带压密封技术在次高压管线法兰泄漏修复应用分析
2016-10-17上海煤气第二管线工程有限公司
上海煤气第二管线工程有限公司 戴 斌
带压密封技术在次高压管线法兰泄漏修复应用分析
上海煤气第二管线工程有限公司戴斌
对于高/次高压门站法兰泄漏采用常规带压动火焊接堵漏技术一般需要停输作业且存在一定安全风险,而采用注剂式带压密封技术可实现在不停输、不泄压、不动火的情况下修复系统泄露部位。文章以上海市天然气管网某连续运行次高压门站法兰泄漏采用注剂式带压密封技术修复实际工程为案例,对注剂式带压密封技术关键部件法兰夹具的设计及计算方法、密封剂材料选择、注剂顺序以及注剂式带压密封技术施工工艺进行总结,为快速、安全、环保、经济的处理法兰泄漏事件提供参考。
法兰泄漏带压密封夹具密封剂
1 技术原理及特点
注剂式带压密封技术是泄漏管道及设备在带压条件下,在泄漏部位建立一个密闭空腔,用高压注射枪将能耐泄漏介质腐蚀和温度的密封剂注入并充满整个空腔,使其具有足够密封比压,以堵塞泄漏孔腔和通道,并保证足够长时间保持泄漏消除的密封技术。注剂式带压密封工程施工器具由液压油泵(手动/电动)、压力表、高压胶管、注剂枪、快装接头、特制夹具及其他辅助工具组成。注剂式带压密封法示意见图1。
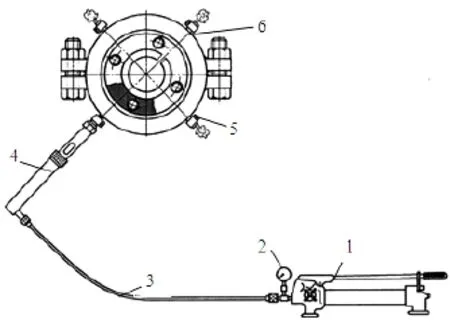
图1 注剂式带压密封法示意
该技术适用压力范围:真空~32 MPa;温度范围:-198~800 ℃。此技术基本特点:适用介质种类多,适用温度和压力范围广,封堵操作简便,修复过程中不需动火作业,可实现不停输、不泄压条件下施工,对易燃易爆厂区使用优势及经济效益显著。
2 夹具结构设计及计算方法
2.1夹具结构设计
夹具与泄漏部位外表面组成的密闭空腔,有严格密封间隙要求,是决定注剂式带压密封技术应用成败的关键因素,因此夹具设计及加工优劣对此技术能否成功实施至关重要。夹具本体由母板、端板、耳板焊接而成,在母板上开设带内螺纹的注剂孔,用来连接注剂阀,堵漏时从注剂孔向密封空腔内注入密封剂从而达到堵漏目的。
制造夹具所用金属材料应满足使用强度和刚度要求,在使用过程中不应出现塑性变形,注剂空腔最优设计原则是以最少密封剂用量实现有效封堵。除此,夹具应与泄漏点相吻合,上下两部分接触面应设计成凸台形式,并应保证密封间隙和密封要求,法兰夹具注剂孔数应等于法兰副连接螺栓个数。《承压设备带压密封夹具技术规范》(GB/T 26467—2011)对夹具吻合间隙规定,如表1所示。

表1 夹具与泄露部位吻合间隙
2.2夹具设计计算方法
法兰夹具根据实际工程情况,按照《带压密封技术规范》(HG/T 20201—2007)提供公式计算。

图2 法兰夹具受力示意
(1)当法兰外直径D<500 mm时,且为二等剖分夹具时,法兰夹具计算厚度S(如图2所示),按下式计算:

式中:S——夹具计算厚度,mm;
D——泄漏法兰外直径,mm;C——夹具封闭空腔宽度,mm;P——夹具设计压力,MPa,夹具设计压力P修正为:P=PL+5 MPa;
PL——泄漏介质系统工作压力,MPa;
[σ]t——泄漏介质工作温度下夹具材料的许用应力,MPa;
B——夹具宽度,mm。(2)法兰夹具连接螺栓计算。法兰夹具连接螺栓的最小直径d1,按下式计算:

式中:d1——螺栓计算最小直径,mm;
CK——预紧和刚性系数,CK=1.5;
C——夹具密封空腔宽度,mm;
P——夹具设计压力,MPa;
D——泄漏法兰外直径,mm;
n——连接螺栓数量;
[σ]t——泄漏介质工作温度下夹具材料的许用应力,MPa。
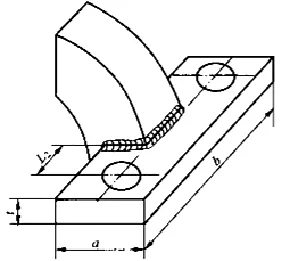
图3 法兰夹具螺栓连接耳板结构
(3)当法兰夹具为四个连接螺栓(如图3所示)时,法兰夹具连接耳板的厚度t,按下式计算:

式中:t——夹具耳板厚度,mm;
C——夹具封闭空腔宽度,mm,C=1.5;
L2——耳板双螺栓孔中心线至法兰夹具外侧面的距离,mm;
P——夹具设计压力,MPa;
D——泄漏法兰外直径,mm;
a——夹具耳板宽度,mm;
b——夹具耳板长度,mm;
[σ]t——泄漏介质工作温度下夹具材料的许用应力,MPa。
3 工程实例
3.1工程简介
本工程高高压门站管道为一进两出结构,一路调压至次高压0.8 MPa,以最大流量50 000 m3/h输入高中压门站;另一路调压至0.4 MPa,以最大流量30 000 m3/h输出。该门站具有接收、加臭、调压、分输、热值分析和数据远程传输等功能。门站工艺流程,如图4所示。

图4 门站工艺流程
3.2现场泄漏介质勘测数据
在使用夹具注剂式带压密封前,要对泄漏部位进行现场勘测。勘测内容包括几何参数有泄漏管段直径、弯管的半径、泄漏面积、螺栓数量和管道壁厚等;理化参数有泄漏介质的温度、泄漏介质的压力、泄漏介质的化学性质如腐蚀性和环境温度等。

图5 工程典型泄漏点1标注

图6 工程典型泄漏点2标注

图7 工程典型泄漏点3标注
3.3泄漏分析及修复方法选择
本站于2003年12月20日正式投产运行,截止2014年底已连续不间断运行11周年,在这期间管道内介质与外界环境温差变化大,尤其冬季由于系统绝热膨胀消耗体系能量而引发泄漏部位结霜,管道表面及泄漏点温度0 ℃以下,远低于现场环境温度,法兰连接处长期受热胀冷缩影响,加之设备部件老化、防腐层破损和腐蚀严重等原因引发法兰接口泄漏。现场泄漏点:DN300法兰泄漏3处,DN200法兰泄漏2处,DN100法兰泄漏6处(其中两处泄露点最高工作压力1.6 MPa,两处0.4 MPa,其他均为0.8 MPa),工程典型位置泄漏点标注,如图5~图7所示。专业技术人员结合泄漏点实际情况决定采取法兰夹具注剂堵漏方法,快速消除泄漏。
3.4夹具设计制作
钢质天然气管道带压密封堵漏常用夹具材料为Q235,高温或强腐蚀介质选用0Cr18Ni9,低温用16MnDR或0Cr18Ni9。考虑本工程为天然气系统泄漏,同时考虑介质的工作温度范围,本工程选用Q235A作为夹具加工材料,本材料钢板许用压力,如表3所示。

表3 Q235A钢板许用应力
鉴于法兰形式和泄漏位置不同,为方便在有限作业空间内施工,本工程设计两种不同夹具:注剂快接头与管道轴向垂直注剂式夹具,注剂快接头与管道轴向平行侧面注剂及管道轴向垂直注剂混合式注剂夹具。本工程夹具采用整体切割成型或焊接组合方法成型,并用机床进行精细加工,加工精度为IT10~IT11之间。
3.4.1计算夹具尺寸
以典型泄漏点3(图7所示)为例,对管道口径为DN300法兰夹具具体参数进行设计计算,夹具制作选用材料Q235A,现场测得法兰为标准外直径D=415mm,管道内天然气运行压力0.4 MPa,工作温度0℃,因此法兰夹具设计压力P=5+0.4=5.4 MPa,由表3查得许用压力[σ]t为113 MPa,设计夹具连接螺栓数量n=4,夹具宽度B=15 mm,夹具封闭空腔宽度C=5 mm,耳板双螺栓孔中心线至法兰夹具外侧面的距离L2=10 mm,夹具耳板设计宽度a=20 mm。
按式(1)计算法兰夹具厚度S:

向上圆整取S=52 mm。
按式(2)计算法兰夹具连接螺栓最小直径d1:

根据d1查取《普通螺纹 直径与螺距系列》(GB/T 193—2003)选用M8螺栓。
按式(3)计算法兰夹具连接耳板厚度t:

向上圆整取t=13 mm。
3.4.2布孔设计
环向注剂孔理想情况为沿夹具空腔轴向对称布置,但是靠近耳板处的注剂孔在安装注剂阀时与耳板和连接螺栓螺母发生空间干涉,因此需要远离耳板方向进行环向移动。移动距离在保证顺利注剂条件下越小越好,这样可使注剂填充率最高。具体移动距离与耳板厚度、螺栓及相应螺母规格和注剂阀尺寸相关,需要根据具体情况进行校核。
根据规范《带压密封技术规范》(HG/T 20201—2007)规定,对于法兰夹具设计的注剂孔数应等于法兰副连接螺栓个数,泄露点3处原法兰副连接螺栓个数为12个,因此本设计注剂孔数n=12,夹具设计模型见图8。

图8 夹具设计模型示意
3.5注剂材料选择
密封注剂材料根据泄漏介质、泄漏系统温度、泄漏压力选取,密封注剂直径宜为18~25 mm,长度宜为60~100 mm,且为棒状固体。本工程选用的JNL1241型号注剂属于进口填充型注剂,此注剂耐低温且不与天然气发生任何化学反应,具体特性及适用条件如表4所示。

表4 JNL1241特性及适用条件
3.6注剂顺序
(1)单点泄漏应从距离泄漏点最远端的注剂孔开始注剂;
(2)当泄漏缺陷尺寸较大或多点泄漏时,从泄漏点两侧开始注剂;
(3)从第二注入点开始,要在泄漏点两侧交叉注入,最后对主泄漏点对应注剂孔注剂,直至消除泄漏。
3.7注剂压力
本工程手动注剂器具的最大注剂压力可达到60.0 MPa,一般管线带压堵漏,在管道自身耐压条件允许下,注剂压力(指注剂枪压力表显示压力)控制在30.0~40.0 MPa属安全范围。
注剂压力是流动性能的表现形式,本身与堵漏质量没有直接关系,但过大注剂压力经常会导致注剂还没填满整个密封腔,已从其他注剂孔挤出,这时会造成作业人员误认为是密封腔已填充满注剂,而停止注剂,影响施工质量。因此,注剂压力不应盲目求大,注剂压力的大小应根据注剂的固化性及流动性选择,流动性差的注剂,可选择较大的注剂压力,有些注剂流动性差,但稍微经过预热(可通过预热高压注剂枪来实现),流动性能可大大增强,此时,只需较小的注剂压力就可满足注剂要求。此外,在管壁上用夹具带压堵漏时,注剂压力的选择也应考虑管道材质的耐压等级、管道内介质压力等因素,避免管壁因受注剂压力导致变形破坏。
3.8工艺流程
工艺流程图,见图9。

图9 注剂式带压密封技术工艺流程
3.9注意事项
(1)作业人员穿戴好防护用品,从上风方向靠近泄漏点,现场应事先布置灭火器等消防设备及安全疏散通道;
(2)在每个夹具注剂孔上装配好注剂阀,旋塞处于开启位置,再安装夹具;
(3)注剂操作人员应站在注剂枪的旁侧操作,装卸注剂枪和向料剂腔添加密封注剂必须先关闭注剂阀;
(4)在注剂枪的料剂腔加入密封注剂,经压泵顶压后,方可打开注剂阀注入;
(5)注入密封注剂施压过程应匀速平稳,注意推进速度与密封注剂固化时间协调,要严格控制注剂压力,避免不必要的超压,防止把密封注剂注入到泄漏系统中;
(6)完成顺序注入后要进行补注压紧,防止产生应力松弛,确保密封效果长期稳定,堵漏后就地用天然气泄漏检测仪及肥皂水检测有无泄漏部位,同时应在额定运行工况下保压30分钟无泄漏,初判修复合格;
(7)进行养护,对堵漏点定期回访检测,对检测到的泄漏点进行二次修复直至合格,达到养护期拆除快接接头,用螺栓堵塞注剂孔,交工验收(施工现场图像资料,如图10所示)。

图10 施工现场图像资料
4 结语
注剂式带压密封技术在化工领域已多次成功实践,但在上海市天然气管网高/次高压门站法兰泄漏修复中尚属于一项新技术。
本工程通过利用注剂式带压密封技术在场站不停输工况下成功修复不同压力、不同管径法兰泄露点11处,其中DN300法兰泄漏点3处,DN200法兰泄漏点2处,DN100法兰泄漏点6处。通过此次工程实践验证:采用注剂式带压密封技术不仅成功避免了常规停输修复可能造成的经济损失和社会影响,而且此技术具有应用压力范围广、无需动火、操作简单、安全性高、堵漏效果显著等特点,在天然气管道法兰泄露修复过程中优势显著且适用性强,适合在上海市天然气管道及附属设备泄露修复工程中推广应用。
同时,在工程实践中技术人员也发现此技术在应用中存在的局限性,由于密封剂本身特点或出于某一特定应用,堵漏实施完毕后使用寿命存在不确定性。在作业完成后,保修期内,作业人员需对堵漏点进行不定期回访检查,并对可能存在的二次露点进行补充注剂以防止产生应力松弛,确保密封效果长期稳定。目前此技术市场施工保修期为6~12个月,因此保修期过后堵漏点的情况将存在不可预知性,对用户而言仍是不能彻底消除的隐患,故此技术只适合作为不停输工况下的一种紧急处置方案进行推广应用。针对此技术应用存在的局限性,在工程实践中技术人员应不断完善和改进,同时寻求更多适用于天然气管道系统泄漏长期稳定修复的新技术。
Application of on-line Sealing Technology in Flange Leakage of Sub-Pressure Gas Network
Shanghai Municipal Gas No.2 Pipelines Engineering Co., Ltd.Dai Bin
For high/sub-high pressure natural gas station, it is a great security concern to stop operating and use the conventional welding technology to repair the flange leakage. However, On-line sealing technology can be used to repair the leakage without stopping operating, reducing pressure, and hot-work. Taking the actual engineering of a continuous sub-high pressure nature gas station in Shanghai, this paper introduces the methods of on-line sealing technology and the proper choice of injecting sealant, summarizes the whole application process, gives us a good reference to deal with flange leakage in a rapid, safe, green and economic way.
flange leakage, on-line sealing, clamp, sealant