某电子企业电源转换器质量改善研究
2016-11-05王金春
王金春
摘 要:本文通过质量改进的原则和方法对此问题进行了现状及原因分析,并提出相应的改进措施,在粘胶过程中严格控制,降低机壳粘胶率,提高了产品质量。
关键词:产品质量;质量改进;现状;改进措施
一、质量改进的概念及意义
ISO9000:2000标准将质量改进定义为:“质量改进是质量管理的一部分,致力于增强满足质量要求的能力。”质量改进是在保证现有质量水平的基础上,通过运用质量改善的方法和工具认识生产过程或是生产管理过程中的错误,并将这些错误或是不合理的地方加以改正,使其能够更有效、更合理,从而使得质量水平得到提高。质量改善对企业发展而言意义重大。主要体现在以下几方面:
(1)质量改善最直接表现就是可以提高产品的一次通过
率,在产品的生产过程中总会出现重工和报废现象,而不管是重工还是报废都会直接体现在生产成本的增加上。(2)有利于促进新产品开发,提高产品性能,延长产品的寿命周期。(3)通过改进产品设计方法、改善生产工艺,使资金和技术得到有效利用;产品质量得以提高,降低不合格品率。(4)改进产品质量促进了性能提升,保证企业的市场空间。(5)促进企业内部组织提高质量意识,并贯彻到工作环节,保证企业产品和服务质量的提升。
二、企业电源转换器质量管理现状描述
随着企业的发展,其质量管理水平也在不断地进步,企业已经通过了ISO9000质量管理体系、TL9000和QC080000等多项认证。虽然公司有严格的质量管理体系,但也存在一些不足之处:(1)质量体系执行力弱;(2)企业未落实全面质量管理;(3)不合格品处理不够及时。企业电源转换器机壳粘胶率长期以来始终大于1.5%,由于未在粘胶过程中严格控制质量,大都集中在事后检验,因此,在机壳粘胶过程中质量管理存在严重不足,不合格品率增加。每个月因粘胶造成的重工多到50—60批,返工造成了产线效率低下,产品质量问题层出不穷。而客户端对机壳粘胶率的要求越来越严格,如果机壳粘胶情况不能及时得到改善,将会面对外部客户抱怨和内部重工成本上升的双重压力。
三、机壳粘胶质量改善
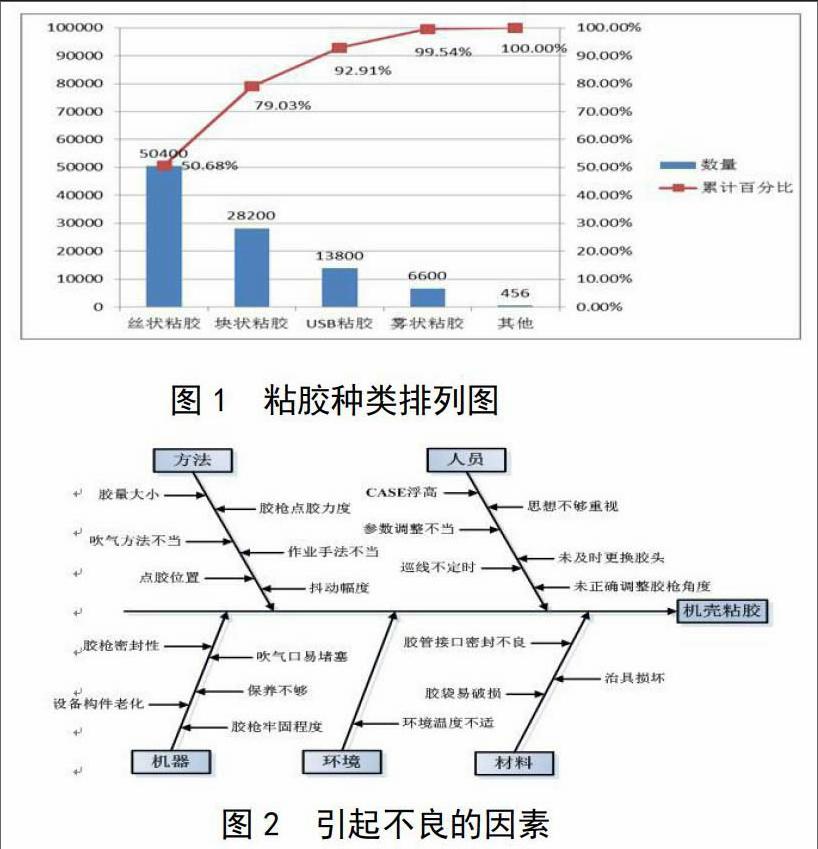
经过观察和分析得知造成粘胶问题的主要原因是快干胶胶枪机构和参数调整不当造成的,所以针对电源转换器粘胶率偏高的问题进行质量改善,需要从导致质量问题的快干胶胶枪机构和参数入手进行改善。根据实际需求,需要达到粘胶不良率为0.8%的目标,随机选择时间段,进行数据收集,在收集数据的过程中观察粘胶的种类并分别统计得到重点改善部分是丝状粘胶、块状粘胶、USB粘胶和雾状粘胶,其中丝状粘胶占比为50.68%、块状粘胶占比为28.35%、USB粘胶占比为13.88%、雾状粘胶占比为6.64%。通过对数据的整理分析得到对于造成不同粘胶不良现象原因占比情况如下:对于丝状粘胶,胶头残留胶丝占41.86%、吹气不当占3.06%、胶枪流胶占5.76%;对于块状粘胶,胶头破损占41.86%、胶头累计残胶占6.25%;对于USB粘胶,胶枪松动占3.73%、铆合压出占4.45%、大治具上有残胶占5.70%;对于雾状粘胶,作业员手上残胶涂抹占6.64%,根据以上统计通过排列图找出主要原因如图1所示,因此可以看出问题主要出自于胶头残留胶丝和胶头破损。由以上造成不良的原因通过鱼刺图从人员、机器、物料、方法、环境方面进行分析总结并有针对性的进行改善,如图2所示。
主要是针对胶头残留胶丝和胶头破损问题进行改进。通过对造成该问题的原因的详细分析,得到如下的改进策略。(1)加强作业员在装机时的规范操作;(2)在UV胶点胶处后增加下压
CASE的气缸;(3)将胶枪倾斜角度统一调整并使其标准化;(4)在胶枪的横向移动位和纵向移动位各增加一枚螺丝进行固定;(5)调整吹气嘴角度、时间和吹气量;(6)统一参数。通过对出现粘胶质量问题分析,采取以上策略对机壳粘胶率过高问题进行质量改进取得相应的效果,可看出改进后降低了电源转换器的机壳粘胶率,质量得以提高,有助于效率的提升和成本的降低。
结论:在对电源转换器机壳粘胶不良的质量改善中,利用质量改进的原则及相关改进方法,结合相关数据和实际情况,分析出导致机壳粘胶不良的原因,针对问题提出了改进策略,完成了制定的改善目标。在此次改善活动中主要是对丝状粘胶和块状粘胶两个质量问题作了重点改善研究,通过对改善结果的确认,机壳的粘胶不良率有改善前的1.8%减低到不足0.8%,完成了事先制定的改善目标,提高了产品的一次通过率,降低了生产成本,达到了大大降低客户抱怨及退货、减少随线质量管理人员的工作量和节省重工费用的目的。
参考文献:
[1] 王金虎. 服务质量综合评价模型研究[D]. 南开大学, 2004.
