核电低压隔板找中质量控制的关键点
2016-10-21罗勇周振林
罗勇,周振林
(东方汽轮机有限公司,四川德阳,618000)
核电低压隔板找中质量控制的关键点
罗勇,周振林
(东方汽轮机有限公司,四川德阳,618000)
质量是企业的生存之本,加强质量控制对企业具有深远的意义。文章主要就HD1080核电项目低压模块总装进行实例分析,从中选取影响质量控制的要点,对此要点的模型建立、数据分析及对质量控制的影响等方面展开详细论述。
质量控制,汽轮机,核电,隔板找中
0 引言
东方汽轮机有限公司核电项目是公司发电设备的主要产品,相对于其他发电产品而言其优点为:(1)消耗资源少;(2)能量转换率高;(3)环境影响小。然而,核电的发展也具有其高风险性,若不能有效地控制核电汽轮机的产品质量,一旦发生事故将带来毁灭性的灾难。而汽轮机总装作为产品交付用户前的最后环节,因此对其质量控制尤为重要。正是基于以上分析,本文以HD1080核电项目低压模块总装隔板找中进行分析,就总装过程中质量控制关键点等方面展开详细论述。
1 核电低压模块总装过程中质量控制概述
本部分首先对核电低压模块总装过程进行简单介绍,然后从中分析质量控制关键点,并以此关键点引入下阶段的分析。
1.1核电低压模块总装流程简述
核电低压模块主要由电机侧、汽机侧排气锥体上下半和低压内缸上下半组成。总装的主要流程包括:低压内缸下半接配、低压内缸上半接配、开缸状态找中、合缸找中等步骤。通过以上步骤实现核电低压模块的厂内总装。
1.2核电低压模块总装质量控制关键点分析
总装每个环节都是对核电汽轮机出厂前质量的验证,通过各个环节的数据测量等工作,确保在将产品提交于用户前彻底解决质量问题,因此,如何控制好总装时的质量具有深远的意义。
在汽轮机运行过程中若转子中心和静体中心不重合,会使机组产生振动,轴瓦表面产生单侧磨损,严重时甚至造成转子与静体间的互相碰擦,汽封齿磨损而使汽封漏汽量增加,其产生的后果是直接影响机组的发电效率和使用寿命。而对核电低压整个总装过程及对机组运行重要性进行分析,可以看出,隔板找中主要目的是使转子与静体之间保持准确的同心度,确保汽轮机可靠运行。而核电低压隔板找中的工作量大、难度高,主要体现为:(1)核电低压的级数多;(2)开缸状态和合缸状态机组会存在一定的下沉量;(3)厂内总装过程中并不能模拟汽轮机实际运行工况;(4)核电低压转子并不参与整个总装过程。基于以上对核电低压隔板找中重要性和难度进行分析,可以看出,确保核电机组运行平稳正是质量控制的关键点。
2 核电低压模块开缸状态找中模型
本部分首先对核电低压模块找中建立钢丝模型,同时建立隔板数据模型。通过以上模型的定义得到总装时隔板悬挂销及底键偏心量计算方法。
2.1钢丝基准模型
汽轮机找中方法主要有钢丝找中和假轴找中。对以上两种找中方式进行分析,可以看出钢丝找中与假轴找中相比较有如下优点:(1)设备简单、成本低;(2)测量速度快、数据准确率高;(3)安装拆除方便。正是由于钢丝找中的诸多优点,在核电低压隔板找中时将使用钢丝当作汽轮机的假想中心线,然后按钢丝的中心来找正中心。
钢丝挠度计算公式为:
fx=1.543 3X(L-X)/2G
式中:L为两支点的跨距;X为测点到支点的距离;G为挂重(kg)。
在核电低压隔板找中过程中,采用的是0.5 mm琴钢丝,钢丝弹性模量为1.543 3,挂重为20 kg。
2.2隔板数据模型
图1为隔板模型及其与汽缸的连接方式。
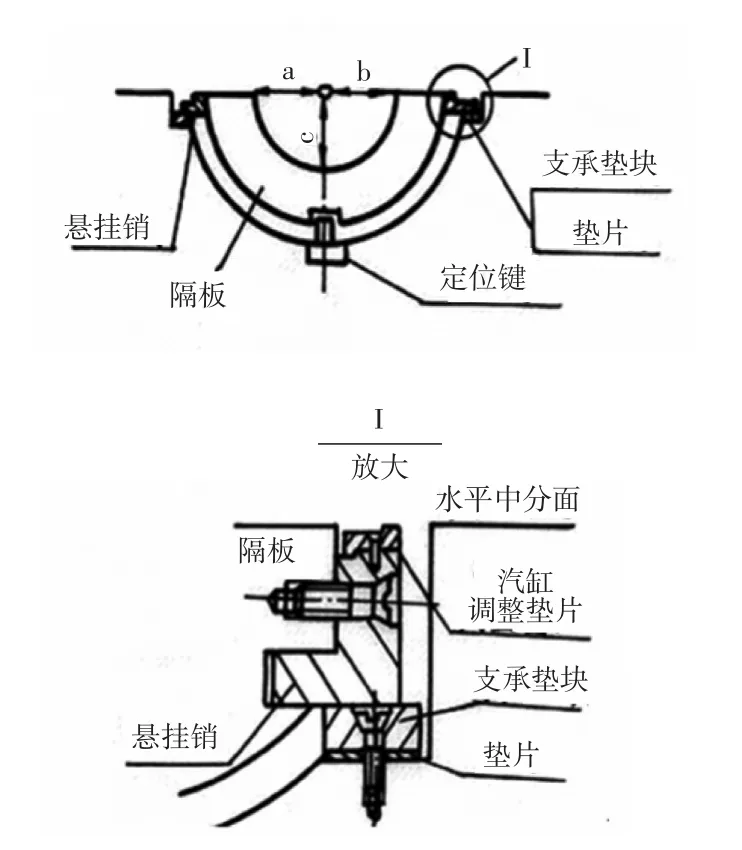
图1 隔板模型及其与汽缸的连接方式图
为了便于隔板找中过程的计算,对低压总装隔板模型进行如下定义:
定义1:电机侧用G表示;
定义2:汽机侧用T表示;
定义3:各级隔板用i表示;
定义4:a值为左侧;
定义5:b值为右侧;
定义6:c值为下侧;
定义7:d值为上侧;
定义8:电机侧第i级隔板左侧相对于中分面高低差为:GHia;
定义9:电机侧第i级隔板右侧相对于中分面高低差为:GHib;
定义10:汽机侧第i级隔板左侧相对于中分面高低差为:THia;
定义11:汽机侧第i级隔板右侧相对于中分面高低差为:THib;
定义12:电机侧第i级隔板左侧相对于钢丝距离为:GLia;
定义13:电机侧第i级隔板右侧相对于钢丝距离为:GLib;
定义14:电机侧第i级隔板下侧相对于钢丝距离为:GLic;
定义15:电机侧第i级隔板上侧相对于钢丝距离为:GLid;
定义16:汽机侧第i级隔板左侧相对于钢丝距离为:TLia;
定义17:汽机侧第i级隔板右侧相对于钢丝距离为:TLib;
定义18:汽机侧第i级隔板下侧相对于钢丝距离为:TLic;
定义19:汽机侧第i级隔板上侧相对于钢丝距离为:TLid;
定义20:电机侧第i级隔板左侧垫片厚度:GDia;
定义21:电机侧第i级隔板右侧垫片厚度:GDib;
定义22:汽机侧第i级隔板左侧垫片厚度:TDia;
定义23:汽机侧第i级隔板右侧垫片厚度:TDib;
定义24:电机侧第i级隔板底键左偏心量:GPia;
定义25:电机侧第i级隔板底键右偏心量:GPib;
定义26:汽机侧第i级隔板底键左偏心量:TPia;
定义27:汽机侧第i级隔板底键右偏心量:TPib。
2.3调整隔板高低差
根据以上对隔板数据的定义,为保证每级隔板水平,因此,需调整各级隔板悬挂销下的垫片。
电机侧垫片厚度分为:
若GHia>GHib,则GDia=GHia-GHib;
若GHia<GHib,则GDib=GHib-GHia。
汽机侧垫片厚度分为:
若THia>THib,则TDia=THia-THib;
若THia<THib,则TDib=THib-THia。
2.4调整底键偏心尺寸
利用内径千分尺测量各级隔板与钢丝基准之间的距离,通过测量的数据计算底键的加工尺寸。
电机侧各级底键的偏心量为:
若GLia>GLib,则GPia=(GLia-GLib)/2;
若GLia<GLib,则GPib=(GLib-GLia)/2。
汽机侧各级底键的偏心量为:
若TLia>TLib,则TPia=(TLia-TLib)/2;
若TLia<TLib,则TPib=(TLib-TLia)/2。
2.5调整悬挂销垫片厚度
调整隔板下侧与钢丝之间的距离,其调整方式为同时增加各级隔板悬挂销下的垫片厚度,并且满足如下要求:
电机侧:
GLic-(GLia+GLib)/2+(fx-f)=-0.6-0.75=-1.35 mm汽机侧:
TLic-(TLia+TLib)/2+(fx-f)=-0.6-0.75=-1.35 mm各级隔板悬挂销下垫片的厚度为:电机侧:
GDia=GDib=GLic-(GLia+GLib)/2+(fx-f)+1.35
汽机侧:
TDia=TDib=TLic-(TLia+TLib)/2+(fx-f)+1.35
3HD1080LP2低压模块数据求解模型
本部分利用低压总装时的实测数据对模型进行求解,通过数据验证模型的合理性、可靠性。
3.1钢丝挠度基准计算
根据测量的钢丝支点之间的距离计算出钢丝挠度值,并进行基准转换,如表1所示。
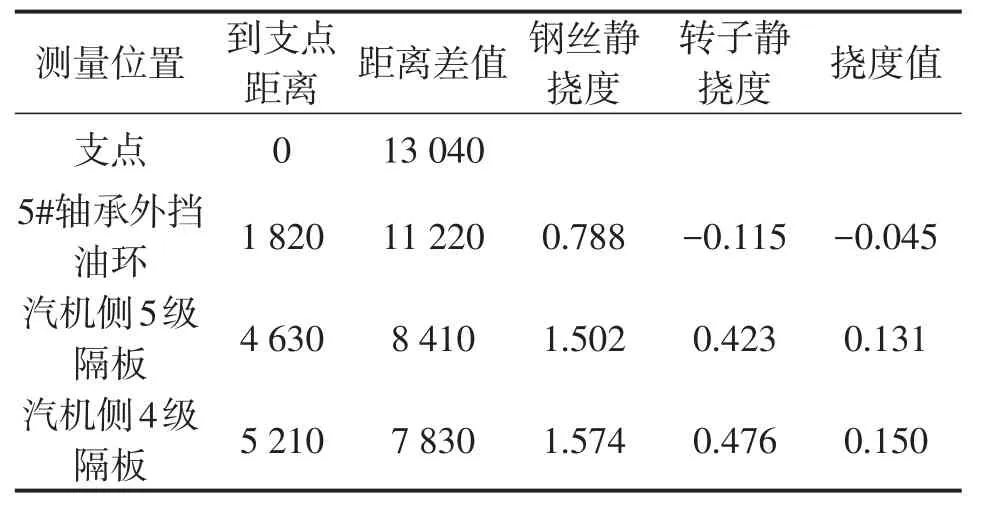
表1 低压钢丝挠度补偿计算mm
3.2建立钢丝基准
测量汽机侧、电机侧与钢丝之间的距离,并进行调整,得到如表2所示的数据。
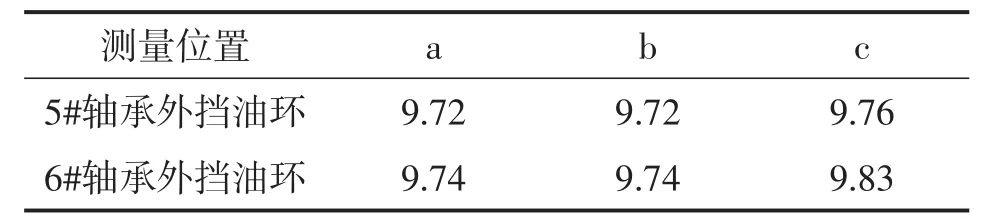
表2 钢丝基准数据mm
3.3计算隔板高低差
利用深度千分尺测量各级隔板相对于水平中分面的高低差,如表3所示。
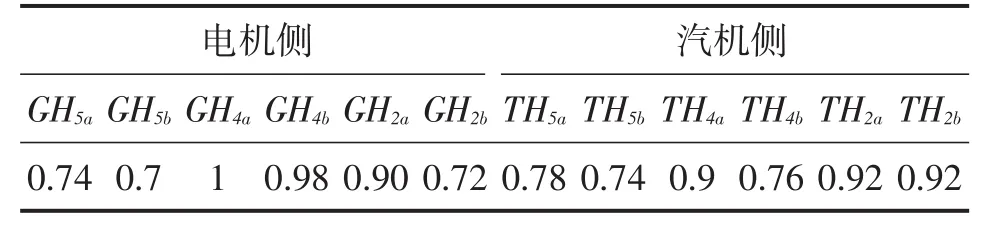
表3 隔板高低差mm
通过以上实测数据,需对各级隔板悬挂销下的垫片进行调整,调整厚度如表4所示。
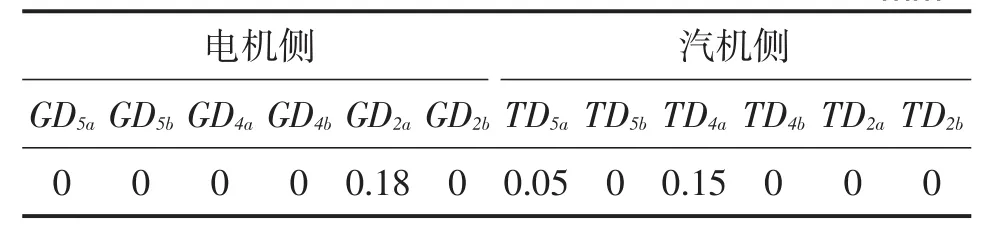
表4 隔板垫片厚度mm
3.4计算底键偏心量
利用内径千分尺测量各级隔板距钢丝基准的距离,如表5所示。
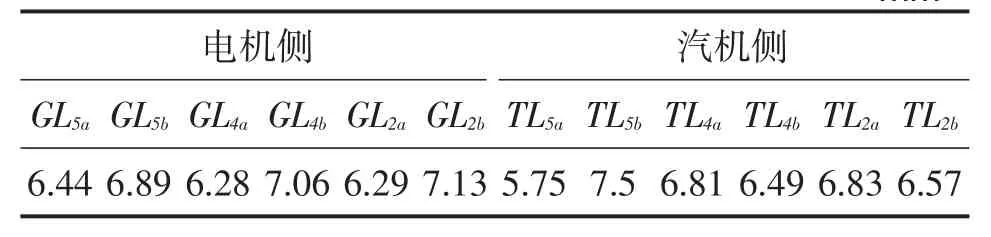
表5 隔板距钢丝基准左右的距离mm
通过以上数据计算出各工艺底键的偏心量如表6所示。
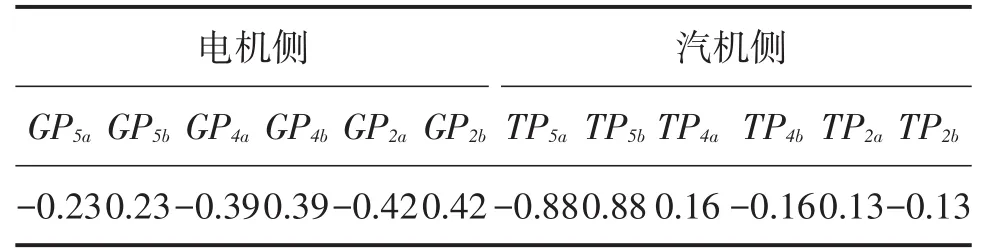
表6 底键偏心量mm
3.5计算隔板左右悬挂销垫片厚度
在测量隔板左右距钢丝基准的同时,测量每级隔板底部与钢丝基准的高度差,如表7所示。
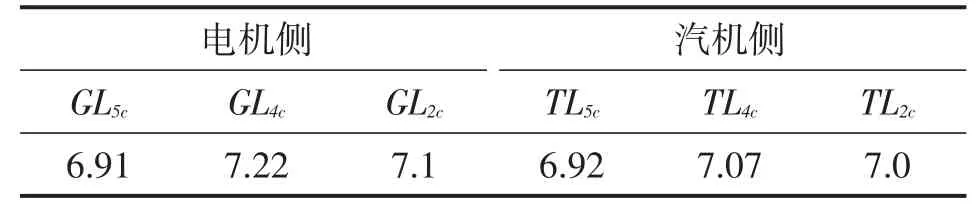
表7 各级隔板距钢丝的高度差mm
通过公式计算各级隔板左右悬挂销下需增加的垫片厚度,如表8所示。
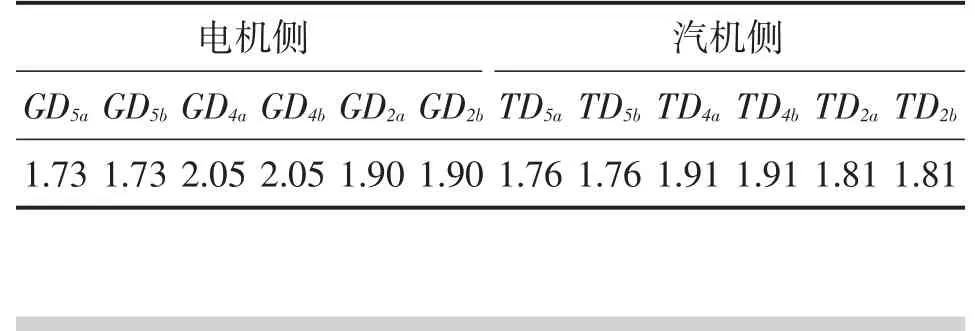
表8 隔板垫片厚度mm
4 HD1080LP2低压模块总装结果分析
通过第3节对总装数据的计算和验证,最终获得了底键的偏心量及悬挂销垫片的厚度。在合缸的状态下重新测量数据,验证找中方法的可靠性。本节中所用的数据均为合缸状态下实测数据。
根据以上方式调整底键和悬挂销垫片,得到各级隔板数值,如表9所示。
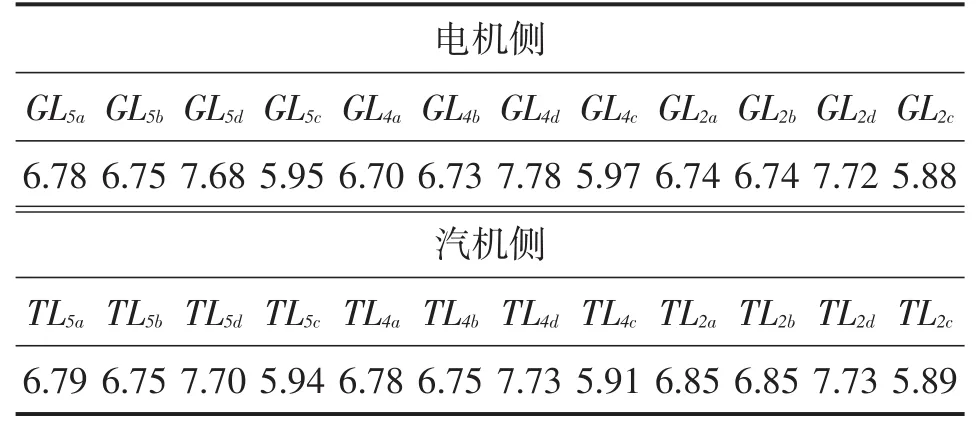
表9 隔板数值mm
通过以上数据的分析,满足工艺HD1080A-09TC2-2292-02(V1.0)中关于隔板找中要求:dc-2(fx-f)=1.5±0.05 mm的相关数据。从而证明对低压内缸找中模型建立的正确性。同时通过找中对底键偏心量及悬挂销垫片的调整,确保汽轮机在发往电厂参与总装时候的准确性,并且也确保了汽轮机发电效率。正是基于此,可以看出低压内缸找中方法的正确性和合理性是汽轮机质量控制的关键工序,对整机质量有着深远的影响意义。
5 结论
本文以汽轮机核电产品质量为出发点,阐述了汽轮机总装是质量控制的关键及最后环节,并从中发现钢丝找中是质量控制的关键点。基于以上质量关键点的分析,本文首先建立了钢丝基准模型、隔板数据模型、底键及悬挂销垫片计算公式;其次,利用实测数据对模型进行求解;最后,利用合缸后的数据验证模型及计算方法的可靠性。通过上述方式确保汽轮机在出厂时无质量问题,也保证了发电效率。
Key Point Quality Control of Nuclear Steam Turbine Diaphragm Centering
Luo Yong,Zhou Zhenlin
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
Quality is the survival of the enterprise,it has far-reaching significance,which strengthen the quality control of the enterprise.This article focuses on HD1080 nuclear power projects in low-voltage module assembly,selects from the impact point of quality control on the main point of this model,discusses the model building,data analysis and the impact on quality control and other expanded in detail.
quality control,turbine,nuclear,diaphragm centering
TK266
B
1674-9987(2016)03-0070-05
10.13808/j.cnki.issn1674-9987.2016.03.016
罗勇(1986-),男,工学硕士,工程师,2011年毕业于西安交通大学机械制造专业,一直从事质量管理工作。
