精益生产思想下的生产流程改善
——以爱普生公司为例
2016-09-28广东海洋大学寸金学院广东湛江524094
肖 荆(广东海洋大学 寸金学院,广东 湛江 524094)
精益生产思想下的生产流程改善
——以爱普生公司为例
肖荆
(广东海洋大学寸金学院,广东 湛江 524094)
现在市场竞争日趋激烈,低廉的成本、快速的反应是现在制造型企业重点追求的方向,为了达到这一目的,精益生产管理必不可少。本文通过对深圳爱普生公司部品制造部所面临的问题进行详细分析,利用精益生产思想,采用看板管理、均衡化生产等工具,解决其生产效率低下的关键问题。
精益生产;精益改善;价值流程;看板;均衡化
一、引言
深圳爱普生公司是日本爱普生在中国唯一的成品打印机制造工厂,部品制造部在2004年成立时,考虑到中国劳动力低廉,技术不完善,为了降低成本,在购买设备时就采用了半自动的设备。随着2007年以后市场原材料成本不断上升,外包成本日益增高,运输成本不断增加,公司内作的优越性体现的更加突出。但是2010年以后,内作品点数越来越多,种类越来越复杂,以前没有出现的问题陆续显现出来。
本文将从精益生产管理思想出发,利用精益管理工具来解决爱普生部分制造部现存的生产效率低下问题,以期对其他制造型企业提高生产效率方面带来一些启示。
二、关键问题-生产效率低下
1、全局设备效率
全局设备效率(OEE,Overall Equipment Effectiveness)表现了实际生产能力相对于理论产能的对比,是衡量企业生产效率的一个重要标准。
对于加工线来说,产品标准工时指完成一个产品所使用的时间。对于组装线来说,是指整个装配过程所使用的时间,在这个过程中,需要完成其全部工序。
2、爱普生部品制造部生产效率现状
根据2014年公司的生产数据统计,部品制造部共有3条生产线和3条热塑组装线,各生产线的OEE数据见表2、表3:
按照行业参考,一般的制造业OEE可达到60%以上,爱普生公司日本本社的机械加工线OEE 基本保持在75%~85%之间。但是部品制造部的三条生产线都无法达到这个水平,特别是#1生产线,其全局设备效率仅为49.5%,从表中我们可以看出主要是因为设备故障和运行效率都较低所导致的。因此深圳E公司部品制造部生产线的全局设备效率还有很大的改进空间,并且也需要及时地实施。
3、原因分析
数据显示#1生产线设备故障率是最高的,已经达到了29%,直接导致了机器的运转率低下。生产线中共有十三台啤机,所生产的部品点众多,需要频繁转模,所使用的原料也频繁转化,随着设备逐渐老化,设备的故障率越来越高也成为了一个客观存在的事实,但是较高的故障率恶化了生产线的运转率,因此要改善生产线的全局设备效率,首先就要解决设备故障率较高这个问题。

表2 部品制造部生产线OEE

表3 部品制造部组装线OEE
组装线的工序有清洗、装配、热熔、通气、气密实验、性能测试、包装等。产品标准工时中包含设备的运作时间和员工的操作时间,因此有时工作效率会超过100%。
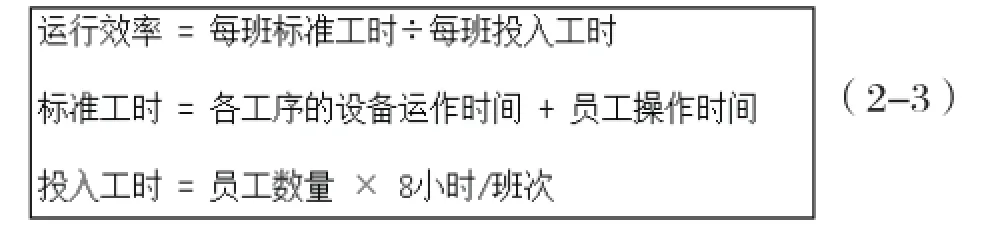
从公式2-3可以看出,#1组装线全局设备效率达到了120.79%,远远高于其余两条组装线,#2#3的OEE为什么会这么低呢?主要原因是由于整个组装线中的设备没有很好得到均衡配置。在引进之初,为了确保品质,直接按照日本本社的模式进行了产线配置,却忽略了日本的配置模式主要是为了提高员工的工作效率,因为日本的人工成本占总成本40%,需要重点管理。
三、对生产管理实施精益改善
1、看板管理
看板管理是由后工序向前工序领取货品来促成前工序生产一种“拉动模式”,通过看板向最终工序通知所需的零部件的数量和需要领取的时间,然后从最终工序开始向前推移,在必要的时间去前工序领取物料,在物料领走后前工序要及时开始生产,但生产数量不可超过领走的部分,这样一层一层向前运行,确保生产的连续性。在生产过程中,若需要变更生产计划,只需要将变更通知到最终工序,就可以拉动整个生产线做出变更对应。
在实施看板管理前,首先要明确每个部品的缓冲库存量,明确每个部品的需求量、用量、型号、产能、包装规格、占用面积、在库上限以及在库下限。有了明确的在库基准后,就可以对生产发放看板了。
2、生产线的精益规划
要对生产线进行精益规划,就必须利用客户需求来拉动生产,尽量减少不增值的作业,提高人员、设备效率,提高生产线柔性。
(1)实行客户需求导向。1)明确生产线节拍。节拍Takt Time,特指完成两件产品之间间隔的时间,当一个节拍的时间后,就可以完成一件产品。对生产线的节拍确认是建立生产线的前提,要注意根据客户需求,最大程度上做到按需生产。
2)生产线设备。不同型号的打印机对零部件的品质要求也各不相同,对于一般A4系普通打印机来说1000PPM是可以接受的,但是对于高精度的一体机或商用打印机来说,质量要求大大提高,某些部件要求50PPM。
要满足特殊部品50PPM的质量要求,设备能力首先要处于优良状态,Cpk指数要满足在1.67以上,各个工序下的检测、防错都必须做到,以确保没有不良流入下个工序。产中检查比产后检查更能确保产品质量,并且可以在生产过程中指导员工更正错误。
将不良品专门区分开来,使用专门的包材放置在固定的位置,由专业的检测人员对其进行检查分析,可以减少对机边操作人员技术要求,也有利于对不良状况的统计和分析。不良品若分析结果为可加工,则交由二次加工组进行返工;若出现功能不良,则选择报废,并且通告所有相关管理者,及时对原因进行分析改善。
当然,若要设备各个工序都可以进行自动检测,则需要大量的自动装置,成本也将升高许多,因此根据客户的需求,将自动检测装置安装在高精度产品生产线。
(2)建立均衡化生产线。均衡生产是JIT生产可以顺利实施的前提,可以使各个工序的负荷率达到平衡,避免忙闲不均的现象出现,这样可以使整个工序上设备、人员的使用基本平稳,让最终工序生产变动最小化。
在产品型号和产量不断增加的背景下,原有的组装线设置显然已经没有办法很好的取得均衡。由于内作可以减少运输成本和提高质量标准,本社要求深圳爱普生公司部品制造部加大生产的品种和数量,因此需要投入一条新的组装线,为了更好地分析新组装线是否处于均衡,需要对各工序时间和人员、设备利用率进行统计分析。
由于测试工序是必不可少的,且再增加试验台的成本过高,因此采用并行测试会更加符合实际情况。要实施并行测试,首先要明确功能测试包含哪些内容,它分为功能试验和漏墨试验,而且试验的设备是相对独立的,这就为并行创造了设备基础。只需要增加试验平台,以及一些平行控制的装备就可以实现了,改造成本低,技术要求简单。在这样的改造后,工序节拍从64.9min降低到了45.4min,降幅达到了30%。
四、改善效果评估
在经过生产线的改善、平衡之后,三条生产线的OEE都有了很大的提升。#1生产线在改善前OEE仅仅为49.5%,#2为69.9%,#3为56.6%,调整改善后分别达到了75%、79%、76%,这样的数据已经能够与国外先进设备的OEE相比,但是就自动化程度这一方面,未来还有很大的改善空间。
五、展望
精益生产是一个尽善尽美的持续过程,实施精益改善需要企业付出一定的人力物力成本,不是一朝一夕可以达到的,爱普生部品制造部的改善活动还将继续进行下去,不断的完善、提高。希望本文对国内制造业实施精益改善可以提供一定的案例基础,使每个企业都向着精益的方向发展。
(本文作者对其使用的数据和带来的影响负全责)
[1] 余康.浅谈精益生产在企业中的应用[J].价值工程,2011,30(33),120.
[2] 缪周,徐克林,李振飞.基于价值流图的生产线再设计∶案例分析[J].工业工程,2009,12(5)∶115.
[3] 孙安.浅谈“看板管理”在精益生产中的应用[J].中国市场,2010,(48)∶61.
(责任编辑:戴国际)
