铁路货车车轮踏面圆周磨耗及轮缘磨耗的原因分析及改进措施
2016-10-21冯新平
冯新平
摘 要:随着我国铁路高速和重载的发展,轮轨磨耗问题日趋严重,每年都给铁路运输业造成巨大的经济损失,其解决与否直接影响到铁路的快速发展。为了进一步了解车轮磨耗的原因,从而提出降低磨耗的有效措施,本文分别从转向架形式、车轮位数、轮瓦磨耗、轮轨磨耗等方面对车轮磨耗进行调研,并将影响铁路货车车轮磨耗的主要因素归结为货车轴重、货物周转量、闸瓦质量、车轮硬度、制动形式、闸调器作用影响及基础制动装置制造尺寸等方面。通过对段修车检修轮对磨耗情况的调研、分析,总结了磨耗规律,提出了改进措施,结论表明,推广应用新型车轮以提高车轮踏面及轮辋硬度、进一步提高制动梁、闸瓦托制造、检修质量,严格控制各项尺寸在公差范围之内、加强对闸调器在运用中正确使用、控制同一轮对两车轮的轮径差使车轮踏面磨耗均匀化的有效途径;铁路货车采用状态修的维修管理办法是控制和降低轮缘磨耗发生的有效手段。提出的建议可为改善车轮磨耗,降低检修劳动量,确保运输安全具有实际意义。
关键词:车轮踏面圆周磨耗;轮缘磨耗;原因分析;改进措施
中图分类号: U272 文献标识码: A 文章编号: 1673-1069(2016)21-86-3
0 引言
随着我国铁路高速和重载的发展,车轮损伤形式逐渐呈多样性,尤其是轮对踏面圆周磨耗及轮缘磨耗问题日趋严重,严重影响货车车辆的运行品质,本文对车轮损伤的性质及产生原因进行了分析,对车轮损伤产生的危害进行了阐释,为进一步分析车轮磨耗的规律,探究其产生原因,提出改进措施,本文分别从转向架形式、车轮位数、轮瓦磨耗、轮轨磨耗等方面对车轮磨耗进行调研,并将影响铁路货车车轮磨耗的主要因素归结为货车轴重、货物周转量、车轮硬度、制动形式及基础制动装置制造尺寸等方面。通过对段修车检修轮对磨耗情况的调研、分析,总结了磨耗规律,提出了改进措施,结论表明,推广应用新型车轮以提高车轮踏面及轮辋硬度、进一步提高制动梁、闸瓦托制造、检修质量,严格控制各项尺寸在公差范围之内是降低车轮踏面磨耗并使车轮踏面磨耗均匀化的有效途径。此次调研是为了通过对运用货车轮对故障现象的分析,总结规律,查找损伤产生原因,提出改进措施,降低轴承等零部件的损伤,降低轮对旋修量,提高生产效率,经济效益,保证货车运行平稳性,提高车辆运行品质。
1 车轮损伤及其危害
1.1 车轮的损伤形式
车轮、轮毂是车辆的重要走行部件,在使用中情况较复杂,运用情况恶劣及其在材质及制造工艺上的缺陷等都会造成车轮的损伤,在车轮故障中,踏面擦伤与剥离、车轮裂纹、车轮踏面熔渣、踏面圆周磨耗、轮缘磨耗、轮缘碾堆等,他们都直接威胁着行车安全。
1.1.1 踏面剥离
1.1.1.1 损伤性质
在货车运用中,车轮踏面剥离主要分为制动剥离、接触疲劳剥离及擦伤剥离三种,从材料失效的机理分析,一类是由交变接触应力应力引起的接触疲劳损伤,另一类是由摩擦热循环引起的热疲劳损伤。剥离的产生会加大旋修工作量,降低车轮使用寿命。
1.1.1.2 产生原因
制动剥离是由于制动力不适当,闸瓦与车轮接觸部位产生高热导致车轮踏面金属相变,轮瓦接触部位产生高热,在轮轨接触应力作用下,车轮踏面沿疲劳原形成剥离掉块现象。
接触疲劳剥离是由于轮轨接触应力累积所致,当车轮踏面的剪切应力大于踏面剪切屈服强度时,是车轮踏面表层产生塑性变形,在长期的运行中,踏面表面产生疲劳掉块而形成剥离。
擦伤剥离是由于车轮与钢轨之间出现局部摩擦或滑动摩擦,使踏面产生高热,导致车轮表面金属相变,当紧急制动或制动力过大时,会产生抱闸,在惯性力作用下,车轮会出现滑行或蠕动,较高的摩擦热会导致车轮踏面产生剥离。
1.1.2 踏面制动热裂纹
1.1.2.1 损伤形式
车轮踏面制动热裂纹,一般产生于踏面闸瓦制动方式下,由于制动踏面产生高热,车轮踏面接触区域发生金相组织变化。
1.1.2.2 产生原因
车轮踏面制动热裂纹产生原因主要为制动条件恶劣,制动力不适当造成的。
1.1.3 踏面擦伤
1.1.3.1 损伤形式
车轮踏面呈现类似椭圆痕迹,该部位局部凹陷,擦伤深度较深时,会减低车辆运行品质,并会造成轴承的损伤,严重威胁列车运行安全性。
1.1.3.2 产生原因
在制动过程中,由于如司机操作不当、制动系统不佳等原因造成车轮被抱死,导致轮轨间产生热摩擦,是车轮踏面局部产生相变,形成踏面擦伤。
1.1.4 踏面熔渣
1.1.4.1 损伤形式
主要表现为车轮踏面局部出现熔化现象,熔着深度超限将导致车轮无法再次旋修而报废。
1.1.4.2 产生原因
主要原因为强力制动使闸瓦与车轮踏面之间产生高热引起的。
1.1.5 踏面圆周磨耗
1.1.5.1 损伤形式
近期我段在轮对检修中发现踏面圆周磨耗过限的轮对数量较多,以往的情况踏面磨耗数值多为4mm以下,目前踏面磨耗值经常达到6mm甚至10mm以上,严重破坏了轮对踏面的斜度,使车轮轮缘相对高度增加,降低了车辆的运行品质,车轮踏面圆周磨耗过限严重威胁着铁路货车的运行安全。
1.1.5.2 产生原因
踏面圆周磨耗主要由于制动力不均衡,基础制动装置检修尺寸不合格等造成。
1.1.6 轮缘碾堆
1.1.6.1 损伤形式
轮缘顶部辗堆和轮辋外侧辗宽,会降低车轮使用寿命,还可导致车轮踏面缺损。
1.1.6.2 产生原因
多数由于过弯道时,钢轨与车轮轮缘和轮辋外侧处产生接触应力引起。
1.1.7 轮缘磨耗过限
1.1.7.1 损伤形式
轮缘磨耗多与踏面磨耗超限同时发生,轮缘厚度至磨耗严重者通常能达到21~22mm。
1.1.7.2 产生原因
货车提速重载,转向架抗菱强度差、制动力不均衡、车轮材质等是造成轮缘磨耗的原因。
1.2 车轮损伤的危害
1.2.1 车轮踏面磨耗
①它破坏了踏面的标准外形,使踏面与钢轨经常接触部分的锥度变大,使轮对蛇形运动的波长减小,频率增高,影响车辆运行的平稳性。②踏面磨耗使轮缘增高,轮缘过高时会压坏钢轨连接螺栓,造成车辆脱轨事故。③踏面磨耗严重时,会造成辗堆而使踏面外侧下垂,当通过道岔时,踏面外侧会陷入基本轨与尖轨之间,把基本轨推开,造成脱轨。④增大运行阻力。车轮踏面磨耗后,车轮与钢轨接触面积增大,车轮踏面与钢轨接触的各点与车轴中心的距离是不同的,踏面与钢轨接触各点的滚动距离也不相同,而钢轨各处纵向长度是相同的,这樣车轮与钢轨必然会产生局部滑动摩擦。踏面磨耗严重,踏面与钢轨接触各点与车轴中心距离的偏差越大,则运行的摩擦阻力也越大。⑤车轮踏面圆周磨耗超限后踏面即呈圆形踏面,会破坏踏面的作用,车轮通过道岔时,车轮与钢轨的有效搭载量减少并外移,使踏面外侧产生辗堆,同时会使踏面磨耗,轮缘的相对高度增加。
1.2.2 车轮轮缘偏磨
车轮轮缘偏磨,增加了运行中车辆的振动,对车辆零部件有损伤,容易引起零部件的松弛,特别是缩短了轴承的使用寿命。
1.2.3 轮缘厚度磨耗
轮缘厚度磨耗危害使轮轨间横向游隙增加,在通过曲线是减小了车轮在内测钢轨上的搭载量,容易脱轨;在通过直线时,增加了车辆的横动量,使运行平稳性变差;轮缘根部易产生裂纹,进而造成轮缘缺损,影响运行安全。
1.2.4 轮缘垂直磨耗
轮缘垂直磨耗使车轮通过道岔时,轮缘有可能爬上尖轨造成挤岔或脱轨。
1.2.5 车轮踏面擦伤
车轮踏面擦伤会降低列车运行的平稳性,产生震动并对轴承等部件产生危害。
1.2.6 车轮踏面剥离
车轮踏面剥离会降低车轮使用寿命,造成经济损失。
2 车轮踏面圆周磨耗及轮缘磨耗情况调查
近期我段在轮对检修中发现踏面圆周磨耗过限的轮对数量较多,以往的情况踏面磨耗数值多为4mm以下,目前踏面磨耗值经常达到6mm甚至10mm以上,严重破坏了轮对踏面的斜度,使车轮轮缘相对高度增加,降低了车辆的运行品质,车轮踏面圆周磨耗过限严重威胁着铁路货车的运行安全,为进一步了解列车运行中车轮踏面及轮缘磨耗形成因素,对太北轮对车间2016年1季度段修车检修轮对轮缘、踏面磨耗过限轮对进行了调查统计分析,并对车轮踏面及轮缘磨耗的现车情况进行了分析调研,情况如下:
2.1 段修车检修轮对调研
2016年1季度太北车辆段太北轮对车间收入检修轮对10804对,其中旋修轮对5896对,旋修原因为踏面圆周磨耗导致轮径差过限及轮缘磨耗过限的共计4105对,占检修轮对的38%,占旋修轮对数的70%。
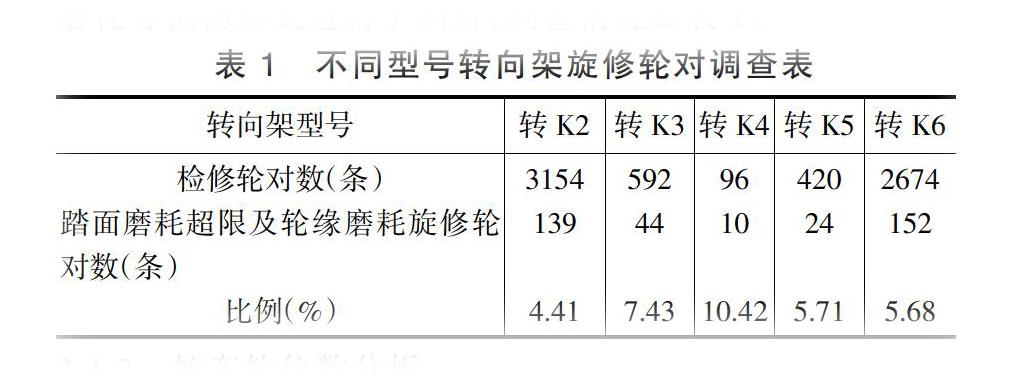
2.1.1 按转向架型号统计情况
转向架抗菱强度低、弹簧挠度小等因素都会使车辆在运行中引起车轮的损伤,为此我们对1734辆车,共计6936条轮对进行了调研,按照转向架的型号对轮对踏面磨耗及轮缘磨耗等损伤形式进行了调研,调查情况如表1。
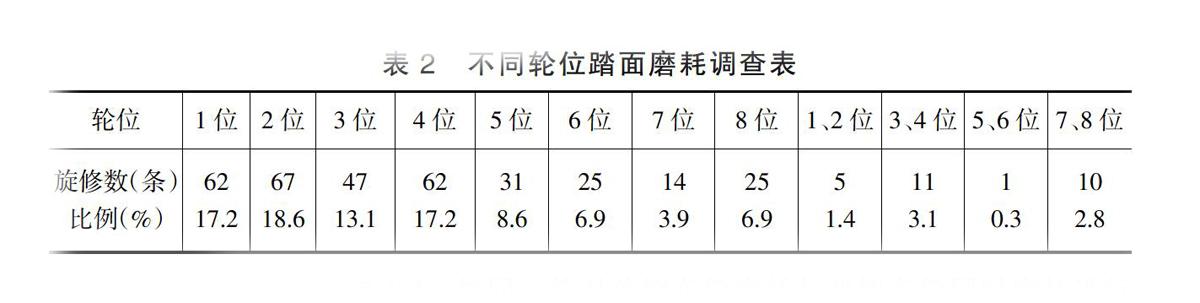
2.1.2 按车轮位数分析
为了进一步调查车轮踏面磨耗及轮缘磨耗是否与列车牵引有关,我们对检修的90辆X1K型专用车的轮对(共计轮对360)进行了调研,按轮位对磨耗情况进行了分析,具体情况见表2。
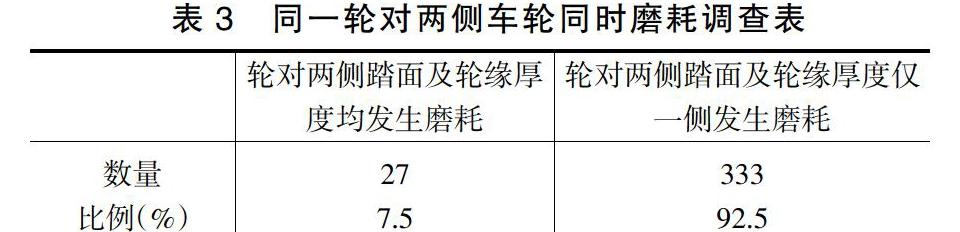
2.1.3 按同一轮对单侧车轮磨耗与两侧车轮同时磨耗进行统计
根据日常检修中轮对磨耗情况的数据统计,我们对段修检修的360条轮对踏面及轮对尺寸进行测量,从车轮踏面及轮缘同一轮对是否两侧同时磨耗或仅仅一侧车轮磨耗进行调研,具体调研情况如表3。
2.2 车轮圆周磨耗调查结论
通过对现场车轮踏面磨耗的调研,得出以下结论:①转K4型转向架磨耗超限轮对比例较大,转K2型转向架磨耗超限轮对比例较小。② 1、2、3、4位车轮磨耗超限比例较大,5、6、7、8位车轮磨耗超限比例较小。③两侧磨耗车轮所占比例较小。④同一轮对两侧车轮均发生磨耗的轮对主要表现为:转K6型转向架发生在车辆3、4位,转K2型转向架发生在车辆7、8位。⑤同一转向架的轮对不是同时发生磨耗。⑥从轮对磨耗的情况来看,磨耗数值在5-11mm之间,且磨耗值为6-7mm的数量较多,说明转向架轮缘踏面磨耗到一定程度后磨耗即停止。
3 车轮踏面磨耗的原因分析
3.1 制动力不均衡,使轮对一侧受强烈的制动力
同一轮对只有一个车轮的轮缘踏面发生磨耗,说明该车不是由于蛇形失稳造成的,发生蛇形失稳时2个车轮同时发生磨耗,通过对闸瓦偏磨的调研以及从制动梁偏移和轮缘与闸瓦磨耗形态来看,判断轮缘磨耗主要为轮瓦磨耗,而非轮轨磨耗,强力的制动使制动梁偏移,一侧闸瓦贴靠轮缘,另一侧闸瓦远离轮缘,制动梁偏移后,两闸瓦的制动力不均衡,造成制动力大的一侧车轮加剧磨耗。
3.2 基础制动装置组装别劲,货车在运行中制动力不均衡
基础制动装置组装别劲,货车在运行中制动力不均衡使制动力过大的一端,闸瓦与车轮磨耗严重,在基础制动装置别劲的同时,在车辆的频繁制动缓解作用下,制动梁端轴及套筒不同程度的磨损,使得制动梁在缓解状态下靠自身重量恢复不到原位,闸瓦始终离不开车轮踏面的某个部位,也是造成车轮踏面磨耗的原因之一。
3.3 基础制动装置组装时,各配合部位组装不合理、组装质量差等
基础制动装置组装时,各配合部位组装不合理、组装质量差等原因造成基础制动装置别劲,特别是制动梁别劲,使得固定杠杆(移动杠杆)与车体纵向铅垂面的夹角超限,从而形成制动梁两端的制动力不均匀,制动力过大的一端,闸瓦与车轮踏面磨耗严重。在车辆的频繁制动缓解作用下,加剧了车轮踏面磨耗。转向架的各部分尺寸均有定位,只有严格按照技术要求组装,才能保证各部分达到合理的作用位置。如果组装尺寸不当,很容易造成组装后的转向架在运用中产生“八”字形变形,使得转向架两侧固定轴距差过大,这样势必会使转向架一侧车轮轮缘贴紧钢轨,加剧磨耗。
3.4 货车缓解不良及长大坡道制动
通过对运用货车运行中出现的制动系统缓解不良故障的调查以及闸瓦磨耗过限情况的统计调查,货车缓解不良及长大坡道制动也是造成踏面磨耗过限的重要因素。
4 车轮踏面及輪缘磨耗的改进意见及措施
通过对段修车检修车轮踏面磨耗及轮缘磨耗情况的调研及现车车轮、闸瓦磨耗情况调研,分别从转向架形式、车轮位数、轮瓦磨耗、轮轨磨耗等方面对车轮磨耗进行调研,并对影响铁路货车车轮磨耗的主要原因进行分析,表明货车轴重、货物周转量、车轮硬度、制动形式及基础制动装置制造尺寸等方面与车轮踏面磨耗及轮缘磨耗均存在一定的关系。为降低车轮踏面磨耗及轮缘磨耗,提出以下改进措施,推广应用新型C级钢车轮以提高车轮踏面及轮辋硬度、进一步提高检修质量,严格控制各项尺寸在公差范围之内等措施是降低车轮踏面磨耗并使车轮踏面磨耗均匀化的有效途径,对降低修车成本、提高生产效率,确保行车安全等具有积极的意义。具体改进意见及措施如下:①进一步提高制动梁、闸瓦托制造、检修质量,严格控制各项尺寸在公差范围之内。②借鉴客车制动技术,货车制动采用如电阻制动、盘形制动等新型制动技术,减少列车纵向冲动,同时也可减少轮对的磨耗。③我国货车采用的轴重系列21t、23t、25t、27t、30t,轴重的区别仅仅是采用了不同的轮型(D型轮对、E型轮对、F型轮对)及不同的轴型(D轴、E轴、F轴),车轮使用HEZA(B、C、D)、HESA、HDS、HFS、HFZ等型车轮,HEZB、HESA型车轮采用ZL-B和CL60钢,HFS、HFZ型车轮采用的ZL-C型和CL70钢,而国外如澳大利亚、南非、巴西等重载货车大轴重车轮通常采用AARC级钢,强度及耐磨性均优于ZL-B和CL60钢,如因此改进车轮材质,如降低车轮钢硫含量,保持车轮的韧性,另外,硅在钢中不形成碳化物,以固溶体形态存在于铁素体中或奥氏体中,采用硅合金化工艺生产的重载车轮同样可减少车轮磨耗,延长车轮使用寿命。④在检修时要严格执行工艺要求,确保落成后投入使用的转向架各部件配合尺寸、技术状态达到最佳状态。并做好单车试验,尤其对闸调器性能试验、空重车性能试验及制动缸推杆复位试验严格试验。⑤运用车间加强试风检查,及时发现并处理缓解不良故障,对于闸瓦厚度过限的要及时更换,以免造成轮对踏面偏磨。
5 结论
随着货车高速重载的发展,轮轨磨耗问题日趋严重,每年都给铁路运输业造成巨大的经济损失,近期我段在轮对检修中发现踏面圆周磨耗过限的轮对数量较多,以往的情况踏面磨耗数值多为4mm以下,目前踏面磨耗值经常达到6mm甚至10mm以上,严重破坏了轮对踏面的斜度,使车轮轮缘相对高度增加,降低了车辆的运行品质,车轮踏面圆周磨耗过限严重威胁着铁路货车的运行安全,为进一步了解列车运行中车轮踏面及轮缘磨耗形成因素,其解决与否直接影响到铁路的快速发展。本文分别从转向架形式、车轮位数、轮瓦磨耗、轮轨磨耗等方面对车轮磨耗进行调研,并将影响铁路货车车轮磨耗的主要因素归结为货车轴重、货物周转量、闸瓦质量、车轮硬度、制动形式、闸调器作用影响及基础制动装置制造尺寸等方面。通过对段修车检修轮对磨耗情况的调研、分析,总结了磨耗规律,提出了改进措施,结论表明,推广应用新型C级钢车轮以提高车轮踏面及轮辋硬度、进一步提高制动梁、闸瓦托制造、检修质量,严格控制各项尺寸在公差范围之内、加强对闸调器在运用中正确使用、控制同一轮对两车轮的轮径差、研制新型高摩合成闸瓦等措施是降低车轮踏面磨耗并使车轮踏面磨耗均匀化的有效途径;铁路货车采用状态修的维修管理办法是控制和降低轮缘磨耗发生的有效手段。提出的建议可为改善车轮磨耗,降低检修劳动量,确保运输安全具有实际意义。
参 考 文 献
[1] 杨绍清,陈雷.铁路货车段修技术与管理[M].北京:中国铁道出版社,2004:145-147.
[2] 刘吉远,陈雷.铁路货车轮轴技术概论[M].北京:中国铁道出版社,2009:9-32.
[3] 铁路货车轮轴组装、检修及管理规则[M].北京:中国铁道出版社,2007:14-16.
[4] 铁路货车制动装置检修规则[M].北京:中国铁道出版社,2008:81-109.
[5] 中国铁路总公司运输局关于印发《C80E(H、F)型通用敞车段修技术要求(暂行)》的通知(运辆货车函〔2015〕503号).
