改产擦手纸的工艺流程和设备调整
2016-09-26周家杰广西贵糖集团股份有限公司
周家杰 广西贵糖(集团)股份有限公司
改产擦手纸的工艺流程和设备调整
周家杰 广西贵糖(集团)股份有限公司
介绍了广西贵糖(集团)股份有限公司1760mm文化纸机改产擦手纸的生产工艺流程和生产工艺技术特点,对擦手纸生产工艺和产品质量的控制进行探讨。
擦手纸主要用于宾馆、写字楼、机场、高档餐饮娱乐场所的卫生间,供洗手后擦拭用,是一种市场潜力巨大的一次性消费产品。擦手纸多在我国大、中型城市的上述高档场所有所使用,而在发达国家和地区却是相当普遍,这也说明了擦手纸的方便性被大家所认同。随着我国经济的迅速发展,擦手纸将在我国逐步实现大众化,擦手纸产品具有巨大的市场增长空间。
在当前文化纸市场竞争非常激烈的条件下,广西贵糖(集团)股份有限公司(以下简称公司)尝试在现有幅宽为1760 mm短长网文化纸机上用高配比甘蔗渣浆改产擦手纸,成功开发了中低档擦手纸,取得了比较好的效果,改善了公司的产品结构,挖掘新的利润增长点。本文对公司在6#、7#和13#纸机(3台幅宽为1760mm的短长网文化纸机)改造后开发生产擦手纸的工艺技术和设备改造方面做一些介绍,以供同行参考。
1 现有1760mm文化纸机状况和改造思路
1.1 现状
公司的6#、7#和13#这3台1760mm纸机均为短长网双缸纸机,原设计生产文化纸。该纸机有完备的生产文化纸的打浆配浆、筛选净化的备料系统。与文化纸的性能要求(如高紧度、高挺度、高平滑度、较高的表面强度、较高的匀度)相比,擦手纸的主要性能要求为:较高的干强度和湿强度、较小的干湿强度差、一定的吸水性、柔软度和匀度等。两种纸的指标性能相差非常大,所以3台1760mm纸机必须经过适当改造才能满足擦手纸的生产要求。另外文化纸的定量一般都在60g/m2或以上,而擦手纸定量一般为40g/m2左右,定量降低了,若其他条件不变,产量就会降低,单位产量的成本也跟着大幅提高。因此,这3台1760mm文化纸机改造转产擦手纸能否降低生产成本、降低生产能耗就成了成功与否的标志。
针对擦手纸的主要性能要求,公司找出了目前6#、7#、13#纸机改产擦手纸生产流程和设备主要存在的问题:
(1)这3台文化纸机均没有烘缸起皱刮刀和清洁刮刀。
(2)这3台纸机的定量控制阀门为手动闸阀,控制精度不足,造成抄纸定量波动大。
(3)部分配浆有流量计但没有浓度计,无法保证配浆量稳定(如蔗渣浆和损纸浆)。
(4)现有针叶木浆备浆流程长,设备多,电耗大。
(5)现有纸机流送系统流程过长,设备过多,电耗大。
1.2 改造思路
根据擦手纸的质量要求,对生产流程进行了优化改造,特别是对一些不必要的高耗电设备如压力筛、多段除砂器和浆池等进行删减,增加了低压除砂器和气囊起皱刮刀等,优化改造后的擦手纸生产流程如图1所示。
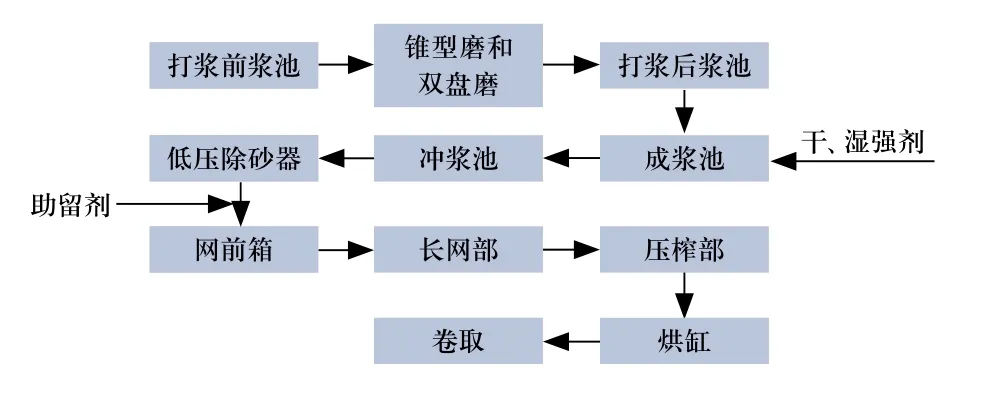
图1 优化改造后擦手纸生产流程图
2 生产擦手纸纸机改造实施方案
2.1 备浆流程改造
(1)针叶木浆流程的选择
6#、7#、13#纸机所使用的针叶木浆有两个供应渠道,渠道一为来自现行的一条针叶木浆打浆生产线(两台Φ550mm双盘磨);渠道二为利用目前公司生活用纸厂针叶木浆打浆生产线的余量,即从生活用纸厂直接泵送过来的针叶木浆。表1为现行针叶木浆打浆生产线设备和装机功率表;表2为从生活用纸厂泵送针叶木浆需要新增的设备和装机功率表。
对比表1与表2可以看出,无论从装机功率还是投资额对比情况看,都是表2所示的性价比高,即从生活用纸厂直接泵送针叶木浆性价比高。这样就可以省去现有耗电严重的双盘磨和4名打浆人员,节约装机功率320kW。

表1 现行针叶木打浆生产线设备和装机功率表

表2 从生活用纸厂泵送针叶木浆需要新增的设备和装机功率表
(2)甘蔗渣浆打浆流程的改造
充分利用距离6#、7#、13#纸机不远的新3万t/a生活用纸生产线的高浓磨浆机打浆的富余能力和设备优势,直接将该生产线打浆后的蔗渣浆和针叶木浆配浆送到现6#、7#、13#纸机的成浆池。适当改造现有6#、7#、13#纸机的白水系统和损纸系统,组成擦手纸独立的白水系统和损纸系统,这样就可以省去现有耗电严重的打浆设备和打浆人员,优化改造后比现有的流程节约装机功率约207kW。
(3)备浆改造清单
备浆改造清单见表3。
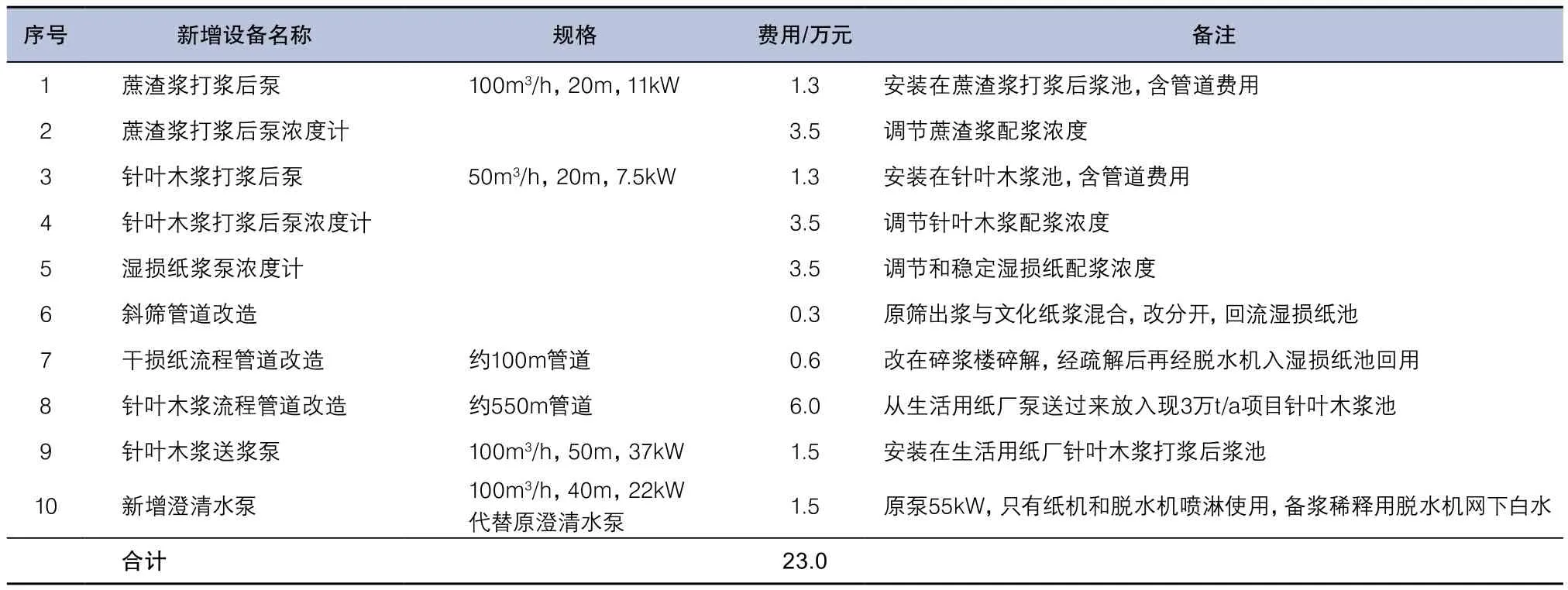
表3 备浆改造清单
2.2纸机流程的改造
对影响纸机成纸质量的关键设备进行改造,改造的设备有定量阀、刮刀、除砂器等。表4为纸机流程改造清单。实践证明,优化改造后的纸机新流程比原流程节约装机功率约183kW。

表4 纸机流程改造清单
3 擦手纸生产工艺
3.1 打配浆工艺
生产满足要求的擦手纸,除原料的因素外,打浆工艺的控制非常重要,既要保证一定的干强度、湿强度和挺度,又要保证有比较好的吸水性和适当的柔软度。如打浆度过高,纸张的强度大,但纸张紧度大、结构不够疏松、吸水性差。如打浆度过低,浆纤维分丝帚化少,则纸张紧度小、结构比较疏松、挺度高、吸水性高,但纸张的强度差,匀度也差。
所以,针对公司自产甘蔗渣浆的特点,综合生产成本,在生产中打浆工艺控制的原则是:长纤维主要起骨架和提高强度的作用,对长纤维进行一定的切断和分丝帚化,对短纤维(甘蔗渣浆)只做疏解而少切断。表5为浆料配比和打浆工艺条件。

表5 浆料配比和打浆工艺条件
3.2 抄纸工艺
生产擦手纸的工艺条件见表6。浆料经冲浆泵稀释后首先通过一个低压低浓除砂器,然后就直接到流浆箱上网。工艺流程虽然简化了,但除砂效果并没有降低。
匀度是擦手纸重要的性能要求,影响到纸张的柔软度、手感和外观。降低上网浆料浓度和合适的浆网速比,可改善纸张的匀度。
起皱也是擦手纸生产需要控制的关键。为了得到好的起皱质量,需要注意控制刮刀与烘缸的角度,选择合适的刮刀刀刃角度以及及时更换刮刀。经试用对比,6#、7#、13#纸机使用刮刀刀刃角度为78°时,纸张的起皱纹路粗细适中,起皱质量最好。
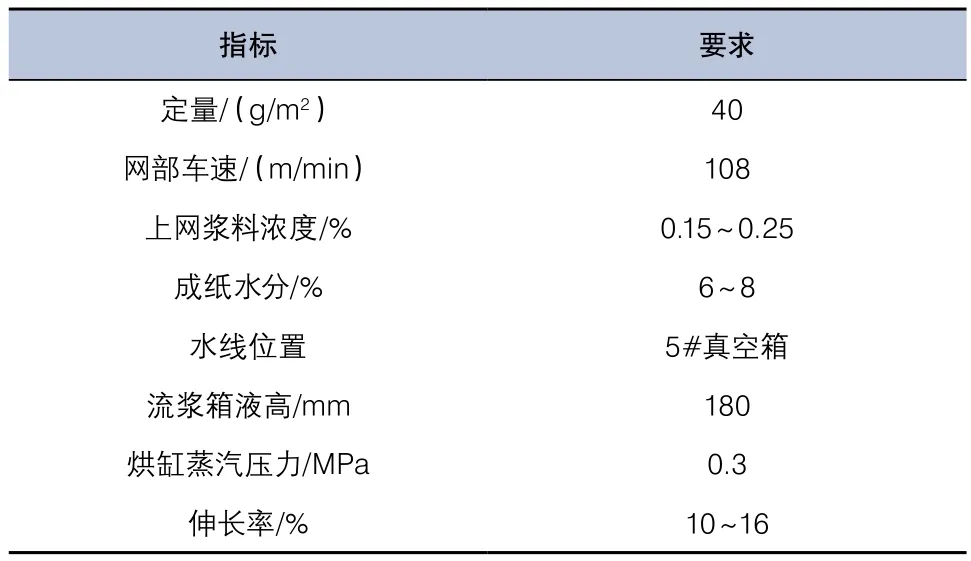
表6 擦手纸抄造工艺条件
3.3 化学品的添加
适当地添加化学品对擦手纸性能有事半功倍的效果。生产擦手纸添加的化学品主要有:干强剂、湿强剂和助留剂。表7为化学品的用量。

表7 生产擦手纸化学品用量
4 擦手纸质量
按照针叶木浆与甘蔗渣浆不同的配比,生产的几种擦手纸质量性能指标如表8所示。
表8结果显示,使用30%针叶木浆+70%蔗渣浆的配比生产的擦手纸质量指标达到客户的需求,经一段时间的试用,市场反馈效果良好,达到了中低端擦手纸产品的质量要求。
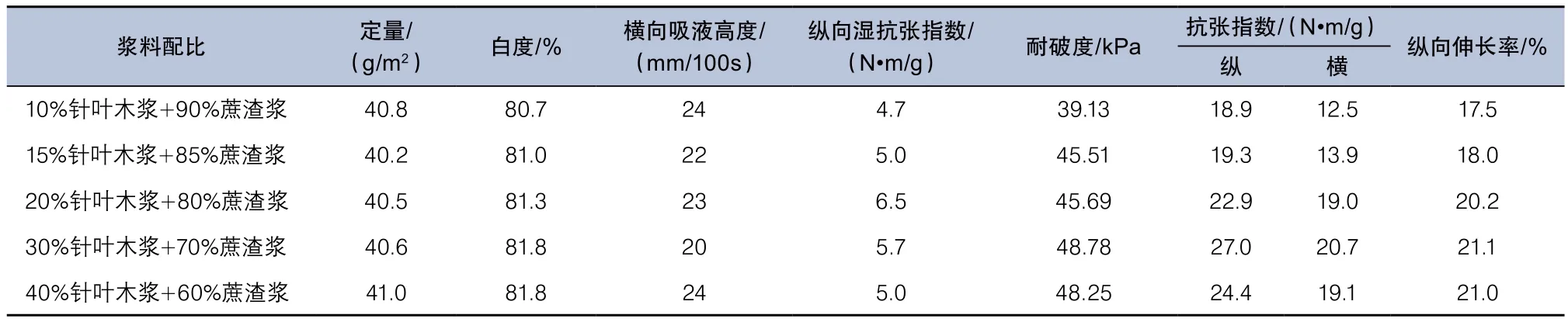
表8 生产的擦手纸质量性能指标
5 纸机改造后的效果
5.1 节能
经改造后,6#、7#、13#纸机和备浆设备装机功率减少710kW,经运行一段时间后统计,改造后每吨纸电耗比改造前大幅降低,节能效果明显。表9为改造后生产擦手纸的吨纸电耗与改造前的对比。
5.2 减员增效
改造后,对6#、7#、13#纸机配属的岗位操作工进行重新统筹配置,精简了设备和操作人员,使工作效率得以提高。表10为改造前后操作人员的数量对比。

表9 改造前后吨纸电耗对比
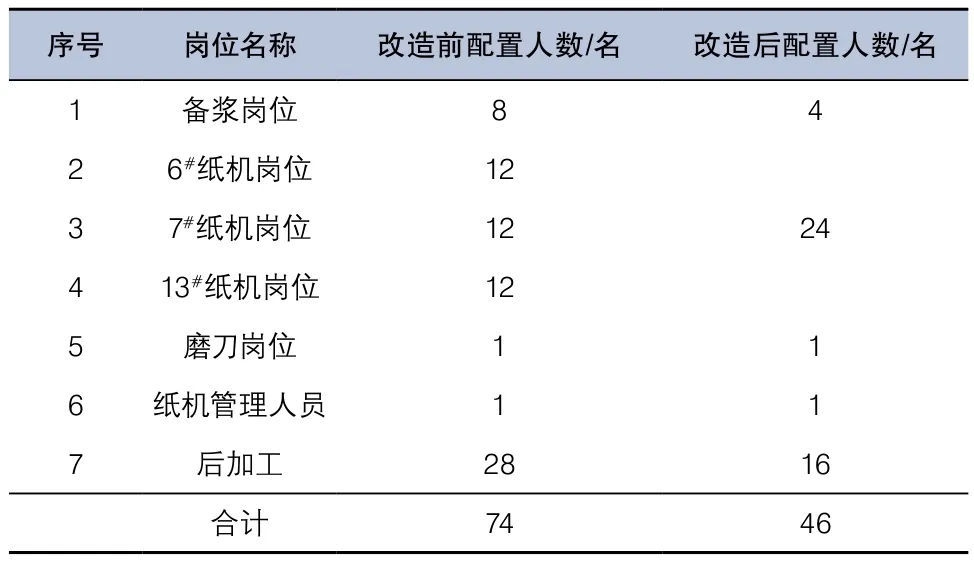
表10 改造前后操作人员数量对比
6 结语
广西贵糖(集团)股份有限公司对3台幅宽为1760mm的文化纸机(6#、7#、13#纸机)改造转产擦手纸,由于改造后严格控制能耗和人工成本,使擦手纸生产成本比原生产文化纸降低很多,经济效益明显,纸机改造转产取得了成功。
(转载自《中国造纸》/2015年第12期)
[1] 卢谦和.造纸原理与工程[M].北京:中国轻工出版社,2004.
[2] 张美云,胡开堂,平清伟,等.加工纸与特种纸[M].3 版,北京: 中国轻工业出版社,2010.
[3] 陈诚,邱荣祖.我国制浆造纸工业能源消耗与碳排放估算[J].中国造纸,2014,33( 4) : 50.
Conversion of Writing and Printing Paper Machine to Produce Hand Towels