偏心齿轮的铸造工艺设计
2016-09-19丁大伟中国第一重型机械股份公司黑龙江齐齐哈尔161042
丁大伟(中国第一重型机械股份公司,黑龙江 齐齐哈尔 161042)
偏心齿轮的铸造工艺设计
丁大伟
(中国第一重型机械股份公司,黑龙江 齐齐哈尔 161042)
偏心齿轮结构复杂,存在多个腔室,且腔室狭小,容易产生粘砂缺陷。并且存在多个“+”字筋热节,并且补缩通道不畅,容易产生缩孔、裂纹缺陷,通过修改设计结构、优化铸造工艺参数,消除了铸造缺陷。得到了质量优良的铸件。
粘砂;缩孔;工艺参数
0 引言
偏心齿轮是压力机上的核心部件,它的质量的好坏关系到整个压力机的正常工作,特别是它的齿轮部位要经受长时间的咬合,力学性能指标要求很高。偏心齿轮结构复杂,不利于顺序凝固,存在多个分散的热节,并且内部质量要求高,铸造有一定难度,容易出现质量问题。
1 偏心齿轮的结构分析
偏心齿轮的三维图(见图1),底面是个大圆盘。上部有个偏心圆筒,中部浮板及立筋把内腔分成8个小内腔,中间是一个轴通孔,此偏心轮材质ZG35CrMo,属于中碳低合金钢,此材质铸造性能较差,属于中间凝固方式,容易出现缩松、裂纹缺陷。
通过分析铸件结构发现,此铸件存在如下3个铸造难点:1、从冒口对底部大圆盘补缩通道呈"L"形,补缩距离过长,圆盘可能存在内部缺陷。2、下部4个内腔孔容易出现粘砂,并且可操作空间狭小,清砂困难。3、偏心圆筒中的浮板和立筋交接处的“十”筋是热节区,容易出现缩孔缺陷。

图1 俯视图

图2 冒口、补贴示意图
2 工艺设计
造型方法选择主型木质实样+组芯,分型面选在轴头的上表面,选择呋喃树脂砂做型砂,面砂是铬矿砂,背砂是石英砂。考虑到四个内腔空间狭小,并且只有侧面的出砂孔,容易产生粘砂缺陷,在制造此4个内腔芯时选用粘砂倾向较小的碱酚醛树脂砂撞制。涂料使用优质的醇基锆英粉,并保证涂料层厚度为2mm左右。针对底面大圆盘远离冒口补缩困难的情况,在大圆盘的外边缘底面放置一圈直接外冷铁,实施末端冷却,加大温度梯度。并且将中间轴孔铸死一定高度,铸成盲孔,加宽对底部的补缩通道,形成了开口向上的补缩通道。
对于中间轴盘的3个“+”筋热节,两侧热节上表面放置分别放置了暗冒口,并在暗冒口下放置了补贴,中间热节部位放置了两块随圆外冷铁,加快此部位的冷却,消除此热节的影响。具体工艺(见图2)所示。
采用底返式浇注系统,内水口选择φ60×4道,内水口位于下轴头底面,横水口尺寸为φ100,包孔为φ60×1道,开放度为1∶4。浇注温度为1540℃-1555℃。钢水采用真空精炼,对气体及残余元素进行严格控制。当冒口根部温度降到300℃时,打箱起坑。
铸件经过精整及UT探伤发现,浮板没有发现超标缺陷,问题得到了有效解决,但是4个腔室粘砂还是十分严重,清除粘砂非常困难。并且在暗冒口下的热节部位经过超声波探伤发现了缩孔缺陷。
3 工艺设计改进
从铸件的结构发现,下层4个腔室四周均与被钢水所包围,只有一个狭小的底面作为出砂孔,并且上面有暗冒口,砂芯长时间与钢水相接触,导致砂芯烧结,出现了粘砂问题。解决粘砂问题,最有效的办法是修变铸件的不利结构。采取的方案是在铸造时,上层的4个三角形衬板不铸出,在铸件精整时用同材质或相近材质钢板再后焊上去。4个衬板去除之后,上下砂芯合为一块,这样既可以减少砂芯的受热面,并且合为一块芯后,有利于砂芯的固定和保证尺寸精度,同时又利于砂芯向上排气,容易将热量快速排出,加快了冷却速度,减小了粘砂的倾向。
暗冒口下出现缩松的位置是剖面“丁”字筋的交叉处,在工艺设计时虽然在暗冒口下设置了补贴,但还是出现了缩松问题。经过多次计算发现,设置补贴不合理,只是设计成简单的斜线结构(见图3)。分析发现在丁字筋处热节圆半径为R96,而仅靠丁字筋上部热节圆半径为R91。此部位早于丁字筋先凝固,丁字筋最后凝固,丁字筋处没有钢液对其进行补缩,导致此处出现缩孔缺陷。需要重新设置补贴形状。如图4所示,补贴最低点上移,有效减小了丁字筋处的热节,丁字筋处的热节圆半径减小到R90,而补贴底部采用曲线样条,有效增大了相邻部位的热节圆,仅靠丁字筋热节圆部位半径为R92。以上热节圆采用上个热节圆直接是下个热节圆直径的1.05倍的方法重新校正补贴形状。最大的热节圆滚在冒口内。
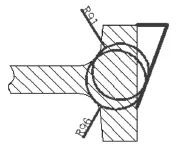
图3 原工艺补贴
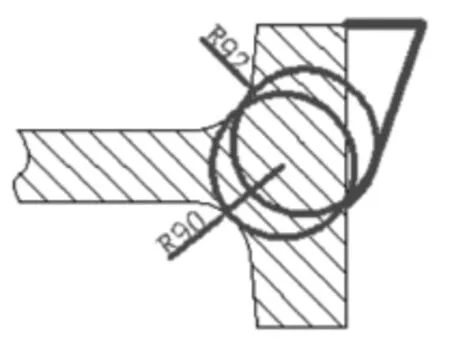
图4 改进后补贴
4 结语
经过工艺的优化,生产的偏心轮表面质量很好,并且腔室内没有出现粘砂缺陷,铸件的成分及力学性能满足要求。经过UT探伤,暗冒口下的“丁”字筋也没有出现缩孔缺陷,取得了预期效果。
10.16640/j.cnki.37-1222/t.2016.18.002
丁大伟(1984-),男,硕士,研究方向:大型铸钢件工艺设计。
