聚丙烯腈基碳纤维增强木构件端面的工艺
2016-10-26杨小军孙友富
杨小军, 杨 茵, 陈 炼, 王 正, 孙友富
(南京林业大学材料科学与工程学院,江苏 南京 210037)
聚丙烯腈基碳纤维增强木构件端面的工艺
杨小军, 杨茵, 陈炼, 王正, 孙友富
(南京林业大学材料科学与工程学院,江苏 南京 210037)
以木构件端面为研究对象,通过物理增强试验法对其端面增强工艺进行研究.结果表明:在木构件端面复合粉状碳纤维可有效提高木构件端部的力学性能;采用非刚性施压方法可促使碳纤维与木构件端面的工艺复合;对木构件端面进行高温热处理可使木材端面获得200 条·dm-2以上的分布较均匀的可见裂纹;内层0.5 mm、外层2 mm的碳纤维涂层的增强效果最好;水曲柳、落叶松、桦木木构件端部横向抗拉强度分别提高55%、46%和59%.
粉状碳纤维; 木构件端面; 复合工艺; 抗拉强度
随着经济的发展,以绿色可持续著称的现代木结构建筑正悄然走进人们的生活.木结构建筑是以木材为主要材料,辅以各种金属连接件搭建而成.木材端部是木构件连接的关键部位,木材端面承受横向荷载的能力较弱,是木构件中力学性能最薄弱的横断面[1].木材端面不仅易遭受菌、虫害的损坏,而且也易因残余生长应力及水分的影响产生开裂并向木材内部发展.为防止构件端头进一步开裂,在端面打入齿板、防裂钉或防裂环[2].为防止木材端部吸湿或受潮涂布涂料、石蜡或胶黏剂[3];对危险构件的端头进行捆扎或金属箍紧固等.上述措施仅适用于端头外露的构件.而对木材构件端面进行增强处理的研究尚未见报道.
随着性能优异的碳纤维增强材料(carbon fiber reinforced polymer/plastic, CFRP)技术的发展,采用碳纤维增强技术来克服木质材料固有缺陷,增强其力学性能,成为了木材品质改善的一种有效的技术手段[4-7].长期以来,有关碳纤维在木材加固或增强方面的研究可归纳为2个方面.一方面是碳纤维粘结工艺试验和设计计算研究,着重于碳纤维制造技术、复合工艺及抗弯承载力设计计算等[8-11].其分析及设计计算均基于木材为线弹性体的假设,碳纤维都是以片材状态出现,未考虑胶合层或胶合界面的影响,以及湿热环境状态、木材自身特性的影响.另一方面是复合材粘结界面力学研究,但仅局限于张开型断裂、张开型疲劳断裂裂纹的扩展规律、基体木材表面改性处理与胶合强度方面[12,13],检测手段主要是水煮剥离和块体剪切等.
Yang et al[14]对加拿大松木(Pinusspp.)端面进行增强试验,发现采用粉状碳纤维进行端面复合可在一定程度上提高端面面内力学性能.本文以我国传统建筑常用木材构件的端面为研究对象,采用具有优良抗拉性能、湿态流动性和分散性的粉状碳纤维进行复合,通过改善复合界面探索粉状碳纤维与木材端面的增强工艺,以提高木材端面面内强度,平衡木构件端面与内部截面的力学性质差异.
1 材料与方法
1.1供试材料
试验用木材采用产自东北的水曲柳(Fraxinusmandshurica)、桦木(Betulaplatyphylla)和落叶松(Larixolgensis)规格材,有部分活节,纹理通直,含水率约15%.水曲柳(含水率12%)基本物理力学性能:气干密度0.673 g·cm-3,顺纹抗压强度51.9 MPa,抗弯强度113.8 MPa,抗弯弹性模量14.3 GPa,径面、弦面顺纹抗剪强度分别为10.6和10.1 MPa.桦木(含水率12%)基本物理力学性能:气干密度0.607 g·cm-3,顺纹抗压强度42.0 MPa,抗弯强度87.5 MPa,抗弯弹性模量11.2 GPa,径面、弦面顺纹抗剪强度分别为5.2和3.3 MPa.落叶松(含水率12%)基本物理力学性能:气干密度0.632 g·cm-3,顺纹抗压强度56.5 MPa,抗弯强度89 MPa,抗弯弹性模量14.1 GPa,径面、弦面顺纹抗剪强度分别为8.1和6.5 MPa.
粉状碳纤维为聚丙烯腈基碳纤维,纤维长度0.5、2 mm,纤维直径7~11 μm,受拉弹性模量2.4×105MPa,抗拉强度3 450 MPa,极限拉伸应变1%.
胶黏剂为双组分环氧类,混合后初黏度(23 ℃)5 000 mPa·s,其混合体积比为2∶1,抗拉强度50 MPa,弹性模量2.0 GPa,延伸率2.2%.
1.2主要仪器
GHG500-2博世热风枪由德国博世公司生产,UTM4304微机控制电子万能试验机由深圳三思纵横科技股份公司生产,SZX7奥林巴斯体视显微镜由日本奥林巴斯株式会社生产.
1.3试样制作
1.3.1试件加工挑选木材端面年轮分布均匀的无缺陷规格材,经精截加工后按设计结构进行端面预处理,之后将碳纤维与双组分胶混合均匀的涂层涂布于木构件端面,使其在0.10 MPa的压力下完成固化.碳纤维用量170 g·m-2,施胶量350 g·m-2,工艺复合压力0.10 MPa.施压方式分为刚性与非刚性施压2种,刚性施压是通过机械夹紧装置实现的;非刚性施压是通过自制气囊装置实现的,碳纤维涂层与橡胶气囊表面接触;碳纤维涂层分内层和外层,内层指与木材表面接触的部分.固化24 h后将复合材加工成设计规格试件,尺寸控制在±1 mm以内.试验分23组,每组10个试件,试验设计如表1所示.
1.3.2木材端面预处理(1)热处理:将木构件端部浸入清水中,深约1 cm左右,润湿处理约1 min,后通过热风枪将温度约150~200 ℃的气流垂直喷射端面,缓慢移动以改变喷射位置,直至端面出现分布密度不少于200 条·dm-2肉眼可见的裂纹,热处理时间控制在15 min以内;热处理后木材端面在2 min内完成复合.(2)切缝处理:在木构件端面沿纵、横向分别按5或10条·dm-1的密度划线,后锯切产生1.5 mm宽、3 mm深的切缝.
1.4测试方法
采用复合材抗拉强度来评价碳纤维对木构件端面的增强效果.参照文献[15]的测试方法,将复合材通过锯切加工制得木材横纹受拉试件,试件尺寸120 mm×50 mm×25 mm;在试件中央位置开宽6 mm、深3 mm的切缝,其结构及加载示意图如图1所示.利用试验机夹具夹紧试件木材部分,施加荷载碳纤维涂层受拉应力,复合材结合部受剪应力.
为了能清晰地观察到碳纤维与木材的结合情况,采用体视显微镜(放大56倍)对碳纤维与木材构件端面结合部特征进行观察.
涂层厚度测量方法:在试件正中间位置测量,H涂层=H复合材-H木材,H指材料的厚度.
2 结果与分析
2.1试验数据
木构件端面碳纤维涂层厚度均值约2 mm,试验组间最大厚度差在0.3 mm以内(表2),在复合压力为0.1 MPa的条件下不同复合方式对涂层厚度的影响均较小.各试验组抗拉强度的变异系数均在18.03%以内,说明所测得的值都比较稳定.试验组间抗拉强度均值差异明显,表明抗拉强度可反映不同复合方式间木构件端面的增强效果.

表1 碳纤维增强木材端面试件的设计1)Table 1 Composite specimens with carbon fibers reinforced wood member′s end
1)“-”表示未处理.
2.2木构件端面预处理及端面复合结合部特征
由图2可见,三树种木构件端面经高温热处理后都出现了分布密度在200条·dm-2以上的肉眼可见的裂纹,裂纹开裂大都表现为径裂,最大裂纹宽度达2 mm.木材端面在高温作用下,水分汽化迅速,并产生干缩;内层木材的牵制作用使表层木材承受巨大的拉伸应力,进而导致开裂.落叶松及桦木木材裂纹分布密度较高,在300条·dm-2以上.用显微镜(放大56倍)观察发现肉眼不易发现的微细裂纹,裂纹宽度接近纹孔直径(图3).这些裂纹的存在有助于碳纤维在压力的作用下进入木材内部.
由图4端面增强结合部显微图可看出,尺度较小的碳纤维(0.5 mm)随胶粘剂在气囊压力的作用下进入木材端面表层木材孔隙及缝隙中,最大深度达5 mm,呈黑色.而内层尺度较大的碳纤维(2 mm)则很难进入木材端面内部,结合部颜色较浅,胶体颜色呈浅绿色.对于未经热处理的切缝处理试件,碳纤维与胶粘剂混合体仅进入预制缝隙中,几乎填满了整个缝隙.内层尺度较小的碳纤维在压力的作用下进入切缝较多,而尺度较大纤维则进入切缝较少,颜色差别明显.

A.受拉试件结构;B.试件夹紧装置.
2.3不同预处理方式构件端面的复合性能
由图5可见,三树种经增强处理后的端部横纹抗拉强度均高于木材,是木材的1.2倍以上.增强处理的试验组中,木材端面经预处理的三树种试验组的抗拉强度均显著高于未预处理试验组,预处理使木构件端部产生了碳纤维及胶液混合物进入的通道,促进了碳纤维涂层与木构件端面的结合.

表2 复合材抗拉强度1)Table 2 Tensile strength of composite specimens
1)“-”表示未处理.

A.桦木;B.水曲柳;C.落叶松.
3种预处理方式中,高温热处理试验组抗拉强度最高;切缝10条·dm-1试验组次之;切缝5条·dm-1试验组最低.切缝10条·dm-1试验组的抗拉强度高于5条·dm-1试验组,这是因为木材端部切缝密度高,缝隙有利于更多碳纤维进入缝隙,结合部比表面积较大.高温热处理试验组的抗拉强度高于切缝试验组,高温热处理使木构件端面产生了200条·dm-2以上密度且分布较均匀的裂纹,在进行工艺复合时涂层中较短纤维在环氧树脂胶黏剂的带动下渗入细小缝隙,结合部不仅比表面积大且结合强度分布也相对较均匀;另一方面,由于木构件端面经高温热处理后马上复合,高温的作用使木构件端面细小的缝隙中的空气受热膨胀部分被排出,涂层复合时缝隙或空腔中的空气冷却收缩,大气压力将细小碳纤维压入内部,从而促使碳纤维与缝隙中的木材结合.
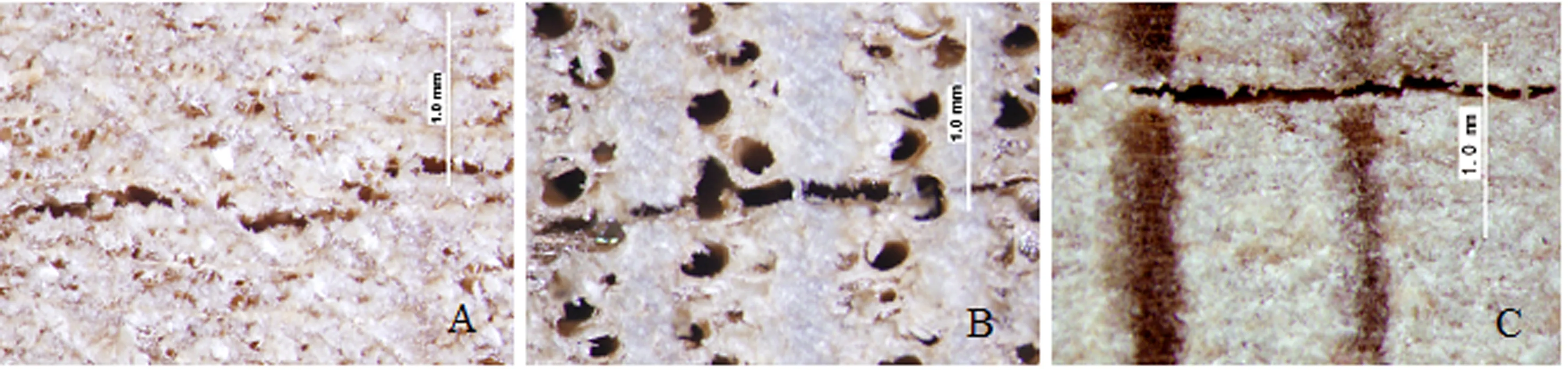
A.桦木;B.水曲柳;C.落叶松.

图4 复合材试件结合部显微特征

图5 不同预处理方式试验组的抗拉强度
2.4不同涂层结构构件端面的复合性能
由图6可见,三树种及3种预处理方式的不同涂层结构试验组中存在同样规律,即增强涂层内层纤维长为0.5 mm的试验组的抗拉强度均大于内层纤维长2 mm的试验组.增强涂层内层纤维长度较短时,碳纤维较易随胶液渗入或压入木材端部孔隙或缝隙中,进入缝隙中的纤维在胶粘剂的作用下形成牢固的机械胶接.当碳纤维较长时,纤维长度大于缝隙宽度,纤维与胶液混合后相互交织成一体,很难进入缝隙中,从而出现了缝隙中仅存在胶体的现象.热处理方式中增强涂层的内层纤维长为0.5 mm的试验组的增强幅度最大,水曲柳、落叶松、桦木三树种木材的横向抗拉强度分别提高55%、46%及59%.综上分析可知,增强涂层内层宜选用0.5 mm长纤维.
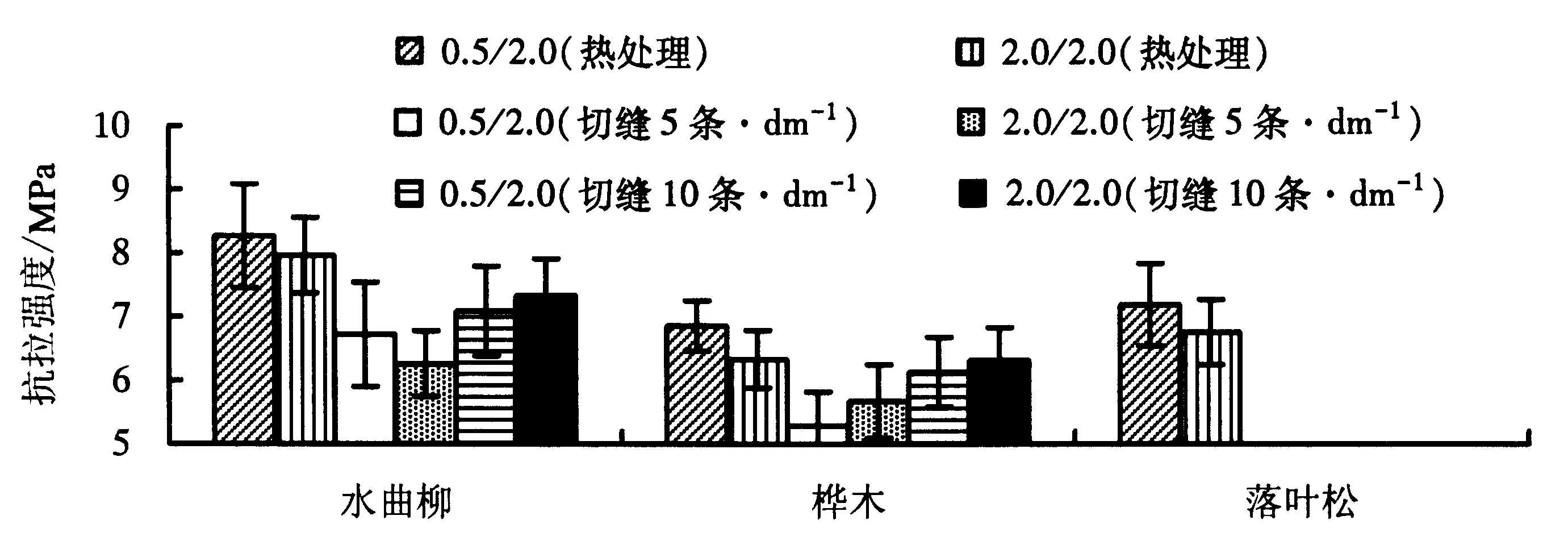
图6 不同涂层结构试验组的抗拉强度
2.5不同施压方式构件端面的复合性能
由图7可见,三树种的不同施压方式试验组间,非刚性施压试验组的抗拉强度都大于刚性施压试验组;而切缝处理方式的规律性不明显.非刚性施压是柔软的橡胶气囊与涂层接触,该种施压方式能克服木构件端面的不平整压力分布;而刚性施压是钢板与涂层接触,木构件端面不平整时易出现局部压力过大,导致涂层厚薄不均.热处理方式中木构件端面缝隙小且分布均匀,木材端面各处的平整度差异小,非刚性施压效果明显;而切缝处理方式中木构件端面缝较宽、深,非刚性施压易使纤维和胶液过多压入缝隙,导致涂层厚薄不均.
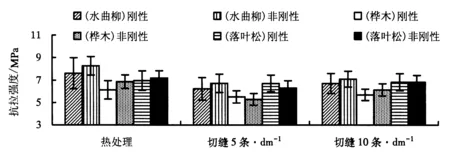
图7 不同施压方式下各试验组的抗拉强度
2.6不同树种构件端面的复合性能
由图8可见,在3种端面预处理方式下三树种试验组间抗拉强度差异明显,其中水曲柳试验组抗拉强度最大,桦木试验组最小.这与木材自身材性、横纹抗拉强度等有关,也与木材的胶合性能有关.三树种中水曲柳物理力学性能优于桦木和落叶松;桦木材性偏软,横纹的抗拉强度低,材性变异大.落叶松木材内部树脂含量高对胶合性能有一定影响.
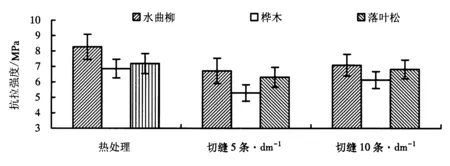
图8 非刚性施压方式下不同树种试验组的抗拉强度
3 小结
通过在木构件端面粘结具有高强抗拉性能的碳纤维是提高木构件端面面内力学性能的有效手段.采用短时高温热处理的方法可使水曲柳、落叶松及桦木木材构件端面获得200条·dm-2以上的分布较均匀的肉眼可见裂纹,促使增强材料碳纤维与木材端部表面及内部木材结合.增强涂层宜选用双层结构,外层纤维较长,内层纤维较短.外层纤维较长易使纤维间实现相互交织,抗拉强度提高;内层纤维较短,则纤维易随胶液渗入或压入木材端部孔隙或缝隙中,进入缝隙中的纤维与木材充分接触,在胶粘剂的作用下形成牢固的机械胶接.
对于裂纹分布密度较高的粗糙端面,采用非刚性施压的方法,可使木构件端面获得分布较均匀的压力.由复合材抗拉强度可看出,三树种木材端面与碳纤维的胶结性能及木材自身材性差异显著,抗拉强度可作为端面增强效果的评价参数.
在碳纤维用量170 g·m-2、施胶量350 g·m-2、复合压力0.10 MPa的条件下,采用构件端面预热处理、涂层纤维内短外长的双层结构及非刚性施压的复合方式可使木构件端面获得显著的增强效果,水曲柳、落叶松、桦木三树种木材横向抗拉强度分别提高了55%、46%和59%.粉状碳纤维可应用于三树种木构件端面的增强工程.小尺度碳纤维渗入木材端部可使碳纤维涂层粘结强度增大.
[1] BODIG J, JAYNE B A. Mechanics of Wood and Wood Composites[M]. New York: Van Nostrand Reinhold, 1982.
[2] 顾炼百.木材加工工艺学[M].北京:中国林业出版社,2011.
[3] 徐钊.木质品涂饰工艺[M].北京:化学工业出版社,2006.
[4] SCHOBER K U, GUPTA R. Post-strengthening of timber structures with CFRPs[J]. Materials and Structures, 2006,40(1):27-35.
[5] LI,Y F, XIE Y M. Enhancement of the flexural performance of retrofitted wood beams using CFRP composite sheets[J]. Construction and Building Materials, 2009,23(1):411-422.
[6] YANG X J, GONG M, CHUI Y H. Short-term creep behavior of CFRP-reinforced wood composites subjected to cyclic loading at different climate conditions[J]. Bioresources, 2014,9(2):1845-1857.
[7] 阙泽利,滕启城,王菲彬,等.盐分对CFRP加固胶合木顺纹抗剪强度的影响[J].福建农林大学学报(自然科学版),2015,44(4):436-441.
[8] LORENZIS L D. Analytical and experimental study on bonded-in CFRP bars in glulam timber[J]. Composites: Part B, 2005,36:279-289.
[9] KIM Y J, HARRIES K A. Modeling of timber beams strengthened with various CFRP composites[J]. J Struct Eng, 2010,32:3 225-3 234.
[10] JANKOWSKI L J, JASIENKO J, NOWAK T P. Experimental assessment of CFRP reinforced wooden beams by 4-point bending tests and photoelastic coating technique[J]. Materials and Structures , 2010,43(2):141-150.
[11] GEZER H, AYDEMIR B. The effect of the wrapped carbon fiber reinforced polymer material on firand pine woods[J]. Materials and Design, 2010,31(7):3564-3567.
[12] 杨小军,阙泽利,孙友富.CFRP-木材复合材界面I型断裂特性研究[J].西北林学院学报,2014,29(4):198-202.
[13] JIA J H, DAVALOS J F. An artificial neural network for the fatigue study of bonded FRP-wood interfaces[J]. Composite Structures, 2006,74(1):106-114.
[14] YANG X J, GONG M, CHUI Y H. End reinforcement of wood member using short-cut carbon fibers[J]. European Journal of Wood and Wood Products, 2015,73(2):159-165.
[15] 中华人民共和国国家质量监督检验检疫总局.GB/T 14017-2009木材横纹抗拉强度试验方法[S]. 北京:中国标准出版社,2009.
(责任编辑:叶济蓉)
Composite technology of polypropylene based carbon fibers reinforced wood member′s end
YANG Xiaojun, YANG Yin, CHEN Lian, WANG Zheng, SUN Youfu
(College of Materials and Engineering, Nanjing Forestry University, Nanjing, Jiangsu 210037, China)
To improve mechanical property of wood for high safety and durability, carbon fiber reinforced polymer/plastic (CFRP) were aplied to reinforce wood member′s end based on physical enhancement method. Then tensile strengths of wood samples from different tree species, combinations of coatings, pretreatments and pressure methods were compared. Results showed that powdered carbon fiber effectively enhanced the transverse mechanical properties of wood member′s end. Non rigid pressure improved the bond strength between carbon fiber and wood member′s end. Heat treatment resulted in more than 200 pieces of uniformly distributed visible cracks per square decimeter. Carbon fiber layer, comprising of a inner layer in the thickness of 0.5 mm and outer layer in 2 mm demonstrated the highest tensile strengths among all tested coatings. Transverse tensile strength of manchurian ash (Fraxinusmandshurica), larch (Larixolgensis) and birch (Betulaplatyphylla) was increased by 55% and 46% and 59%, respectively by abovementioned methods.
powdered carbon fiber; wood member′s end; composite technology; tensile strength
2015-09-11
2015-11-23
国家自然科学基金资助项目(31300484);南京林业大学高学历人才基金资助项目(NJFU);江苏省大学生创新创业资助项目(201510298029Z).
杨小军(1978-),男,副教授,博士.研究方向:木材加工与木结构建筑工程.Email:yxj5460@163.com.
S781.65
A
1671-5470(2016)05-0586-07
10.13323/j.cnki.j.fafu(nat.sci.).2016.05.018