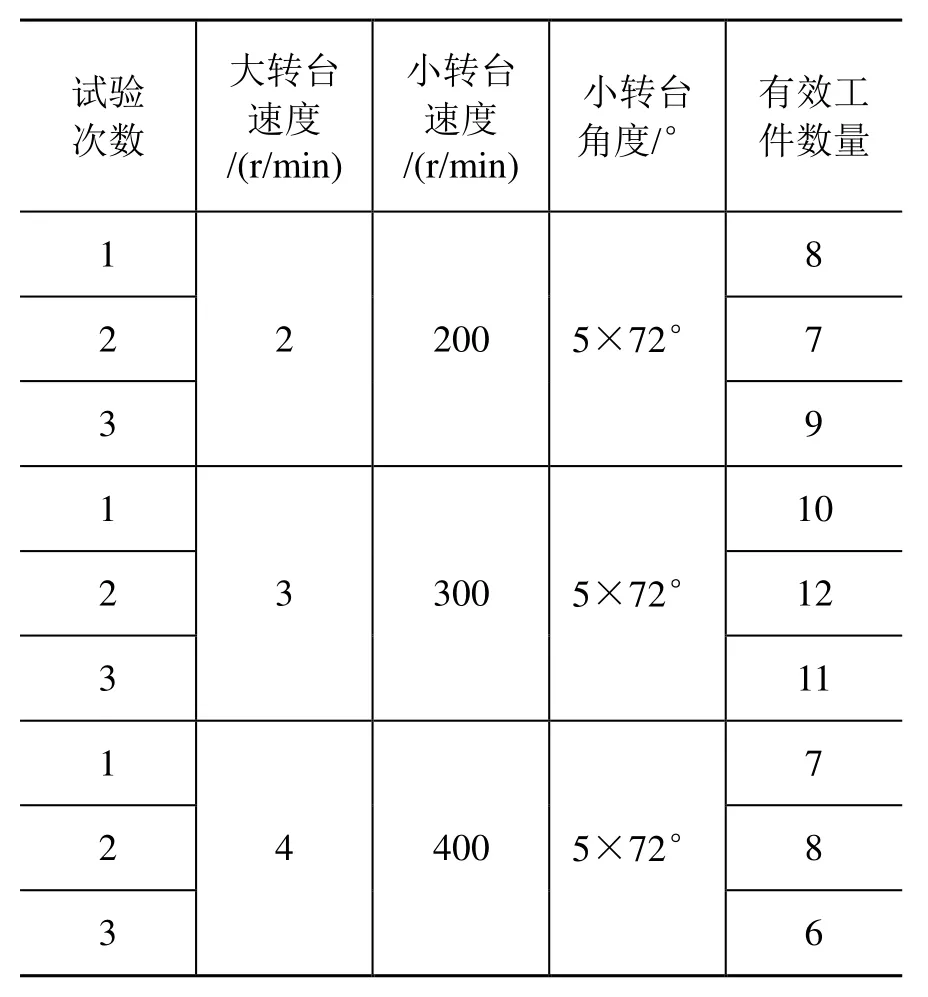
表3 试验数据
从试验结果可以看出,大转台速度为3 r/min、小转台速度为300 r/min时,喷涂有效工件数量最多,即效率最高。
5 结语
设计的一种转台式多工位表面全自动喷涂系统在大转台速度为3 r/min、小转台速度为300 r/min时可高效自动完成对12个工件的喷涂。同时采用的六轴IRB120工业机器人保证喷枪能随着转台自转的速度和角度而进行连续喷涂,达到了喷涂自动化生产线的要求,可靠性高,市场推广价值巨大,具有很好的市场应用前景。
[1] 李菊,沈惠平,蒋益新,等.平面全自动喷涂机的运动算法设计与研制[J].机械设计,2009,26(4):59-61.
[2] 周克崧,刘敏,邓春明,等.新型热喷涂及其复合技术的进展[J].中国材料进展,2009,28(9-10):1-8.
[3] 韩鸿志,张大卫,彭凌云,等.全仿形自动喷涂机喷涂轨迹规划与结构设计[J].机械设计,2014,3(7):75-80.
[4] 王锡春.最新汽车涂装技术[M].北京:机械工业出版社,1998 (10):42-46.
[5] 梁治齐,熊楚才.涂料喷涂工艺与技术[M].北京:化学工业出版社,2009.
[6] 王铸.往复式自动喷涂机计算机控制系统软件研究[J].制造业自动化,2002,24(8):77-79.
[7] 陆海波,邓海涛,朱延松.往复式电脑控制喷涂机设计的几个要点[J].苏盐科技,2000(1):31-33.
[8] 林敏,徐小明,彭忠凯.一种多工位全自动玩具喷涂机的设计[J].机电工程技术,2015,44(11):26-28.
Design of Automatic Surface Spraying System for Rotary Multi Station
Tong Jigang Luo Liangchuan Liao Fei
(Guangdong Institute of Intelligent Manufacturing)
A kind of automatic spraying system for rotary table and multi work station is designed. The system is composed of six axis industrial robot with a spray gun, a circular 12 position rotary table which is composed of a big and small turntables, and PLC control system. According to the work piece size, the system adjusts the turntables for the right set of the appropriate position turntable rotation speed and industrial robot gun speed to complete 12 work piece surface spraying in the set time. The system can complete the spraying of 12 workpiece surface at the same time.
Surface Spraying; Multi Station; Industrial Robot; Turntable
童季刚,男,1964年生,本科,工程师,主要研究方向:自动化控制。E-mail:jg.tong@gia.ac.cn
罗良传,男,1978年生,硕士研究生,工程师,主要研究方向:自动化控制。E-mail:lc.luo@gia.ac.cn
廖菲,女,1984年生,硕士研究生,工程师,主要研究方向:机械制造及其自动化。E-mail:straywendy@qq.com
