如何用好崭新的模型内燃机
2016-09-27王俊如
王俊如


一、“任性”的模型内燃机
航空模型、航海模型、车辆模型是很受人们喜爱的科技体育运动项目。在这些模型中,有用直流电动机作动力的,也有用模型内燃机作动力的。由于对环保的要求越来越髙,使用电动机作动力的模型越来越多。但是,这并不表明内燃机模型将被淘汰。一方面,有许多模型爱好者喜欢内燃机运转时那种刺激、豪放的感觉,也热衷于捣弄内燃机的那种并不复杂但仍令人兴趣十足的机械零件。另一方面,模型内燃机难以“服侍”的“任性”性格,反而让许多好强争胜的模型爱好者趋之若鹜。而使用甲醇作为燃料的模型内燃机,其污染程度极其微小,相对于汽车这样的污染大户,简直可以忽略不计。
二、如何“服侍”它
当我们拿到了一台崭新的模型内燃机,是不是可以立刻安装到模型上使用呢?回答是:不可以。那么该如何处理呢?下面我将和大家分享一些自己的经验。
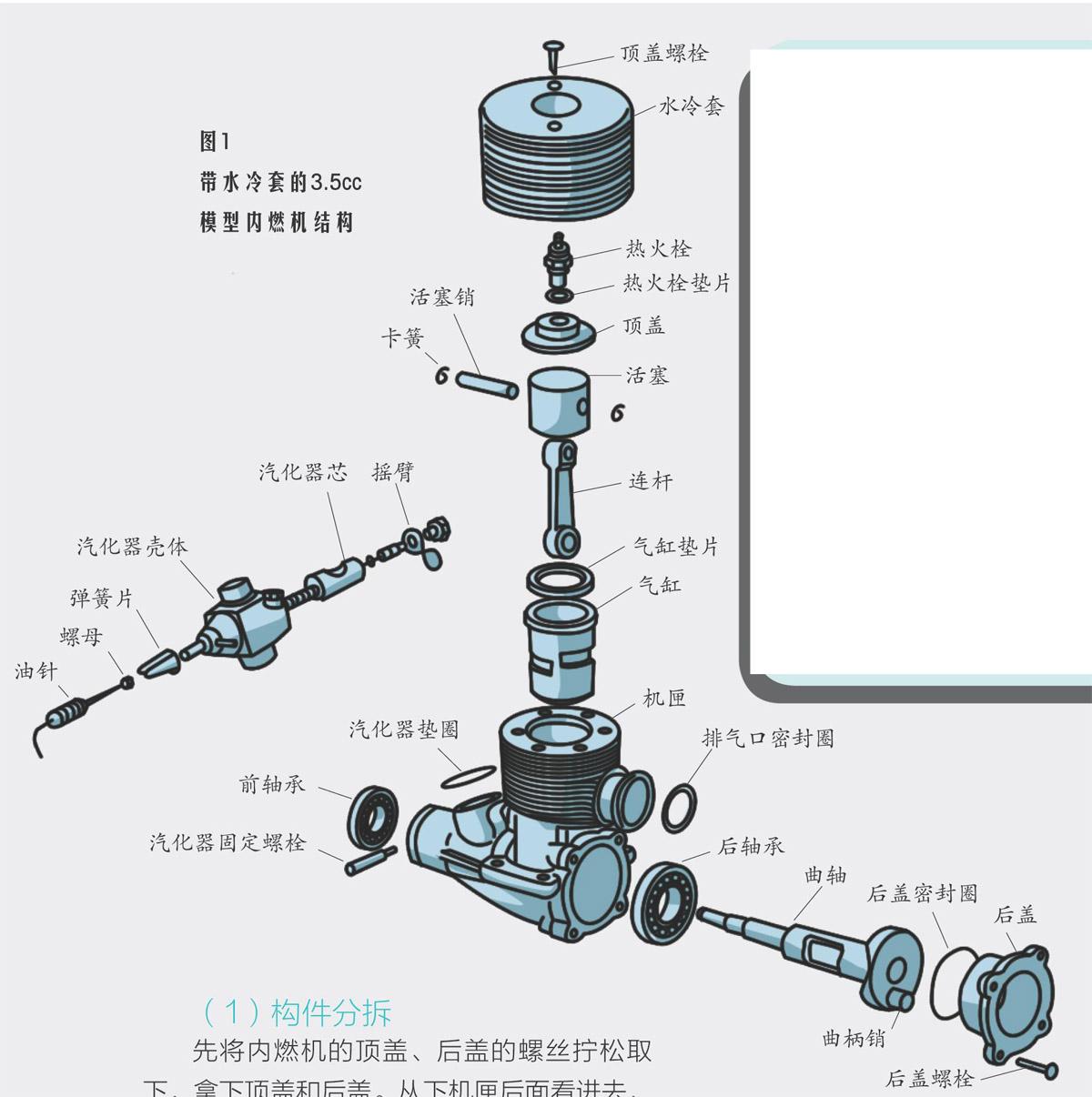
1. 基本结构的了解
初学者应先了解模型内燃机的基本结构(如图1)。我们可以根据图纸,自己分解一台模型内燃机,了解它的结构,并逐一熟悉各个部件的名称。
2. 拆卸和清洗
新买来的模型内燃机之所以需要拆卸和清洗,是因为在产品出厂时,其螺纹孔内残留的金属屑和加工面上的毛刺可能未被彻底清除,一旦它们在内燃机运转时因振动掉落,极有可能造成内燃机气缸活塞拉毛、卡死,以及轴承损坏等严重后果。所以,我们必须要用煤油对内燃机进行彻底清洗,并用什锦锉刀或金钢石磨具,锉掉各个零件的毛刺。
拆卸和清洗前,准备好应用工具,如镊子、划针、木榔头、螺丝刀、刮刀、什锦锉刀、金刚石磨具等。此外,还需准备好两个搪瓷盘,盘里分别注入一定量的煤油。
(1)构件分拆
先将内燃机的顶盖、后盖的螺丝拧松取下,拿下顶盖和后盖。从下机匣后面看进去,会看到连杆的大头端套在曲轴的曲柄销上。用划针在连杆大头表面刻一个记号,再用镊子把连杆大头从曲柄销上夹出。这时,就可以把气缸同活塞、连杆一起从机匣上面取出。
需要注意的是,如果气缸和机匣贴合较紧,无法用手指推出,千万不要用金属工具硬撬,否则气缸一旦被撬变形,整台内燃机也就报废了。可以把木片伸进排气口,在连杆还套在曲柄销上时,转动曲轴使活塞上行,将气缸顶出上机匣。
气缸、活塞和连杆取出后,将活塞从气缸下口退出来,在活塞内壁和连杆上刻好方向记号,把活塞销一端的卡簧取下,从另一端将活塞销轻轻敲出,这样,连杆和活塞就分离了。
(2)活塞和连杆的处理
检查活塞和连杆的各个部位,如果有毛刺,进行修光。分解、修整后的每个零件,先放入第一个搪瓷盘内,将其在煤油中清洗干净,然后用镊子取出放入第二个瓷盘里再清洗一遍,最后装配复原。
装配活塞销时注意,活塞销两端的卡簧一定要卡进活塞销孔的凹槽里,且活塞、连杆的方向不要搞错。
(3)气缸的处理
首先,将气缸壁上的扫气口和排气口检查一遍,看看是否有加工时残存的毛刺,有毛刺和需要倒角的地方用锉刀或刮刀加以修整。
通常,新的模型内燃机的气缸排气角和扫气角都比较小,以3.5cc(1cc=1毫升)模型内燃机为例,其排气角约为170度,扫气角约为130度。这样的内燃机转速不会很高,但对于一般的模型而言已经足够了。
但是有高速度要求的竞速模型,需要转速更高的内燃机。这时就需要手工加大内燃机气缸的排气角和扫气角,从而提高内燃机的转速。
具体方法是:用什锦锉刀和金刚石磨具将气缸壁上的排气口、扫气口的上沿部分略锉掉一些(去掉1毫米,角度约加大9度)。还以3.5cc模型内燃机为例,处理后排气角最大不要超过185度,扫气角不要超过140度,否则将会使内燃机的扭矩下降太多。
修整后的气缸也应在煤油中清洗干净。
(4)机匣的处理
将曲轴用木榔头从机匣中轻轻敲出,检查是否有毛刺,如有毛刺,修整后清洗。机匣内腔有几行扫气道,要清理掉其中可能残留的浇铸遗留物(砂粒、毛刺等)。机匣上还有许多固定顶盖、后盖等零件的螺丝孔,这些螺丝孔中极有可能留有金属屑,要加以清除。前轴承和后轴承中也有可能嵌入金属屑,可以将机匣在煤油中浸一会儿,取出后拍击机匣上镶嵌轴承的两端,反复操作几次,将金属屑震落。
(5)其他部件的处理
除以上部件外,其他的各个零件、螺丝,也都应该仔细检查、清洗,然后才能安装。安装时,不要搞错零件的原有方向。拧紧顶盖、后盖的多个螺丝时,应按照对角顺序、逐渐拧紧的原则,否则会压力不均匀而造成机构漏气甚至变形的后果。
3. 调整内燃机的压缩比
压缩比是指气缸总容积与燃烧室容积之比。一般模型内燃机的压缩比控制在10.5~11.5。模型内燃机的压缩比太大或太小,其运转时会引起不良后果:压缩比太小,会使活塞压缩可燃气体时压力不够,导致气体达不到燃烧的压力和温度,造成内燃机无法运转;压缩比太大,则可能引起内燃机早燃、爆燃,从而增加机械零件的受力和磨损,严重时会使热火栓白金丝断裂、脱落,造成气缸活塞报废。
改变内燃机压缩比的方法是:若欲增大压缩比,可将顶盖的气缸垫片去掉一片或数片;若要减小压缩比,则可增加气缸垫片的片数。
4. 磨合
完成以上步骤后,新内燃机还是不能立即进行高速运转,而是必须先进行磨合。所谓磨合,就是将内燃机内所有相互接触或相互旋转的零件,如气缸与活塞、连杆小头与活塞销、连杆大头与曲柄销等部位尽量研磨并配合润滑,以使内燃机真正高速运转时,不会相互 “ 拉毛”或“咬死”。
模型内燃机的磨合方法有两种:一种是台架磨合,另一种是随模型磨合。虽然前者磨合效果较好,且省时省力,但所需磨合设备要求比较高,一般为专业模型比赛选手采用。一般的模型爱好者更多采用随模型磨合的方法。
该方法是将内燃机装在所用的模型上(使用磨车油料),让模型低速航行。由于没有安装测定转速的仪器,只能通过观察模型的运行状况和听内燃机的声音,判断内燃机磨合的程度。若模型在低速磨车一段时间后,不改变油门,速度从最初不断加快直至稳定,同时内燃机转动的轰鸣声音也表现为从最初不断提高直至稳定,就表明磨合良好。
然后,我们可以把遥控油门增大一点,让模型稍加速,如内燃机没有异常状况,再加到全速试一试,如也没有问题,磨合步骤就算完成了。
磨合后的内燃机,还应再拆卸、清洗掉磨合时磨出的黑油,然后重新装配,才能安装到模型上使用。
完成以上所有操作,你就可以放心地使用这台模型内燃机了。如果你觉得这种处理很有效果,不妨将它分享给你的模型爱好者同伴。也希望大家能将这套方法不断发展与完善。
Tips: 气缸排气角的测量
在内燃机组装完整的情况下,在曲轴螺丝上用螺帽固定一个360度全圆量角器,并在机匣螺丝上装一根铜丝作为指针(图2)。转动曲轴,使活塞上行,上行至活塞顶与排气口上沿平齐,此时将铜丝指针拨至量角器0位。再将曲轴反向旋转,使活塞下行至下死点。继续旋转曲轴,活塞由下行转为上行,直至上行到活塞顶再与排气口上沿平齐,此时指针指示的角度就是内燃机的排气角。测量扫气角的方法也是如此,只不过将活塞顶与排气口上沿平齐改为与扫气口上沿平齐。
