基于多元传感器的数控刀具磨损状态的实验研究*
2016-10-26颉潭成马君达袁子皓徐彦伟
颉潭成,马君达,袁子皓,徐彦伟
(河南科技大学 机电工程学院,河南 洛阳 471003)
基于多元传感器的数控刀具磨损状态的实验研究*
颉潭成,马君达,袁子皓,徐彦伟
(河南科技大学 机电工程学院,河南 洛阳471003)
在介绍小波包分析原理的基础上,阐述了利用声发射传感器和振动传感器采集刀具磨损信号,并通过正交试验法获取判定刀具磨损程度的特征,进而实现刀具磨损状态判定的一种方法。此方法特别是在信号特征的选取方面,首次采用正交试验法进行特征的选取,这样既可以得到磨损程度对信号的影响程度,又能分析其它因素对信号的影响,最终可以找到能够很好的反映刀具磨损程度而不易受其它因素影响的特征,进而可以提高磨损程度判别的准确度。
多元传感器;刀具磨损;小波包分析;声发射
XIE Tan-cheng, MA Jun-da, YUAN Zi-hao, XU Yan-wei
(School of Mechanical and Electrical Engineering, Henan University of Science and Technology,Luoyang Henan 471003,China)
0 引言
多金属切削加工过程是一个复杂的过程,在目前的数控机床自动化加工过程中,其精度高、可靠性好,而且夹具较少,因此工件的加工质量受机床和夹具的影响比较小[1];而在整个切削过程中,刀具总是承受着高温和高压,并且受工件和切屑的剧烈摩擦,刀具状态对加工质量的影响一直存在,因此,刀具的状态对保证加工质量和提高生产率至关重要[2]。据了解,数控加工中由于刀具失效引起的数控机床停机的时间占总故障停机时间的20%~30%[3],因此,对数控机床的刀具磨损状态进行在线监测以降低废品率是十分重要的[4]。
本文在介绍小波包分析原理的基础上,采用振动传感器和声发射传感器获取刀具磨损信号[5],通过正交试验法获取判定刀具磨损程度的特征;此方法既能得到磨损程度对信号的影响程度,又能分析其他因素对信号的影响,最终找到能够有效反映刀具磨损程度而不易受其他因素影响的特征,提高判别准确度。
1 基本原理
1.1小波包变换基本原理
小波包分析(Wavelet Packet Analysis)的提出,提供了一种更加精细的信号分析方法。它不但可以对低频信号进行划分,而且还可以对高频信号作详细的划分。通过小波包分析,能够根据被分析信号的特征自适应的选择相应频带,使之与信号频谱相匹配,从而提高时频分辨率。因此,在工程实际中,小波包具有更加广泛的应用价值[6]。
假设φ(x)和ψ(x)分别是小波函数和正交尺度函数,将他们分别定义为:
(1)
并将与φ(x)、ψ(x)相应的滤波器H(ω)、G(ω)定义为:
(2)
则按照以下递推方法定义一个函数簇:
(3)

(4)
图1为小波包分解示意图,S代表原始信号,简单示意了小波包对信号低频端和高频端均作细分的过程。

图1 小波包分解示意图
试验中通过数据采集卡得到的信号是离散的信号。小波基Daubechies是一种具有紧支撑的正交小波,随着n的增加,dbn小波系的时域支撑长度变长;消失矩阵阶数增加;特征正则性增加,幅频特性也越接近理想。当选取n值较大的高阶db小波时,其构成可近似看成一个理想的低通滤波器和理想的带通滤波器,且具有能量无损性。因此,本文选用能量无损的小波基——db8小波基[7]。
2 试验分析
试验所选刀具为株洲钻石切削刀具股份有限公司生产的标准数控可转位车刀刀片,型号为CNMG120404-PM,相关参数为:可转位硬质合金刀片(YT15),刀具前角γ= 11°,后角α= 0°,主偏角kr= 95°,副偏角kr′= 5°,刃倾角λ= 0°;加工所用工件材料为45号钢棒料。
样品获取方式来自实际的企业生产加工过程,这样获取的试验样品更加真实可信。选取同一批规格完全相同的刀具,在某公司进行实际加工,最终获得不同磨损级别的刀具。其中,获取样品时的吃刀量为0.3~1.0mm,主要加工轴承外圈。所得到的部分刀具后刀面磨损量:0.122mm、0.156mm、0.295mm、0.324mm、0.361mm、0.429mm、0.624mm、0.713mm、0.973mm。
2.1因子对数据的影响试验
本次试验是利用正交表[8]研究刀具磨损量及切削三要素对AE(Acoustic emission,声发射)信号[9]和振动信号的均方根的影响程度。表1为声发射信号和振动信号分析,表2为其均值和极差。
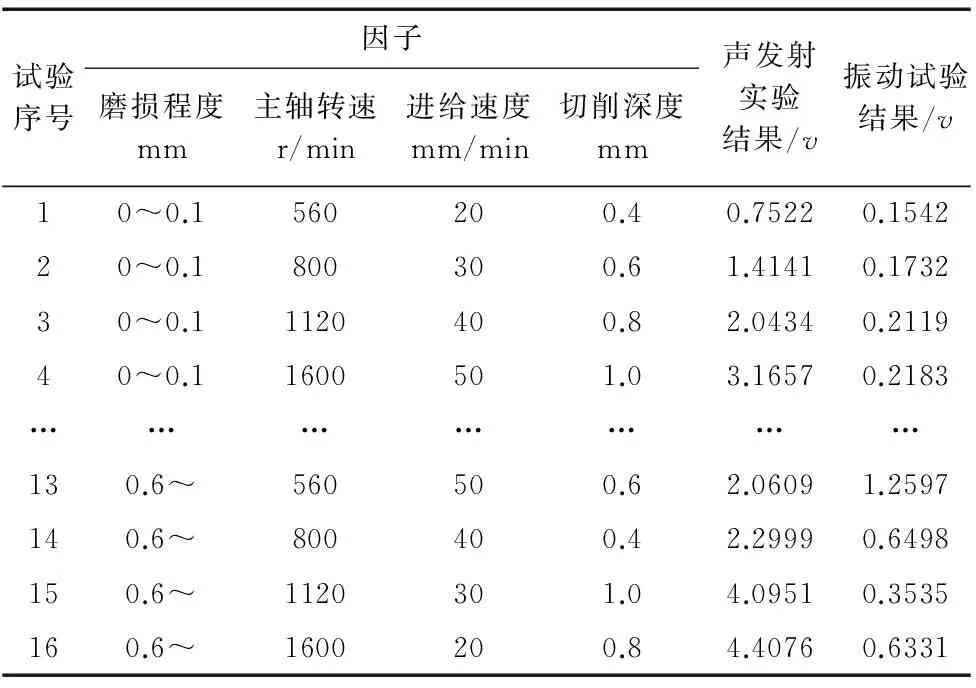
表1 声发射、振动信号实验分析

表2 信号极差与极值
级差越大,说明因子的影响越大,对AE信号而言,如表所示,主轴转速对AE信号影响最明显,其次是磨损程度,然后是切削深度,进给速度影响最小。对振动信号而言,影响最大的是磨损程度,其次是主轴转速,然后是进给速度,最后是切削深度。
2.2不同磨损量的刀具加工试验
工件选用45号钢棒料,使用油基切削液,起到冷却润滑的作用,减少温度变化而引起的振动加剧。主轴转速800r/min,进给速度40mm/min,背吃刀量0.5mm,加工长度10mm。其他参数见表3。

表3 不同磨损量刀具加工试验相关参数
2.2.1振动信号小波包分析
由于信号有效频率不超过13kHz[10],所以避免信息冗余,对6级小波包分解的64个频段只分析前面16个频段(0~31.2kHz),足够完全包括所需研究的信号,其16个频段如表4所示。
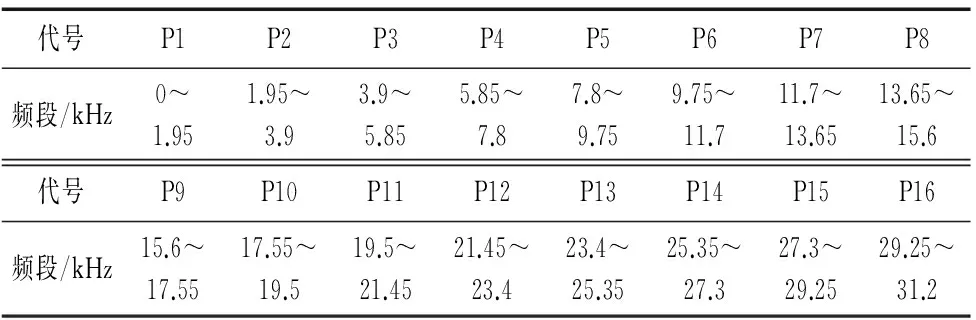
表4 振动信号小波包频段说明
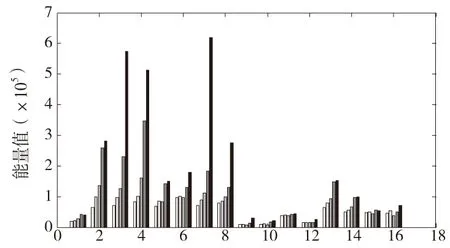
图2 振动信号不同频段的能量值
从图2振动信号不同频段的能量值可以看出,能量主要集中在2、3、4、5、6、7、8、13、14频段。随着刀具磨损加剧,其能量增加较为显著的有2、3、4、7、8频段。所以初步确定振动信号的特征频段为2、3、4、7、8频段,但是由于选择的加速度传感器的有效频率范围为0.7Hz~13kHz(±10%),所以P8频段的信息不一定完全正确,应该舍去,则最初的特征频段为2、3、4、7频段。
然后,利用正交试验获取的试验数据,得出16组中2、3、4、7频段的能量值,并利用正交表(表5)确定最能反映磨损程度并且受外界因素影响最小的特征频段。
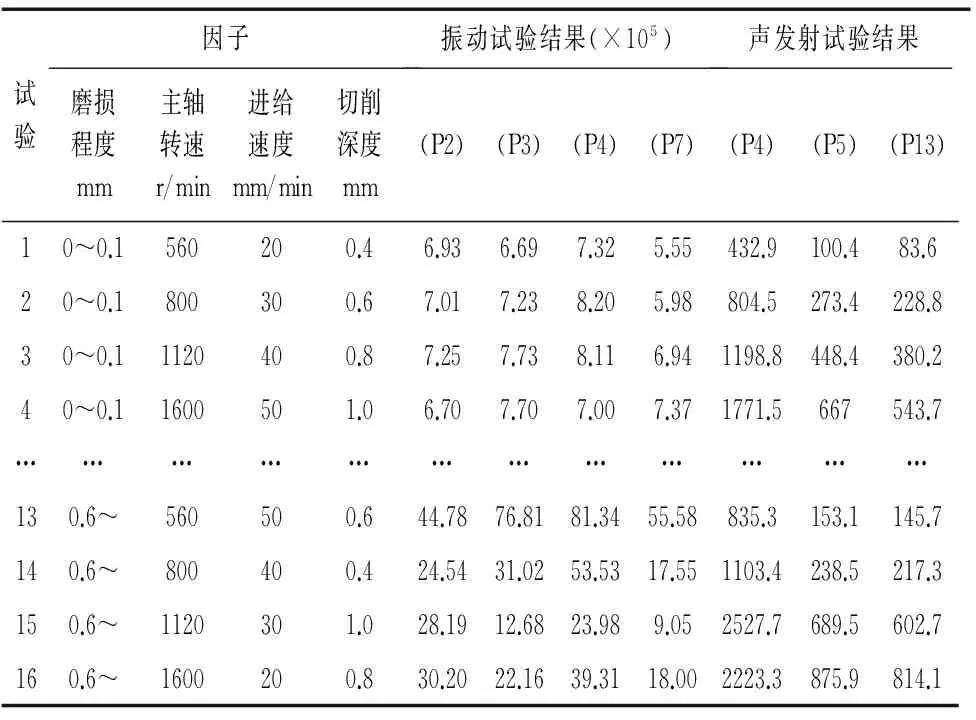
表5 振动、声发射特征频段正交试验表

表6 振动特征频段的正交试验均值分析
根据级差越大,影响越大的基本依据,由表6可以得出P2频段磨损程度影响最大,切削三要素影响都较小,可以不作考虑,所以P2频段是个较理想的特征频段;P3频段:磨损程度(最大级差28.33)影响最大,切削三要素(最大级差19.88、16.44、12.08)的影响次之,其影响不可忽视,因此不可作为特征频段;P4频段:磨损程度(最大级差41.88)影响最大,其次是主轴转速(19.24),然后是进给速度和切削深度。对切削三要素而言,与磨损程度的影响相比,是很不明显的,所以可以作为特征频段;P7频段:虽然磨损程度(最大级差18.59)是影响最大的因子,但是主轴转速(14.62)稍次于它,所以不可作为特征频段。
综上所述,可以作为振动信号的最佳特征频段的是P2频段,即1.95kHz~3.9kHz;次之的是P4频段,即5.85kHz~7.8kHz。
2.2.2AE信号小波包分析
采用5级小波包分解,小波基选取db8,这样可以将每个频段的频率差缩小到31.25kHz。其各频段范围如表7所示。
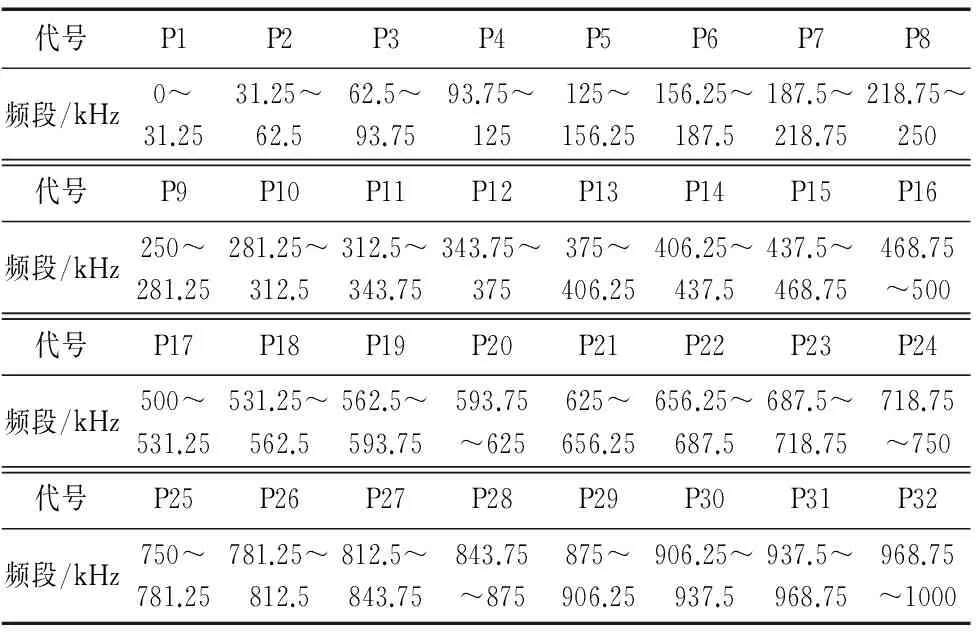
表7 AE信号小波包频段说明
对声发射信号进行小波包分解可得,能量主要存在于P1~P16频段,P17~P32频段几乎没有能量,所以只需分析P1~P16频段即可。
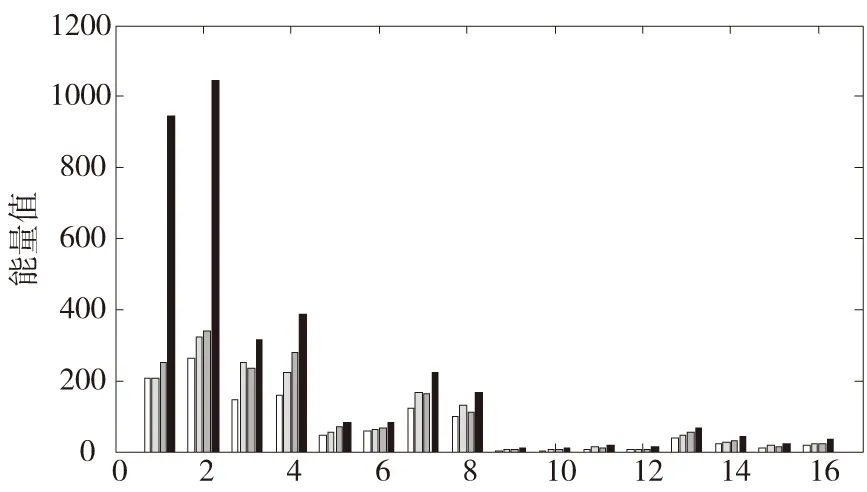
图3 AE信号不同频段能量值
由上图可知,AE信号能量主要存在于P1~P8频段,而随着刀具磨损程度增大,AE信号变化较明显的有P2、P4、P5和P13频段。由于声发射信号的有效频段大于100kHz,所以初步断定特征频段为P4、P5和P13。然后,利用正交试验获取的试验数据,得出16组中P4、P5和P13频段的能量值,并利用正交表(表5)找出最理想的特征频段。
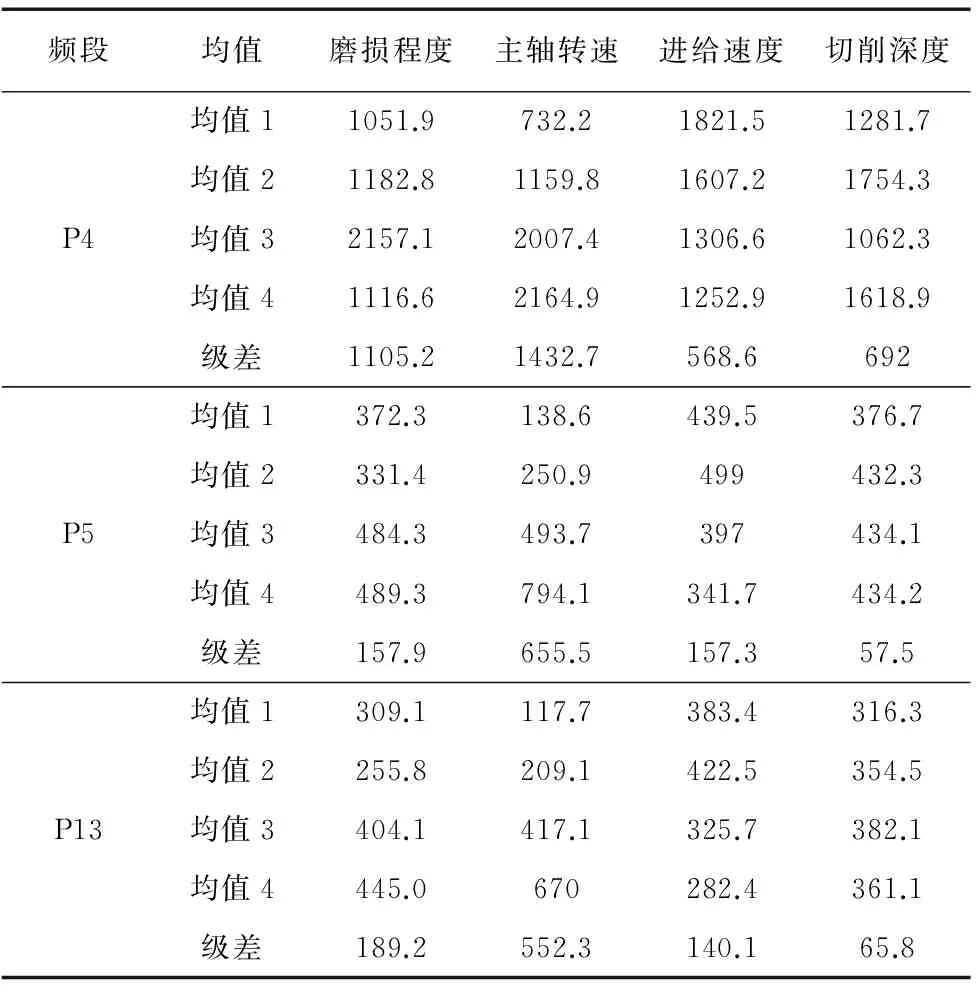
表8 AE信号特征频段的正交试验均值分析
由表8可知,只有P5频段适合作为刀具磨损检测中AE信号的特征频段,频率范围为125kHz ~156.25kHz。由此可得出,在刀具磨损检测系统当中,AE信号特征易受主轴转速的影响,因此需要考虑主轴转速改变时对AE信号特征所产生的影响,降低智能识别的错误率,所以此时的主轴转速必须作为声发射信号的特征值。
3 结论
通过对振动信号和声AE信号进行小波包分解,并利用正交试验法找出振动信号的最佳特征频段为1.95kHz~3.9kHz,次之的是5.85kHz~7.8kHz;AE信号最佳特征频段为125kHz ~156.25kHz。且由分析发现,振动信号的特征频段与刀具磨损关联度很大并不易受外界因素的影响;AE信号的特征频段与刀具磨损关联度也比较大,但其易受主轴转速的影响,所以主轴转速也应该是声发射信号的一个特征。由此获取的特征值,能够增加磨损程度判别的准确度。
[1] 高琛. 刀具磨损状态监测系统研究[D]. 济南:山东大学, 2008.
[2] 高宏力. 切削加工过程中刀具磨损的智能监测技术研究[D]. 西安: 西南交通大学, 2005.
[3] Agustin G, Rodolfo H, Raul T, et al. Tool wear monitoring using neuro-fuzzy techniques: a comparative study in a turning process[J]. Journal of Intelligent Manufacturing, 2012, 23(3): 869-882.
[4] 宁倩. 数控机床刀具磨损状态监测系统及其信息传输标 准研究[D].天津:天津大学,2011.
[5] 庄子杰. 基于声发射和振动法的刀具磨损状态检测研究[D]. 上海: 上海交通大学, 2009.
[6] 李小俚, 姚英学, 袁哲俊, 等. 基于小波模糊神经网络刀具监控系统研究[J]. 机械工程学报, 1998, 34(1): 59-63.
[7] Stepien K, Makiela W, Stoic A, et al. Defining the criteria to select the wavelet type for the assessment of surface quality [J]. Tehnicki Vjesnik-technical Gazette, 2015,22(3): 781-784.
[8] 何为,薛卫东,唐斌. 优化试验设计方法及数据分析[M].北京: 化学工业出版社,2012.
[9] 陈益林, 田正芳, 侯德政, 等. 数控镗刀磨损与破损的声发射监测法[J]. 机床与液压,2012,40(10):111-113.
[10] 朱红波. 基于振动分析的刀具磨损状态与切削参数之间相关关系的试验研究[D]. 石河子:石河子大学, 2012.
(编辑李秀敏)
Experimental Study on the Wear State of NC Tool Based on Multi Sensor
Based on the introduction of the principle of wavelet packet analysis, the acoustic emission sensor and vibration sensor are used to collect the tool wear signal. Then the characteristics of tool wear can be obtained by Orthogonal Experiment. The method of determination about tool wear state can be implemented. Orthogonal Experiment can be used to firstly select the signal feature through this method. Thus, it can obtain the abrasion’s influence on signal and analyze other factors’ influence on signal. Finally, we can find the feature that properly reflects tool wear degree which is not easy to be influenced by the other factors to improve the discrimination degree of tool wear degree.
multi-sensor; tool wear; wavelet packet analysis; acoustic emission
1001-2265(2016)09-0028-04DOI:10.13462/j.cnki.mmtamt.2016.09.008
2015-11-15
国家自然科学基金青年基金资助项目(51305127);河南省教育厅科学技术研究重点项目(14A460018)
颉潭成(1966—),男,河南洛阳人,河南科技大学教授,硕士,研究方向为机电控制技术,(E-mail)xietc@sina.cn。
TH165;TG659
A
