基于PLC与触摸屏的立体仓库控制系统设计与实现
2016-09-26王艳红吴建平李娜刘佳兴
王艳红,吴建平,李娜,刘佳兴
(沈阳工业大学信息科学与工程学院,辽宁沈阳,110870)
基于PLC与触摸屏的立体仓库控制系统设计与实现
王艳红,吴建平,李娜,刘佳兴
(沈阳工业大学信息科学与工程学院,辽宁沈阳,110870)
本文以西门子S7-300系列PLC作为控制中枢,以台达B系列触摸屏作为人机交互界面,通过人机交互界面对立体仓库控制系统的运行状态进行监控及控制,并使用步进定位技术,设计制作了简易自动化立体仓库控制系统模型,该系统通过PROFINET总线接入工业控制网络,配合上位机完成控制任务。结果表明:系统工作稳定、运行可靠、控制精度高。
立体仓库;PLC;触摸屏;控制系统
引言
自动化立体仓库采用先进的控制技术、总线技术和信息技术,能够高效实现多种设备协调动作,快速完成货物自动有序的出入库作业,在大型物流仓库中逐渐获得广泛应用[1]。
在自动化立体仓库的管理与控制系统中,控制系统是自动出入库的关键部分[2]。
本文根据物流仓储系统的需求,研究立体仓库的自动控制系统。在简要介绍三级工业控制网络的基础上,重点阐述HMI-PLC控制系统的硬件、软件和通讯设计,实现立体仓库从站远程方式下自动接受上位机指令,在本地方式下可选择手动或自动模式实现出入库作业,并利用HMI完成实时作业的全程监控。
1 系统设计
管理层与现场控制层采用新型总线PROFINET进行通信,PROFINET可以实现控制层级横向与纵向的集成[3]。PROFINET通过工业以太网,连接现场层到管理层的设备,可以实现从公司管理层到现场层的直接、透明访问[4]。现场控制层的HMI与PLC控制器采用MPI通信方式,MPI的优点是CPU可以与多个设备建立多节点通信,并同步运行[5]。PLC控制器接受来自现场编码器、传感器等信号,控制闭环步进电机、气动机械手等设备的运行。HMI可实现出入库的过程监控和人机信息交互,以及软件组态参数的设定、操作、监控、报警等。
2 系统硬件设计
2.1PLC硬件设计
本自动化立体仓库为单巷道、3层、4列共12个仓位的仓库模型。控制系统由上位机、西门子S7-300系列PLC、DP从站和台达DOP-B系列HMI组成,系统的总体网络构架如图1所示。
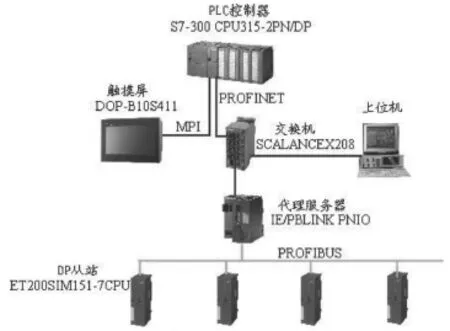
图1 系统总体结构图
系统中,上位机主要完成货物管理与统计、仓位监测、出入库命令发送与信息反馈等工作。S7-300PLC作为控制器,主要完成控制堆垛机定位行走,物料抓放,与上位机通信等工作。HMI主要完成出入库信息记录及仓库运行情况的监控,并作为指令输入源使用。ET200S IM151-7 CPU为DP从站;SCALANCE X208为PROFINET网络交换机;IE/PB LINK PN IO为代理服务器[6];自动立体仓库模型是系统的控制对象。
2.2编址和寻址方式
在自动化立体仓库模型中,货架的仓位编址方法是以垂直方向为行地址,底层为第1行,逐层递增;水平方向为列地址,靠近入库平台位的为第1列,逐列递增。PLC对货位的认址采用相对认址方式。通过Festo Configuration Tool软件设置货架的仓位坐标,由PLC发送地址数据组控制驱动器来驱动步进电机,以实现堆垛机运动。同时PLC程序控制对行或列地址进行+1或-1操作。当堆垛机回原点时,限位开关动作,坐标清零,完成校正。
在该控制系统中,S7-300控制器与触摸屏采用MPI方式进行通信,与上位机采用PROFINET[7]方式进行通信。
3 系统软件设计
3.1运行模式
本研究表明,人才政策的扩散和创新受多种因素的影响,具体结论如下:(1)地方政府的经济增长率和财政收入而不是GDP规模影响人才政策的扩散和创新。(2)地方政府与直接竞争对手的竞争是影响人才政策扩散和创新的最关键因素,周边城市竞争和向大城市学习对人才政策扩散和创新的影响并不显著。(3)行政级别越高,地方政府人才政策创新的概率也越高。
系统具有两种运行模式:远程和本地运行模式,本地运行模式又分为自动入库/出库模式和手动入库/出库模式。
在远程运行模式下,PLC根据上位机发来的命令确定目的仓位和运行速度,自动完成入库或者出库操作,并在作业完成后反馈信息给上位机。
在本地运行模式下,当选择自动入库/出库模式时,操作者需在HMI上输入目标坐标和运行速度,系统自动完成入库和出库。当选择手动入库/出库模式时,可以实现货物在允许的位置上独立伸缩动作和抓物放动作,也可以实现堆垛机X轴、Z轴运动和出入库输送机系统的单独运行。
3.2触摸屏界面设计
本系统设计的控制界面包括模式选择界面、对应模式下的运行界面、历史信息界面,报警信息界面等。图2所示为立体仓库运行监控界面。
以单机模式下的出入库运行控制界面设计为例,界面依次有货架的运行状态显示,正在执行的出入库操作,仓库的运行状态、故障及剩余仓位显示,指定出入库操作按钮,机械手及步进电机点动操作。
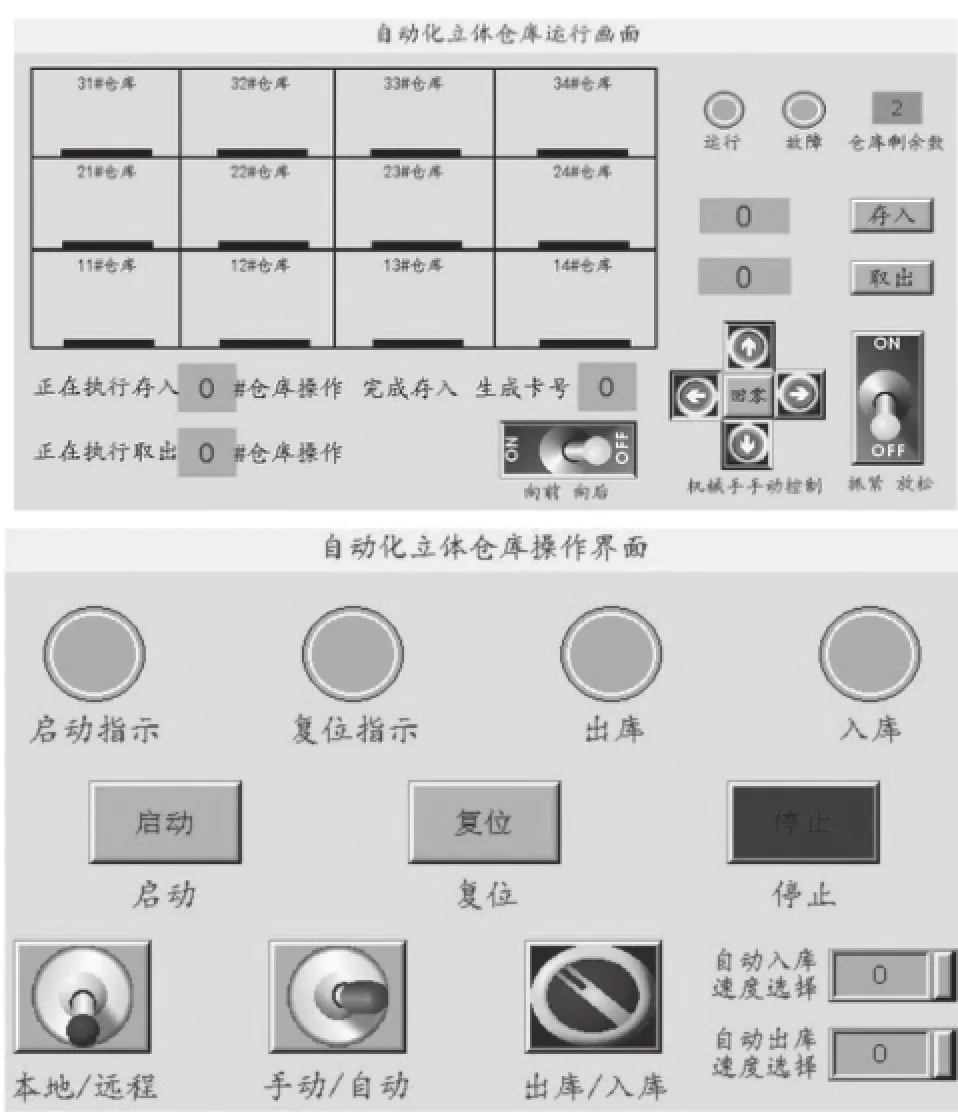
图2 自动立体仓库运行监控界面
PLC程序使用STEP7进行编制,STEP7使用方便、直观的用户界面、用组态取代编程及程序运行所需的数据,使得组态编程非常容易[8,9]。
PLC程序的编制主要采用LAD语言与GRAPH语言混合的模式进行。
本地出入库自动模式的工作过程与远程模式的工作过程类似,现以入库流程为例,给出PLC编程流程,如图3所示。

图3 本地自动入库程序流程图
4 PLC通信设计
S7-300PLC与HMI采用MPI进行,PLC设置站号为2,HMI设置站号为0,通讯速率为187 500 bps。
PLC与HMI之间的数据与信息传达需要建立DB数据块,图4所示为PLC与触摸屏通讯建立的数据块和程序。
5 调试
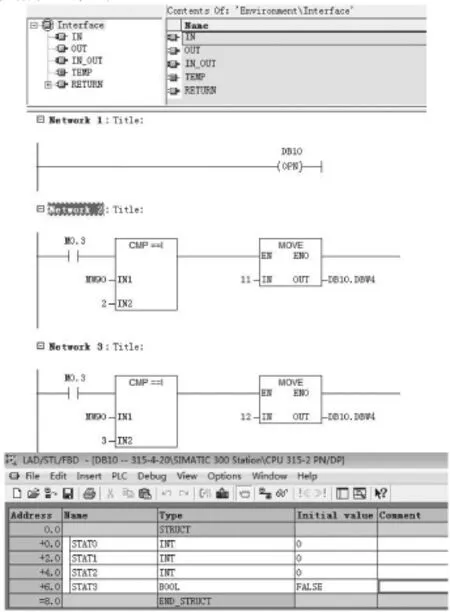
图4 PLC与触摸屏数据传达程序
本章以本地触摸屏操作调试为例,将本地/远程选择开关置于本地位置,手动/自动选择开关置于自动位置,同时出库/入库选择开关置于入库位置,输入入库速度,机械手开始寻原点,进行入库操作,触摸屏运行界面显示正在执行的仓位操作及仓库的运行状态,并适时进行滚动字幕报警。此模式下的出入库操作、显示及报警相似。本地手动模式,即将本地/远程选择开关置于本地位置,手动/自动选择开关置于手动位置,可以进行手动出入库操作,机械手臂的前后运动,机械手指的夹紧与放松,还可以手动控制机械手的X轴及Z轴回零点。依照上述方式,对系统循环测试,若调试过程中,整个系统运行正常,且各界面达到预期的目标,则认为调试成功。自动化立体仓库系统调试如图5所示。
图5 自动化立体仓库系统调试
6 结论
本系统以S7-300系列PLC为控制中枢,以触摸屏为人机交互界面,采用MPI通信方式进行通信。该模型操作简便,可以实现工件存取的过程监控和人机信息交互,以及软件组态参数的设定、操作、监控、报警等。该系统运行稳定,操作方便,具有良好的企业应用前景。
[1]徐菱, 劳扬健, 王金诺. 基于PLC的堆垛机控制系统设计[J]. 组合机床与自动化加工技术, 2005(1): 72-73.
[2]刘鲁, 常晓玲. 基于工业控制网络的立体仓库堆垛机PLC控制系统设计[J]. 组合机床与自动化加工技术, 2015(1): 93-96.
[3]李鑫. 工业以太网PROFINET技术的研究与实现[D]. 北京: 北京化工大学, 2006.
[4]廖常初. S7-300/400 PLC应用技术: 第2版[M]. 北京: 机械工业出版社, 2011: 315-316.
[5]向晓汉, 王飞飞. 西门子PLC高级应用实例精解: 第2版[M]. 北京: 机械工业出版社, 2015: 160-161.
[6]孙蓉, 苏丽, 吕淑平, 等. PROFINET控制系统设计研究[J]. 实验室研究与探索, 2014, 33(4): 103-107.
[7]龚仲华. S7-300/400系列PLC应用技术[M]. 北京: 人民邮电出版社, 2011: 32-33.
[8]阳胜峰. 快速学会S7-300/400 PLC[M]. 北京: 中国电力出版社,2014.
[9]刘忠超, 盖晓华. 西门子S7-300 PLC编程入门及工程实践[M].北京: 化学工业出版社, 2014.
Design and Implementation of Stereo Warehouse Control System based on PLC and Touch Screen
Yanhong Wang, Jianping Wu, Na Li, Jiaxing Liu(Institute of Information Science and Engineering, Shenyang University of Technology,Shenyang, Liaoning, 110870, China)
This paper bases on Siemens S7-300 series PLC as the control center, and uses DOP-B series touch screen as human machine interface, as to monitor and control the status of stereo warehouse control system through the human machine interface. Also, stepper positioning technology is used to design and produce a simple automated warehouse control system model. Such a system accesses industrial control network via PROFINET bus, and cooperates with PC to complete the control task. The results show that,system operation is stable, reliable, and with high precision control.
Stereo Warehouse; PLC; Touch Screen; Control System
TP2
A
2095-8412 (2016) 04-775-04
工业技术创新 URL: http://www.china-iti.com 10.14103/j.issn.2095-8412.2016.04.053
王艳红(1967-),女,辽宁沈阳人,博士,教授,研究方向:生产调度与优化。
吴建平(1983-),女,河南濮阳人,研究生,研究方向:控制工程。
李娜(1991-),女,辽宁朝阳人,研究生,研究方向:控制理论与控制工程。
刘佳兴(1991-),男,辽宁调兵山人,研究生,研究方向:控制工程。