光气尾气处理技术对比
2016-10-19王佰亮
王佰亮
(沈阳化工研究院设计工程有限公司,辽宁 沈阳 110021)
光气尾气处理技术对比
王佰亮
(沈阳化工研究院设计工程有限公司,辽宁 沈阳 110021)
介绍了目前工业光气尾气的主要处理技术,简述了碱液法、氨法、蒸汽法、催化水解法的作用机理,并对其优缺点进行了比较分析。特别介绍了催化水解法的处理工艺过程,认为催化水解法将会成为未来光气尾气处理最先进、安全的处理技术之一。
光气;技术对比;发展趋势;催化水解
光气又称碳酰氯,在常温常压下为无色极毒的气体,化学反应活性较高,遇水后有强烈腐蚀性。光气是一种重要的有机合成原料,可作聚氨酯制品处理剂、增塑剂、聚碳酸酯原料、纤维处理剂、除草剂、炸药稳定剂、染料、染料中间体和药品原料等,有许多用途。但是,光气在生产及使用过程中,由于受生产方法、生产能力及技术发展水平等条件的制约,很难完全彻底将光气尾气去除。光气的毒性比氯气约大10倍又易挥发,所以防止微量光气对环境的污染,避免人畜中毒,将不能回收的光气分解破坏,就成为一项十分重要的工作。
1 光气排放及安全生产的趋势分析
我国国家环境保护局于1996年4月12日批准发布了中华人民共和国国家标准《大气污染物综合排放标准》。本标准规定了光气的排放限值,其中包括了新污染源光气排放限值[1](表1)。随后,广东省结合自身实际情况,参照国家标准,由广东省环境保护局与广东省质量技术监督局联合发布了广东省地方标准,规定2002年1月1日起建设项目执行新的排放限值[2](表1)。
由于国家标准《大气污染物综合排放标准》从1997年开始实施以来,已经执行20年,其中国家对光气的排放指标一直没有修订。近年来,为控制大气污染,改善环境空气质量,保障人体健康,维护生态平衡,促进经济和社会的发展,各省、直辖市结合自身实际情况,根据《中华人民共和国环境保护法》、《中华人民共和国大气污染防治法》和有关规定,陆续发布了各自的地方标准,其中就包括了新建企业的光气污染物排放限值[3-5](表2)。从表2中的数据分析可以看出,各直辖市对新建、改建、扩建企业的光气相对应的最高允许排放速率要求越来越高,这就要求排放光气尾气的生产企业必须严格按照地方标准进行排放。预计不久以后,其他各省对光气污染物的排放标准也会陆续更新,同时对排放限值的要求也会更加严格。

表1 光气排放限值
国家质量监督检验检疫总局于2003年3月发布了《光气及光气化产品生产安全规程GB 19041-2003》,规定了光气及光气化产品生产和生产装置设计的安全要求[6]。国家安全生产监督管理总局于2014年10月制定了《光气及光气化产品安全生产管理指南》,明确严格限制涉及光气及光气化的新建项目,严格控制新增光气布点,更加明确规定了光气及光气化产品生产单位合理规划布局、设计、操作管理、毒理学管理、职业健康、急救、实验室安全以及应急救援等管理工作。可以看出,近年来国家对光气生产的重视程度越来越高,这就要求企业必须采取先进、可靠、安全的生产技术和管理规范来保证周边环境不受污染。
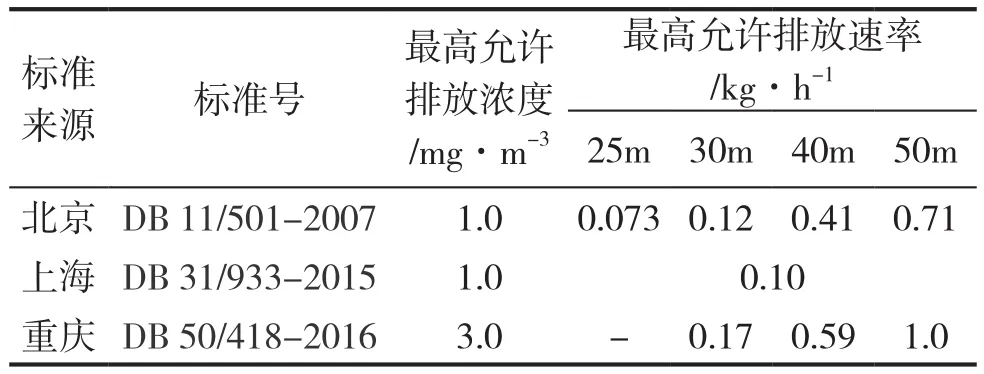
表2 光气排放限值
2 光气尾气处理技术的对比分析
近年来国家及各省、直辖市制定新的规范后,要求涉及光气产品的生产企业、研发机构、设计单位等必须采用更为安全、环保、可靠的先进处理技术控制光气对人的危害。
光气尾气的来源基本来自下面几种情况[7]:液化光气尾气、光气化过程尾气、装置安全泄压系统(泄压阀、爆破片等)排气、装置安全抽吸系统抽吸气。前两种气源为稳定气源,应先回收有用气体。回收方法主要采用深冷法和溶剂吸收法[8],一般都是光气生产厂采用。以光气为原料合成农药时,排出来的废气主要是副产氯化氢和未反应的过剩光气,但经深冷法或溶剂吸收法回收后的废气所含光气的浓度一般都远远高于排放标准所规定的浓度,必须经过破坏性处理后才能排放到大气中[9]。工业上采用的含光气废气破坏处理方法有碱液法、氨法、焚烧法和催化水解法[10]。现将各种方法的优、缺点进行对比分析如下。
2.1 碱液法
首先将NaOH配制成浓度约10%~20%的溶液,通过输送泵在塔或罐内与含光气的尾气接触并反应,放出的热量通过外循环换热器移走,生成氯化钠、碳酸钠等无机盐,反应原理为:4NaOH+COCl2→Na2CO3+2NaCl+2H2O。用喷淋或鼓泡吸收的方法破坏光气,可采用喷淋塔、波纹塔、鼓泡洗气罐等设备,一般对光气的处理效果在80%左右,最高能达到90%。通常在紧急情况下,都是通过碱洗法破坏光气。
优点:设备较为简单,运行稳定可靠,不会产生二次污染。
缺点:该法在生产上应用时,如果尾气中含有氯化氢,需先除掉,否则会消耗大量氢氧化钠。同时酸碱中和放出的热量如不能及时移走,会导致溶液温度过高,大大降低对光气尾气的破坏效果。更主要的是长期连续运行成本高,且对尾气中含量较高的光气破坏不彻底。
2.2 氨法
将配制好的NH3或NH4OH溶液与光气反应,反应机理为:4NH3+COCl2→CO(NH2)2+2NH4Cl。原理同碱液法基本相似,在工业生产上使用该法较少。
优点:设备简单,光气与氨接触反应速度较快,破坏更彻底些,去除效率可高达90%以上,同时,反应过程中生成的氯化氨以及尿素达到一定量时,可回收利用。
缺点:由于氨的价格较高,不宜单独采用,而是作为辅助处理措施,如在通过热水、碱液法后采用,或在事故发生时作为紧急喷氨处理时使用[10]。
2.3 蒸汽法
光气与蒸汽接触后发生水解反应,反应机理为:H2O+COCl2→CO2+2HCl。水解生成的HCl连同水汽,通过冷凝回收盐酸,水解反应速度随温度提高而加快。此法是一种较老的传统办法。
优点:在工业上为加快反应速度,多采用过热蒸汽,一般破坏效率可达95%以上。所采用的设备通常是蒸汽喷射泵。如设备保温好,延长接触时间,破坏效率还可提高。
缺点:因产物氯化氢吸收水后成为盐酸,腐蚀性较强,因此喷射泵及接收贮槽需采用耐热且耐盐酸腐蚀的材料制成,设备材料要求高。且此法蒸汽与冷却水用量大,处理费用较高,工业上很少采用。
2.4 催化水解法
光气与水在填料塔内通过催化剂在适宜的温度下发生水解反应,反应原理为:H2O+COCl2→CO2+2HCl。如果尾气中含有有机溶剂及盐酸,一般先将尾气中的有机溶剂经冷凝器冷凝,再通过降膜吸收器吸收盐酸后,含光气尾气经填料塔内的催化剂发生水解反应,从而达到破坏光气的目的。
优点:流程简单,破坏效率可达95%以上,操作方便,无二次污染,有很高的经济效益和环境效益。
缺点:首次投资相对费用较高。
对以上4种光气尾气的处理技术进行比较,碱液法、氨法、蒸汽法进行分解破坏,不仅消耗大量化工原料,增加产品成本,而且处理效果不够理想,一般都达不到排放要求。而催化水解法处理光气尾气技术先进,运行费用低,节约能源,投资适中,操作方便,经济合理,且处理效果明显,从企业长远利益发展考虑,长期运行成本要远远低于氨法、蒸汽法、碱法。该法采用的催化剂主要有活性炭、SN-7501。由于活性炭存在价格高、再生困难、氧化铝易被氯气腐蚀等缺陷,因此近年来国内已不再采用。SN-7501是一种以硅砂为骨架,表面为活性硅铝膜型的光气水解专用催化剂。侯纪蓉[11]通过实验得出SN-7501催化剂的最佳使用条件,并分别从反应温度、尾气中氯气含量、喷淋液中盐酸浓度、有机溶剂等方面研究了对催化剂处理能力的影响程度,得出不同浓度的光气尾气经催化水解处理后均可达到国家排放标准。工业生产上处理光气尾气采用催化水解法的工艺流程可分3个步骤:前处理单元、光气分解吸收单元、后处理单元。将含有光气的尾气,先经缓冲收集罐后,尾气夹带的有机溶剂通过冷凝器回用,再经活性炭吸附后,含光气尾气再进入催化水解塔破坏光气,回收盐酸可套用,当达到一定浓度后可外卖,最后再经水吸收、碱吸收塔排放合格尾气。如果尾气中盐酸含量较低时,可将光气的分解破坏和盐酸的吸收集成到一台设备上完成,简化工艺流程,减少装置占地面积。如果尾气中盐酸含量较高时,需在光气分解吸收单元前增加降膜吸收器将盐酸吸收后,再通过光气分解塔破坏光气。另外,由于国家及地方对光气污染物排放的标准要求越来越严格,且对光气的安全操作管理要求更加规范,催化水解法可采用DCS控制系统,关键参数能够实现自动调节控制,从而大大降低了工人现场手动误操作带来的风险,可满足国家安全监管总局对重点危险化学品的监管要求。
3 结语
国家环保法规日益健全,要求越来越严,不仅对已建装置含光气尾气的排放浓度有明确规定,而且对新建、改建也有严格限制,这就迫使含光气尾气的生产企业考虑如何能够有效地处理废气,达到国家排放要求。同时,期望光气尾气处理技术能够在科研、设计和生产单位的通力合作下,逐步完善优化工艺,改进设备,稳定操作,以提高光气尾气的处理技术,从合理规划布局、设计、应急救援等方面,减轻环境污染。
[1] GB 16297-1996,大气污染物综合排放标准[S].
[2] DB 44/27-2001,大气污染物综合排放限值[S].
[3] DB 11/501-2007,大气污染物综合排放标准[S].
[4] DB 31/933-2015,大气污染物综合排放标准[S].
[5] DB 50/418-2016,大气污染物综合排放标准[S].
[6] GB 19041-2003,光气及光气化产品生产安全规程[S].
[7] 张建宇.雷粮林,汪影,等.光气生产技术及光气化产品开发进展[J].农药,2004,43(6):245-248.
[8] 雷粮林,涂小姝,高洪建.我国光气及光气化产品概述[A].第六界全国农药交流会议文集[C].中国农药工业协会,2007.
[9] 辛娴.含光气尾气的治理[J].江苏氯碱,2002(4):24-25.
[10] 蔡俊燕.浅谈尾气中光气的治理[J].中国氯碱,2001(5):44-45.
[11] 侯纪蓉.如何提高光气尾气的处理效果[J].化工环保,1999,19(5):287-290.
Comparison of Phosgene Gas Treatment Technology
WANG Bai-liang
(Shenyang Chemical Industry Research Institute Design Engineering Co.Ltd., Shenyang 110021, China)
The current industrial phosgene exhaust treatment technology was introduced, the mechanism of alkali, ammonia, steam method, catalytic hydrolysis was described, the advantages and disadvantages were comparative analysis.Catalyzed hydrolysis method was especially introduced, and thought that catalytic hydrolysis method would become one of the most advanced, safe phosgene gas processing technology in the future.
chemical industrial wastewater; corporate research; current issues; treatment recommendation
X 701
A
1671-9905(2016)09-0035-03
王佰亮(1979-),男,辽宁营口人,工程师,硕士,研究方向:化工工艺设计及技术开发。E-mail:wbailiang@sina.com
2016-07-20
